Steam Engines of Which We Have Any Knowledge Were
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Evolution of Diesel Engines
GENERAL ARTICLE The Evolution of Diesel Engines U Shrinivasa Rudolf Diesel thought of an engine which is inherently more efficient than the steam engines of the end-nineteenth century, for providing motive power in a distributed way. His intense perseverance, spread over a decade, led to the engines of today which bear his name. U Shrinivasa teaches Steam Engines: History vibrations and dynamics of machinery at the Department The origin of diesel engines is intimately related to the history of of Mechanical Engineering, steam engines. The Greeks and the Romans knew that steam IISc. His other interests include the use of straight could somehow be harnessed to do useful work. The device vegetable oils in diesel aeolipile (Figure 1) known to Hero of Alexandria was a primitive engines for sustainable reaction turbine apparently used to open temple doors! However development and working this aspect of obtaining power from steam was soon forgotten and with CAE applications in the industries. millennia later when there was a requirement for lifting water from coal mines, steam was introduced into a large vessel and quenched to create a low pressure for sucking the water to be pumped. Newcomen in 1710 introduced a cylinder piston ar- rangement and a hinged beam (Figure 2) such that water could be pumped from greater depths. The condensing steam in the cylin- der pulled the piston down to create the pumping action. Another half a century later, in 1765, James Watt avoided the cooling of the hot chamber containing steam by adding a separate condensing chamber (Figure 3). This successful steam engine pump found investors to manufacture it but the coal mines already had horses to lift the water to be pumped. -

No. 350,446. Patented .Oct. 5, 1886
(No Model.) 3 Sheets-Sheet 1. J. RICHARDS. ‘ ' COMPOUND STEAM ENGINE. No. 350,446. Patented .Oct. 5, 1886. : ' gvweml'o'c I (No Model.) 3 Sheets-Sheet 2. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. Patented 00's. 5, 1886.> I _ _._.|_ 6" ______I___l l _ _ _ _ __ |t____ ___ T ____|"f __—__ ' l |_ _ _ _ _ _ _ _ _'_ _ _ _ _ _ _ __ wand-50% ' gvwami'oz -' @Qf’d _ 33913 ' GMMW6%4 (No Model.) 3 Sheets-Sheet 3. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. - ' Patented Oct. 5, 1886. 2774/l/ _ L 1 M F37. a. / WA TE/i’ q/Vtlmeooao WM (5. MW N. PETERS. Pholo-Lilhngmphw. Wnshmglnh. Dv C. NI-TED STATES PATENT OFFICE. ’ JOHN RICHARDS, OF SAN FRANCISCO, ‘CALIFORNIA. COMPOUND STEAM-ENGINE. SPECIFICATION forming part of Letters Patent No. 350,446, dated October 5, 1886, ' Application ?led May 13, 1866. Serial No. 202,042. (No model.) To all whom. it may concern: right angles to the sectionslof Fig. 2, and trans Be it known that I, J OHN RICHARDS, a citi verse to the axial line of the shaft, and Fig. 4 zen of the United States, residing at San Fran is a partial top plan view. 55 cisco, in the county of San Francisco and State Like letters of reference designate like parts of California, have invented certain new and throughout the several views. useful Improvements in Compound Steam-.En A represents the main frame or hollow col gines; and I do declare the following to be a umn, which supports thereon the cylinder B, ' full, clear, and exact description of theinven and which is itself supported upon the base 0, tion, such as will enable others skilled in the ‘ said base serving also as a condenser, as will IO art to which it appertains to make and use be hereinafter explained. -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -

Triple-Expansion Steam Engine
WaterWords News from the Waterworks Museum - Hereford Winter 2015/16 120th Anniversary of the triple-expansion engine The Museum was delighted to receive as its guests of honour Sir Colin and Lady Shepherd on the occasion of the 120th anniversary of our gentle giant. Sir Colin made an incredibly support- ive and inspiring speech, followed by unveiling a commemorative engraved plaque as a permanent reminder of the historic day. The triple-expansion steam engine had been officially opened and set in motion in 1895 and by happy chance the anniver- sary was celebrated on the exact same day, 25th October. In an echo of the origi- nal event, Sir Colin ordered the engine to start and, thanks to detailed work a few minutes prior by Museum volunteer engi- neers, it did exactly as commanded! We were equally pleased to have present for this special occasion Candia Compton, representing the Southall Trust, accompa- nied by her husband Chris. Full report p4. Sir Colin and Lady Shepherd greeted by Museum Chairman Noel Meeke Grant awarded by the Record visitors Half-term fun day West Midlands Museum Only once in recent years, 2013, Development Group has the number of visitors to the Museum exceeded 5000. That year The Waterworks Museum will be the the figure reached 5079. national centre for the bicentenary celebrations marking the first patent The Trustees are pleased to report that awarded for a hot-air engine. In 1816 visitor numbers for 2015 have exceed- ed 5400, an increase over last year of the Rev Robert Stirling, a clergyman 13 per cent. -
Building a Small Horizontal Steam Engine
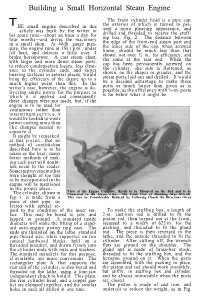
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

P1359 Robust F HD-HDP.Pdf
(2007 =>) Users manual for frontloader ROBUST F HD / HDP 3311981 b Englisch P 1359 STOLL ROBUST F HD / HDP Table of contents page 1 Before operating 3 2 General safety information and prevention of accidents 5 2.1 Safety decal (=> 2007) 12 2.2 Safety decal (2007 =>) 13 3 Technical data 14 4 Description 16 5 Practical Application 18 5.1 Operation 18 5.1.1 Operation 19 5.1.2 Operation 20 5.2 Hydraulic system 21 5.3 Attaching of drive-in loader unit 22 5.4 Removal of the drive-in front loader 23 5.5 Mechanical single lever control unit SLV (option available) 26 5.5.1 Type 26 5.5.2 Definition of working directions 27 5.5.3 Definition of actuating directions 27 5.5.4 Additional functions joystick buttons 28 5.5.5 Operation fast stroke device 29 5.6 Quick installation and removal of attachments 30 5.7 Hydraulic implement control with switchable fast-stroke valve 31 5.8 Hydraulic diagram HE + HD 33 5.8.1 HD (standard – basic version) 33 5.8.2 HD (full equipped version) 34 5.9 Electrical Equipment HD 35 5.9.1 HD (standard – basic version) 35 5.9.2 HD Fully equipped electric version with 2-pole socket 36 5.9.3 HD Fully equipped electric version with 7-pole socket 37 5.10 Toogle switch 3rd Control circuit 38 5.11 Hydraulic parallel guidance of the implements 39 5.11.1 Advantages of hydraulic parallel motion ( HS = Hydraulical Selfleveling ) 39 5.11.2 Operation 40 5.11.3 Function 42 5.12 Control unit for "parallel motion" 43 5.13 Hydraulic diagram HDP 44 5.13.1 HDP (standard – basic version) 44 5.13.2 HDP (full equipped version) 45 5.14 Electrical -

Diesel and Fuel-Oil Engines
HdiiUiiat uuioTAt* VI i nPicrence moK not to do AUG 2 ^ : , CuKCH JlUili lilO L, iDi slil CS102E-42 Jf' Engines, Diese! and fuei-oil (export classifications) U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 Effective Date for New Production from October 30, 1942 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1942 For sale by the Superintendent of Documents, Washington, D. C. Price 10 cents . U. S. Department of Commerce National Bureau of Standard? PROMULGATION of COMMERCIAL STANDARD CS102E-42 for DIESEL AND FUEL-OIL ENGINES (Export Classifications) On January 30, 1942, at the instance of the Diesel Engine Manu- facturers’ Association, a conference of representative manufacturers adopted a recommended commercial standard for Diesel and fuel -oil engines (export classifications). Those concerned have since accepted and approved the standard as shown herein for promulgation by the U. S. Department of Commerce, through the National Bureau of Standards. The standard is effective for new production from October 30, 1942. Promulgation recommended I. J. Fairchild, Chieff Division of Trade Standards, Promulgated. Lyman J. Briggs, Director^ National Bureau of Standards, Promulgation approved. Jesse H. Jones, Secretary of Commerce. II DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 PARTS Page 1. Nomenclature and definitions.. ' 1 2. Slow- and medium-speed stationary Diesel engines 7 3. Slow- and medium-speed marine Diesel engines 13 4. Small, medium- and high-speed stationary, marine, and portable Diesel engines 19 5. -

Steam As a General Purpose Technology: a Growth Accounting Perspective
Working Paper No. 75/03 Steam as a General Purpose Technology: A Growth Accounting Perspective Nicholas Crafts © Nicholas Crafts Department of Economic History London School of Economics May 2003 Department of Economic History London School of Economics Houghton Street London, WC2A 2AE Tel: +44 (0)20 7955 6399 Fax: +44 (0)20 7955 7730 1. Introduction* In recent years there has been an upsurge of interest among growth economists in General Purpose Technologies (GPTs). A GPT can be defined as "a technology that initially has much scope for improvement and evntually comes to be widely used, to have many uses, and to have many Hicksian and technological complementarities" (Lipsey et al., 1998a, p. 43). Electricity, steam and information and communications technologies (ICT) are generally regarded as being among the most important examples. An interesting aspect of the occasional arrival of new GPTs that dominate macroeconomic outcomes is that they imply that the growth process may be subject to episodes of sharp acceleration and deceleration. The initial impact of a GPT on overall productivity growth is typically minimal and the realization of its eventual potential may take several decades such that the largest growth effects are quite long- delayed, as with electricity in the early twentieth century (David, 1991). Subsequently, as the scope of the technology is finally exhausted, its impact on growth will fade away. If, at that point, a new GPT is yet to be discovered or only in its infancy, a growth slowdown might be observed. A good example of this is taken by the GPT literature to be the hiatus between steam and electricity in the later nineteenth century (Lipsey et al., 1998b), echoing the famous hypothesis first advanced by Phelps-Brown and Handfield-Jones, 1952) to explain the climacteric in British economic growth. -

Steam and You! How Steam Engines Helped the United States to Expand Reading
Name____________________________________ Date ____________ Steam and You! How Steam Engines Helped The United States To Expand Reading How Is Steam Used To Help People? (Please fill in any blank spaces as you read) Have you ever observed steam, also known as water vapor? For centuries, people have observed steam and how it moves. Describe steam on the line below. Does it rise or fall?____________________________________________________________ Steam is _______ and it ___________. When lots of steam moves into a pipe, it creates pressure that can be used to move things. Inventors discovered about 300 years ago that they could use steam to power machines. These machines have transformed human life. Steam is used today to help power ships and to spin large turbines that generate electricity for millions of people throughout the world. The steam engine was one of the most important inventions of the Industrial Revolution that occurred about from about 1760 to 1840. The Industrial Revolution was a time when machine technology rapidly changed society. Steam engines were used to power train locomotives, steamboats, machines in factories, equipment in mines, and even automobiles before other kinds of engines were invented. Boiling water in a tea kettle produces A steamboat uses a steam engine to steam. Steam can power a steam engine. turn a paddlewheel to move the boat. A steam locomotive was powered when A steam turbine is a large metal cylinder coal or wood was burned inside it to boil with large fan blades that can spin when water to make steam. The steam steam flows through its blades. -

Steam Engine Use and Development
STEAM ENGINE USE AND DEVELOPMENT A diagram of Cameron's aero-steam engine, from an 1876 dictionary The first industrial applications of the vacuum engines were in the pumping of water from deep mineshafts. The Newcomen steam engine [[12]] operated by admitting steam to the operating chamber, closing the valve, and then admitting a spray of cold water. The water vapor condenses to a much smaller volume of water, creating a vacuum in the chamber. Atmospheric pressure, operating on the opposite side of a piston, pushes the piston to the bottom of the chamber. In mineshaft pumps, the piston was connected to an operating rod that descended the shaft to a pump chamber. The oscillations of the operating rod are transferred to a pump piston that moves the water, through check valves, to the top of the shaft. The first significant improvement, 60 years later, was creation of a separate condensing chamber with a valve between the operating chamber and the condensing chamber. This improvement was invented on Glasgow Green, Scotland by James Watt[[13]] and subsequently developed by him in Birmingham, England, to produce the Watt steam engine [[14]] with greatly increased efficiency. The next improvement was the replacement of manually operated valves with valves operated by the engine itself. In 1802 William Symington built the "first practical steamboat", and in 1807 Robert Fulton used the Watt steam engine to power the first commercially successful steamboat. Such early vacuum, or condensing, engines are severely limited in their efficiency but are relatively safe since the steam is at very low pressure and structural failure of the engine will be by inward collapse rather than an outward explosion. -

Absolute Auction Complete Liquidation by Order of Trustee
ABSOLUTE AUCTION COMPLETE LIQUIDATION BY ORDER OF TRUSTEE `04 BERCO RTM225A-BS WEDNESDAY, DECEMBER 5, 2012 9:00 AM Altoona-Beasley Altoona, Pennsylvania Manufacturing, Inc. 1440 COWPATH RD. • HATFIELD, PA 19440 `00 BERCO 225A-40 `03 SERDI 100HD `04 FORD F-550XL SUPER DUTY 215/361-9099 • Fax: 215/361-9212 www.hunyady.com PRE-SORTED FIRST CLASS MAIL US POSTAGE PAID HAVERTOWN, PA PERMIT #45 ABSOLUTE AUCTION Altoona-Beasley Manufacturing, Inc. Notice: Pursuant to U.S. Bankruptcy Court Case #10-71091 and by Order of Trustee all equipment assets formerly owned and operated by Altoona-Beasley Manufacturing, Inc. shall be liquidated. All items must sell to the highest bidder without minimums, reserves, or buyer’s premiums! Location: The auction will be held at the Altoona-Beasley facility at 210 East Plank Road, Altoona, Pennsylvania 16602 Dismantlement and Loadout: Certain machines will be required to be dismantled and loaded out by a qualified rigger for safety purposes. Loadout fees will be added to the purchaser’s invoice. One rigger will be selected and must be used. No other contractors will be permitted. Individual fees will be published in the sale day catalog. Items not requiring professional rigging will be loaded by the auction company at no charge! Sale Site Directions: FROM INTERSTATE 99 SOUTH BOUND: Exit #32 (Frankstown Road) End of ramp at traffic light turn left onto Frankstown Road. Proceed to second traffic light and turn left onto Plank Road. Sale site will be on immediate right. FROM INTERSTATE 99 NORTH BOUND: Exit #32 (Frankstown Road) End of ramp at traffic light turn right onto Frankstown Road. -

THESIS WASTE HEAT RECOVERY from a HIGH TEMPERATURE DIESEL ENGINE Submitted by Jonas E. Adler Department of Mechanical Engineerin
THESIS WASTE HEAT RECOVERY FROM A HIGH TEMPERATURE DIESEL ENGINE Submitted by Jonas E. Adler Department of Mechanical Engineering In partial fulfillment of the requirements For the Degree of Master of Science Colorado State University Fort Collins, Colorado Fall 2017 Master’s Committee: Advisor: Todd M. Bandhauer Daniel B. Olsen Sybil E. Sharvelle Copyright by Jonas E. Adler 2017 All Rights Reserved ABSTRACT WASTE HEAT RECOVERY FROM A HIGH TEMPERATURE DIESEL ENGINE Government-mandated improvements in fuel economy and emissions from internal combustion engines (ICEs) are driving innovation in engine efficiency. Though incremental efficiency gains have been achieved, most combustion engines are still only 30-40% efficient at best, with most of the remaining fuel energy being rejected to the environment as waste heat through engine coolant and exhaust gases. Attempts have been made to harness this waste heat and use it to drive a Rankine cycle and produce additional work to improve efficiency. Research on waste heat recovery (WHR) demonstrates that it is possible to improve overall efficiency by converting wasted heat into usable work, but relative gains in overall efficiency are typically minimal (~5-8%) and often do not justify the cost and space requirements of a WHR system. The primary limitation of the current state-of-the-art in WHR is the low temperature of the engine coolant (~90°C), which minimizes the WHR from a heat source that represents between 20% and 30% of the fuel energy. The current research proposes increasing the engine coolant temperature to improve the utilization of coolant waste heat as one possible path to achieving greater WHR system effectiveness.