Steam Consumption of Pumping Machinery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

No. 350,446. Patented .Oct. 5, 1886
(No Model.) 3 Sheets-Sheet 1. J. RICHARDS. ‘ ' COMPOUND STEAM ENGINE. No. 350,446. Patented .Oct. 5, 1886. : ' gvweml'o'c I (No Model.) 3 Sheets-Sheet 2. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. Patented 00's. 5, 1886.> I _ _._.|_ 6" ______I___l l _ _ _ _ __ |t____ ___ T ____|"f __—__ ' l |_ _ _ _ _ _ _ _ _'_ _ _ _ _ _ _ __ wand-50% ' gvwami'oz -' @Qf’d _ 33913 ' GMMW6%4 (No Model.) 3 Sheets-Sheet 3. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. - ' Patented Oct. 5, 1886. 2774/l/ _ L 1 M F37. a. / WA TE/i’ q/Vtlmeooao WM (5. MW N. PETERS. Pholo-Lilhngmphw. Wnshmglnh. Dv C. NI-TED STATES PATENT OFFICE. ’ JOHN RICHARDS, OF SAN FRANCISCO, ‘CALIFORNIA. COMPOUND STEAM-ENGINE. SPECIFICATION forming part of Letters Patent No. 350,446, dated October 5, 1886, ' Application ?led May 13, 1866. Serial No. 202,042. (No model.) To all whom. it may concern: right angles to the sectionslof Fig. 2, and trans Be it known that I, J OHN RICHARDS, a citi verse to the axial line of the shaft, and Fig. 4 zen of the United States, residing at San Fran is a partial top plan view. 55 cisco, in the county of San Francisco and State Like letters of reference designate like parts of California, have invented certain new and throughout the several views. useful Improvements in Compound Steam-.En A represents the main frame or hollow col gines; and I do declare the following to be a umn, which supports thereon the cylinder B, ' full, clear, and exact description of theinven and which is itself supported upon the base 0, tion, such as will enable others skilled in the ‘ said base serving also as a condenser, as will IO art to which it appertains to make and use be hereinafter explained. -

The Diffusion of Newcomen Engines, 1706-73: a Reassessment*
1 The Diffusion of Newcomen Engines, 1706-73: A Reassessment* By Harry Kitsikopoulos Abstract The present paper attempts to quantify the diffusion of Newcomen engines in the British economy prior to the commercial application of the first Watt engine. It begins by pointing out omissions and discrepancies between the original Kanefsky database and the secondary literature leading to a number of revisions of the former. The diffusion path is subsequently drawn in terms of adopted horsepower and adjusted for the proportion of the latter being in use throughout the period. This methodology differs from previous studies which quantify diffusion based on the number of steam engines and do not take into account those falling out of use. The results are presented in terms of aggregate, sectoral, and regional patterns of diffusion. Finally, following a long held methodology of the literature on technological diffusion, the paper weighs the number of engines installed by the end of the period in relation to the potential range of adopters. In the end, this method generates a less celebratory assessment regarding the pace of diffusion of Newcomen engines. *The author wishes to thank Alessandro Nuvolari for providing access to the Kanefsky database. Two summer fellowships from the NEH/Folger Institute and Dibner Library (Smithsonian), whose staff was exceptionally helpful (especially Bill Baxter and Ron Brashear), allowed me to draw heavily material from the collection of rare books of the latter. Two graduate students, Lawrence Costa and Michel Dilmanian, proved to be superb research assistants by handling the revisions made by the author to the database, coming up with the graphs, and running the tests involved in the third appendix of the paper as well as writing it. -

Triple-Expansion Steam Engine
WaterWords News from the Waterworks Museum - Hereford Winter 2015/16 120th Anniversary of the triple-expansion engine The Museum was delighted to receive as its guests of honour Sir Colin and Lady Shepherd on the occasion of the 120th anniversary of our gentle giant. Sir Colin made an incredibly support- ive and inspiring speech, followed by unveiling a commemorative engraved plaque as a permanent reminder of the historic day. The triple-expansion steam engine had been officially opened and set in motion in 1895 and by happy chance the anniver- sary was celebrated on the exact same day, 25th October. In an echo of the origi- nal event, Sir Colin ordered the engine to start and, thanks to detailed work a few minutes prior by Museum volunteer engi- neers, it did exactly as commanded! We were equally pleased to have present for this special occasion Candia Compton, representing the Southall Trust, accompa- nied by her husband Chris. Full report p4. Sir Colin and Lady Shepherd greeted by Museum Chairman Noel Meeke Grant awarded by the Record visitors Half-term fun day West Midlands Museum Only once in recent years, 2013, Development Group has the number of visitors to the Museum exceeded 5000. That year The Waterworks Museum will be the the figure reached 5079. national centre for the bicentenary celebrations marking the first patent The Trustees are pleased to report that awarded for a hot-air engine. In 1816 visitor numbers for 2015 have exceed- ed 5400, an increase over last year of the Rev Robert Stirling, a clergyman 13 per cent. -
Building a Small Horizontal Steam Engine
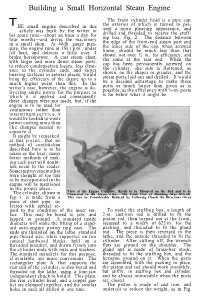
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

200 Hp Sentinel Steam Locomotive
200 H.P. SENTINEL STEAM LOCOMOTIVE INSTRUCTION MANUAL Preface In the following pages are set forth a considerable amount of information on the technique of driving and maintaining your Sentinel Locomotive to the best advantage. If the instructions and advice given in this book are carefully followed your Sentinel Locomotive will not fail to give good and faithful service and will no doubt earn the affection of its operators and all those concerned with it, as all good machines should. The object of this book is to help all those connected with the locomotive to give it the best possible treatment so that the locomotive may also give its best in return. In order to give operators full advantage of new developments in the locomotive itself or in repair technique or modifications, we propose to send out Service Bulletins from time to time so that everyone may be fully informed of developments. You are cordially invited to write to us if you experience any difficulties in following any of the instructions given in this book or if you require any additional information on subjects not covered. On receipt of your queries we will fully reply to your questions and if it is of general topical interest we will send out a Service Bulletin on the subject raised. By this method we hope to form a fraternity of Sentinel operators. We have kept the size of this book to reasonable proportions so that it can be carried readily in the pocket. In order to achieve this we have not reproduced detailed drawings for each section as this would increase the size of the book considerably. -

Steam and You! How Steam Engines Helped the United States to Expand Reading
Name____________________________________ Date ____________ Steam and You! How Steam Engines Helped The United States To Expand Reading How Is Steam Used To Help People? (Please fill in any blank spaces as you read) Have you ever observed steam, also known as water vapor? For centuries, people have observed steam and how it moves. Describe steam on the line below. Does it rise or fall?____________________________________________________________ Steam is _______ and it ___________. When lots of steam moves into a pipe, it creates pressure that can be used to move things. Inventors discovered about 300 years ago that they could use steam to power machines. These machines have transformed human life. Steam is used today to help power ships and to spin large turbines that generate electricity for millions of people throughout the world. The steam engine was one of the most important inventions of the Industrial Revolution that occurred about from about 1760 to 1840. The Industrial Revolution was a time when machine technology rapidly changed society. Steam engines were used to power train locomotives, steamboats, machines in factories, equipment in mines, and even automobiles before other kinds of engines were invented. Boiling water in a tea kettle produces A steamboat uses a steam engine to steam. Steam can power a steam engine. turn a paddlewheel to move the boat. A steam locomotive was powered when A steam turbine is a large metal cylinder coal or wood was burned inside it to boil with large fan blades that can spin when water to make steam. The steam steam flows through its blades. -

The Newcomen Memorial Engine
THE NEWCOMEN MEMORIAL ENGINE INTERNATIONAL HISTORIC THE AMERICAN SOCIETY OF MECHANICAL ENGINEERING MECHANICAL ENGINEERS LANDMARK THE NEWCOMEN SOCIETY DARTMOUTH, DEVON, ENGLAND THE INSTITUTION OF 17/9/1981 MECHANICAL ENGINEERS owards the end of the 17th century the need experimented with in attempts to produce useful for better and cheaper means of removing power, no practical pumping engine was devised until T water from coal and other mines in various partial success was achieved by Thomas Savery’s ‘The areas of Great Britain became pressing. These mines, Miner's Friend’ (patented in 1698). working earlier from the outcrops, had over the years been taken ever deeper and the principal coalmining This machine had no heavy moving parts, using areas of Staffordshire, Warwickshire and Tyneside first a vacuum to ‘suck’ water into a container, and were particularly troubled. Many of the mines had then steam pressure to force the water to a height, been drowned out and abandoned; existing pumps needing only simple valves to control the action. simply could not cope with the water. Suited to but modest lifts, the device was a most impractical arrangement for raising water from Although steam and its effects had been much depths, and so failed its stated purpose. Trunnions. Beam. Arch Head. Little Arch. Chain. Water supply to top of piston. Cylinder. Pump Rod. Piston. Water Jet. Pump Rod. Eduction Injection Pipe. Water Valve. Steam Pipe. Steam Valve. Snifting Boiler. Valve. Injection Water Pump. The principal features of the Newcomen engine in section. Steam is generated at atmospheric pressure in the boiler and fills the cylinder during the upward stroke of the piston. -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -

Wärtsilä Marine Services Catalogue Highlighted Services
Wärtsilä Marine Services Catalogue Highlighted services PAGE 68 WÄRTSILÄ PARTS SERVICES We supply original parts (OEM) for multi brands. Check the possibility to order Wärtsilä parts directly via the online portal. Find the correct spare part with price and availability information fast. You can also browse order history and track and trace your deliveries. Request a free log-in. CLASSIC ENGINE BRANDS QUANTIPARTS SEALS AND BEARINGS WÄRTSILÄ LIPS JMT WATER AND WASTE WÄRTSILÄ BRIDGE NAVIGATION, COMMUNICATION AND ENTERTAINMENT WÄRTSILÄ FUNA entertainment 2-STROKE ENGINE BRANDS 4-STROKE ENGINE BRANDS NOHAB 2 Highlighted services PAGE 90 WÄRTSILÄ ONLINE SERVICES With Wärtsilä Online Services you can manage your installation and equipment efficiently by accessing information whenever, wherever. Technical documents Field services Easy access to reliable Follow your field service up-to-date product and information, orders and solution information related reports. Stay updated on on your installations. work progress. Webshop / commerce Real-time data and Illustrated catalogues insights enable you to find the Easily monitor status correct spare part with and performance of price and availability contracts, products and information fast. You can services connected to your also browse order history installations. Smart insights and track and trace your and reports enable you deliveries. both to improve efficiency and optimise maintenance. Lifecycle support Customer and technical support, warranties, claims management and your full history data – all -

THESIS WASTE HEAT RECOVERY from a HIGH TEMPERATURE DIESEL ENGINE Submitted by Jonas E. Adler Department of Mechanical Engineerin
THESIS WASTE HEAT RECOVERY FROM A HIGH TEMPERATURE DIESEL ENGINE Submitted by Jonas E. Adler Department of Mechanical Engineering In partial fulfillment of the requirements For the Degree of Master of Science Colorado State University Fort Collins, Colorado Fall 2017 Master’s Committee: Advisor: Todd M. Bandhauer Daniel B. Olsen Sybil E. Sharvelle Copyright by Jonas E. Adler 2017 All Rights Reserved ABSTRACT WASTE HEAT RECOVERY FROM A HIGH TEMPERATURE DIESEL ENGINE Government-mandated improvements in fuel economy and emissions from internal combustion engines (ICEs) are driving innovation in engine efficiency. Though incremental efficiency gains have been achieved, most combustion engines are still only 30-40% efficient at best, with most of the remaining fuel energy being rejected to the environment as waste heat through engine coolant and exhaust gases. Attempts have been made to harness this waste heat and use it to drive a Rankine cycle and produce additional work to improve efficiency. Research on waste heat recovery (WHR) demonstrates that it is possible to improve overall efficiency by converting wasted heat into usable work, but relative gains in overall efficiency are typically minimal (~5-8%) and often do not justify the cost and space requirements of a WHR system. The primary limitation of the current state-of-the-art in WHR is the low temperature of the engine coolant (~90°C), which minimizes the WHR from a heat source that represents between 20% and 30% of the fuel energy. The current research proposes increasing the engine coolant temperature to improve the utilization of coolant waste heat as one possible path to achieving greater WHR system effectiveness. -

The President Pump and Its' Cornish Engine House
The PresidentPhoto Pump – Upper and Saucon Its’Township Cornish Record EngineCollection House Mark Connar SIA Annual Conference – Richmond Virginia June 2, 2018 “ The Elevator Speech” • The existing President Engine House and the area surrounding the structure is a 19th century mining industry time capsule. • Protection, preservation, interpretation and recognition of this engine house and its surroundings is of vital importance because: Ø It is the only structure and physical setting remaining of the earliest industrial age enterprise in the Lehigh Valley; Ø The engine house is part of, arguably, the largest single cylinder stationary steam engine ever built anywhere in the world; Ø The engine house is a unique structure which is the only surviving example in the United States. King Arthur’s Castle in Saucon Valley Photos – Connar Collection Made in America – “Largest Stationary Engine in the World” Photos– newspapers.com/SMU Central University Library digital collection (top right)/philadelphiaencycolopedia.org (bottom left) John West and the Perkiomen Copper Mines Photos – Connar Collection/Historical Society of Montgomery County/newspapers.com The West Family of Cambourne Photos – courtesy of John Manley “The President” - General Grant Pump Photo – Ulysses S. Grant, 17th President of the United States, Library of Congress, LC-USZ62-13018DLC The President – View from Mine Pit (West Edge) Photo – Connar, Source Unknown The President – View from Mine Pit (Northwest Edge) Photo – Miller, Lead and Zinc Ores in Pennsylvania Typical Engine House Sectional Photo – Nance, Engine Houses of West Cornwall The President’s Floor Plan Drawing – courtesy of Damian Nance The President Diagram – Scientific American Supplement 1 – August 5, 1876 The President “It is the triumph of the rotative system as applied to a mine pump. -

141210 the Rise of Steam Power
The rise of steam power The following notes have been written at the request of the Institution of Mechanical Engineers, Transport Division, Glasgow by Philip M Hosken for the use of its members. The content is copyright and no part should be copied in any media or incorporated into any publication without the written permission of the author. The contents are based on research contained in The Oblivion of Trevithick by the author. Section A is a very brief summary of the rise of steam power, something that would be a mighty tome if the full story of the ideas, disappointments, successes and myths were to be recounted. Section B is a brief summary of Trevithick’s contribution to the development of steam power, how he demonstrated it and how a replica of his 1801 road locomotive was built. Those who study early steam should bear in mind that much of the ‘history’ that has come down to us is based upon the dreams of people seen as sorcerers in their time and bears little reality to what was actually achieved. Very few of the engines depicted in drawings actually existed and only one or two made any significant contribution to the harnessing of steam power. It should also be appreciated that many drawings are retro-respective and close examination shows that they would not work. Many of those who sought to utilise the elusive power liberated when water became steam had little idea of the laws of thermodynamics or what they were doing. It was known that steam could be very dangerous but as it was invisible, only existed above the boiling point of water and was not described in the Holy Bible its existence and the activities of those who sought to contain and use it were seen as the work of the Devil.