200 Hp Sentinel Steam Locomotive
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Ickenham and District Society of Model Engineers Spring 2014 Number 101 Spring 2014
101 Ickenham and District Society of Model Engineers Spring 2014 Number 101 Spring 2014 101 Contents: 1 Cover Story 10 Point Replacement 3 Chairman's Chat at Ruislip 5 Ashpan Notebook 18 Paget Revisited 6 The London Model 25 Toasters and Toast Engineering Exhibition 2014 Ickenham & District Society of Model Engineers was founded on 8th October 1948. Ickenham and District Society of Model Engineers,a company limited by guarantee, was incorporated on 10th September 1999. Registered in England No: 3839364. Website: WWW.IDSME.CO.UK IDSME Members Message Board: http://idsme001.proboards.com Hon. Secretary and Registered Office: David Sexton, 25 Copthall Road East, Ickenham, Uxbridge, Middlesex, UB10 8SD. Ashpan is produced for members of Ickenham and District Society of Model Engineers by Patrick Rollin, 84 Lawrence Drive, Ickenham, Uxbridge, Middlesex, UB10 8RW Email: [email protected] Ashpan Number 101 Cover Story The cover picture this month shows our recently completed post box, located by the entrance gate. Peter Fitch and Peter Pardington are seen here (right) putting the finishing touches to it on Tuesday 25th March. To the left of the post box can be seen the new style of fence which it is hoped will eventually go all round the turntable. Much other work has also been going on over the winter months. In the workshop the big lathe has been converted back to run on a three phase supply. It originally ran on three-phase, but was converted to single phase when we first acquired it. Now that we have installed a three phase converter to supply other machinery in the workshop, the opportunity was taken to convert the lathe back again. -
Building a Small Horizontal Steam Engine
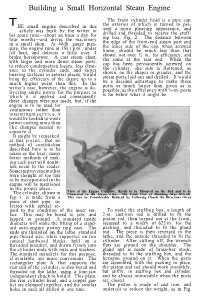
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

PACIFIC’ Coupling Rods Fitted to Tornado at Darlington Locomotive Works
60163 Tornado 60163 Tornado 60163 Tornado THE A1 STEAM LOCOMOTIVE TRUST Registered Office, All Enquiries: Darlington Locomotive Works, Hopetown Lane, Darlington DL3 6RQ Hotline Answerphone: 01325 4 60163 E-mail: [email protected] Internet address: www.a1steam.com PRESS INFORMATION – PRESS INFORMATION - PRESS INFORMATION PR04/04 Monday 4 October 2004 MAJOR STEP FORWARD AS NEW STEAM LOCOMOTIVE BECOMES A ‘PACIFIC’ Coupling rods fitted to Tornado at Darlington Locomotive Works The A1 Steam Locomotive Trust, the registered charity that is building the first new mainline steam locomotive in Britain for over 40 years, today announced that No. 60163 Tornado is now a Pacific following the fitting of all four coupling rods to its six 6ft8in driving wheels (the name Pacific refers to the 4-6-2 wheel arrangement under the Whyte Notation of steam locomotive wheel arrangements) which now rotate freely together for the first time. Each of the four 7ft 6in rods weighs around two hundredweight and after forging, extensive machining and heat treatment, the four cost around £22,000 to manufacture. These rods are vital components within the £150,000 valve gear and motion assemblies, which are now the focus of work on Tornado at the Trust’s Darlington Locomotive Works. The Trust has also started work on the fitting of the rest of the outside motion. The bushes for the connecting rods are currently being machined at Ian Howitt Ltd, Wakefield and one side of the locomotive has now been fitted with a mock-up of parts of its valve gear. This is to enable accurate measurements to be taken to set the length of the eccentric rod as the traditional method of heating the rod to stretch/shrink it used when the original Peppercorn A1s were built in 1948/9 is no longer recommended as it can affect the rod’s metallurgical properties. -

Effective 10/21/2016
Association of American Railroads SAFETY AND OPERATIONS MANUAL OF STANDARDS AND RECOMMENDED PRACTICES SECTION A, PART I TABLES OF CONTENT Compiled under the direction of the Committees responsible for the subjects shown herein. EFFECTIVE 10/21/2016 Published by The Association of American Railroads 425 Third Street, SW., Washington, D.C. 20024 © Copyright Association of American Railroads Printed in U.S.A. EFFECTIVE 10/21/2016 EFFECTIVE Copyright © 2016 by the Association of American Railroads (AAR) Safety and Operations 425 Third Street SW Suite 1000 Washington, DC 20024 All rights reserved, including the right to reproduce this book in any form. It is the AAR’s intention that this publication be used to promote the objectives of the AAR and its members for the safe, efficient, and uniform interchange of rail equipment in North America. To this end, only excerpts of a rule or specification may be reproduced by the purchaser for their own use in promoting this objective. No portion of this publication may be displayed or otherwise made available to multiple users through any electronic distribution media including but not limited to a local area network or the Internet. No portion may be sold or used for advertisement or gain by any entity other than the AAR and its authorized distributor(s) without written permission from the AAR. AAR Manual of Standards and Recommended Practices Tables of Content ORDERING INFORMATION Copies of the various sections of this manual can be obtained as follows: ORDERS FOR Publications Department PUBLICATIONS Transportation Technology Center, Inc. P.O. Box 11130 55500 DOT Road Pueblo, CO 81001 Email: [email protected] Phone: Toll-free 877-999-8824, Direct 719-584-0538 Fax: 719-584-7157 TTCI Web page: http://www.aar.com Online ordering: http://www.aarpublications.com/ CIRCULAR Subscriptions to Circular Letters of the AAR Safety and Operations’ Technical Services are available in LETTER hardcopy or electronic format (online access via AAR’s Web page at http://aarcirculars.aar.org. -
Bewhuwcii U*& Osilt
BEWHUWCIi U*& OSiLt REPORT NO. FRA/0R&D-76/275.I % „ LOCOMOTIVE CAB DESIGN DEVELOPMENT Volume I: Analysis of Locomotive Cab Environment & Development of Cab Design Alternatives Jl J. Robinson D. Piccione G. Lamers Boeing Vertol Company P.O. Box 16858 Philadelphia PA 19142 ^A .ususa&j S'A1H O* OCTOBER 1976 INTERIM REPORT DOCUMENT IS AVAILABLE TO THE U.S. PUBLIC THROUGH THE NATIONAL TECHNICAL INFORMATION SERVICE. SPRiNOFIELO, VIRGINIA 22161 Prepared for U.S. DEPARTMENT OF TRANSPORTATION FEDERAL RAILROAD ADMINISTRATION J Office of Research and Development Washington DC 20590 A NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Govern ment assumes no liability for its contents or use thereof. 'C NOTICE The United States Government does not endorse pro ducts or manufacturers. Trade or manufacturers' names appear herein solely because they are con sidered essential to the object of this report. Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient** Cafolog No. FRA/ORSD-76/275.I 4. Title and Subtitle S. Report Dole LOCOMOTIVE CAB DESIGN DEVELOPMENT October 1976 Volume I: Analysis of Locomotive Cab 6. Performing Orgonnotien Code Environment § Development of Cab Design Alternatives 8. Performing Orgonisotton Report No. Author's) Robinson, D. Piccione, G. Lamers DOT-TSC-FRA-76-22,I 9. Performing Orgcniiotion Nome and Address 10. Work Unit No. (TRAIS) Boeing Vertol Company* RR628T/R7341 11. Contract or Grant No. P.O. Box 16858 Philadelphia PA 19142 DOT-TSC-913-1 13. Type of Report ond Period Covered 12. -

Sentinel™ Hot Water Models Se-70 Through Se-245 Gas-Fired Cast-Iron Boilers for Natural and L.P
SENTINEL™ HOT WATER MODELS SE-70 THROUGH SE-245 GAS-FIRED CAST-IRON BOILERS FOR NATURAL AND L.P. PROPANE GASES INSTALLATION AND OPERATING INSTRUCTIONS CONTENTS. PAGE IMPORTANT Dimensions . 2,3 READ ALL OF THE FOLLOWING Installation Requirements WARNINGS AND STATEMENTS Boiler Location . 3 BEFORE READING THE Boiler Foundation . 3 INSTALLATION INSTRUCTIONS Chimney Requirements . 4 Minimum Clearance . 4 WARNING Draft Hood . 4 LIQUEFIED PETROLEUM (L.P.) Vent Piping . 4 PROPANE GAS-FIRED BOILERS Vent Damper Installation. 5,6 Installation location ONLY as permitted in paragraph enti- Gas Piping . 6 tled "LIQUEFIED PETROLEUM (L.P.) PROPANE GAS- Electrical Controls and Wiring . 7 FIRED BOILER LOCATION" on page 4 of this instruction Boiler Room Air Supply and Ventilation . 7 book. Water Piping at Boiler . 7 The above warning does not apply to NATURAL gas- Operating Instructions fired boilers. Filling and Venting Water Systems . 7,8 Initial Start, Safety and Lighting Instructions . 8,9 The installation must conform to the requirements of the authority having jurisdiction or, in the absence of such Burner Adjustment, Checking Gas Input . 9,10 requirements, to the National Fuel Gas Code, ANSI Care and Maintenance Z223.1-latest edition. The installation must also conform General Maintenance. 10 to the additional requirements in this Slant/Fin Instruction Water Level Check . 11 Book. Annual Inspection and Cleaning . 11 Safety Check for Control Systems . 11 In addition, where required by the authority having jurisdic- tion, the installation must conform to American Society of Protection from Freezing/Water Treatment. 11 Mechanical Engineers Safety Code for Controls and Safety Keeping Area Clear . 11 Devices for Automatically Fired Boilers, No. -

SENTINEL™ High Efficiency, Cast-Iron Gas Boiler
SENTINEL™ High efficiency, cast-iron gas boiler RELIABLE, ECONOMICAL HOME HEATING. SENTINEL™ High efficiency, cast-iron gas boiler The smarter choice for informed homeowners. Enjoy home heating comfort with the extra confidence that an advanced design Sentinel boiler pro- vides. The Sentinel boiler combines the reliability of natural draft and cast-iron construction with the high efficiency performance provided by the Slant/Fin S-Series heat exchanger. A new Sentinel boiler can save 30% or more on fuel bills compared to a typical old boiler operating at 60% efficiency. Reliable natural draft design When the Sentinel boiler is operating, combus- tion air enters the boiler and exhaust is expelled up the chimney by natural draft. No mechanical combustion aids are required for the boiler to attain its high efficiency. Nor does it require the copper fin tubes, water bypass valves or con- densing technologies utilized by some other high-efficiency boilers. With fewer components, there’s less chance of losing your heat because of part failure. High performance heating The Sentinel boiler’s S-Series heat exchanger has for years been a “workhorse” of the heating industry, in boilers chosen by heating contrac- tors for performance and reliability. It’s made of quality cast-iron and assembled with durable metal push nipples. Specially shaped thermal pins promote efficient heat transfer. The boiler heats quickly, sending warmth to radiators throughout your home within moments of your thermostat’s call for heat. The Sentinel boiler is so reliable it comes with a lifetime limited warranty. Intermittent ignition or standing pilot models Enjoy the easy installation and reliable operation that natural draft design provides, plus high efficiency too. -

Types and Characteristics of Locomotives Dr. Ahmed A. Khalil Steam Locomotives - Operating Principle
Types and Characteristics of Locomotives Dr. Ahmed A. Khalil Steam Locomotives - Operating Principle: The wheel is connected to the rod by a crank. The rod is connected to the piston rod of the steam cylinder., thereby converting the reciprocating motion of the piston rod generated by steam power into wheel rotation. - Main Parts of a steam locomotive: 1. Tender — Container holding both water for the boiler and combustible fuel such as wood, coal or oil for the fire box. 2. Cab — Compartment from which the engineer and fireman can control the engine and tend the firebox. 3. Whistle — Steam powered whistle, located on top of the boiler and used as a signalling and warning device. 4. Reach rod — Rod linking the reversing actuator in the cab (often a 'johnson bar') to the valve gear. 5. Safety valve — Pressure relief valve to stop the boiler exceeding the operating limit. 6. Generator — Steam powered electric generator to power pumps, head lights etc, on later locomotives. 7. Sand box/Sand dome — Holds sand that can be deposited on the rails to improve traction, especially in wet or icy conditions. 8. Throttle Lever — Controls the opening of the regulator/throttle valve thereby controlling the supply of steam to the cylinders. 9. Steam dome — Collects the steam at the top of the boiler so that it can be fed to the engine via the regulator/throttle valve. 10. Air pump — Provides air pressure for operating the brakes (train air brake system). 11. Smoke box — Collects the hot gas that have passed from the firebox and through the boiler tubes. -

Summary and Generalization of the Conrail Electrification Study Results for Application to Other Railroads
/ ) 6 Contract No. DOT-TSC-1686 SUMMARY AND GENERALIZATION OF THE CONRAIL ELECTRIFICATION STUDY RESULTS FOR APPLICATION TO OTHER RAILROADS Edward G. Schwarm Arthur D. Little, Inc. Acorn Park Cambridge, MA 02140 MARCH, 1980 FINAL REPORT Prepared for U.S. DEPARTMENT OF TRANSPORTATION TRANSPORTATION SYSTEMS CENTER Kendall Square Cambridge, MA 02142 Technical Report Documentation Page 1. Report No. 3. Recipient's Catalog No. .4 . Title, and Subti tle 5. Report Date March 27, 1980 Summary and Generalization of the Conrail Electrifi cation Study Results for Application to Other Rail 6e Performing Organization Coda roads DTS-742 8. Performing Organization Report No. 7. Author'*) * Edward G. Schwarm 83054 9, Performing Orgoniration Nomo and Address 10. Work Unit No. (TRAIS) R-933/RR-932 Arthur D. Little, Inc.“ Acorn Park 11. Contract or Grant No. Cambridge, MA 02140 DOT-TSC-1686 13. Type of Report and Period Covered 12. Sponsoring Agency Nome and Address Final Report, April 1979 U.S. Department of Transportation to March 1980 .Federal Railroad.Administration Office of Research and Development T4« Sponsoring Agency Code Washington, D.C. 20590 RRD-22 15. Supplementary Notes * Report prepared under contract to: Transportation Systems Center, U.S. Department of Transportation, Kendall Square, Cambridge, MA 02142 16. Abstract The recent railroad electrification feasibility study of the Conrail line segment from Harrisburg to Pittsburgh is reviewed in this report. Approach to design and operational strategy are discussed. A summary of costs and units for various investment and cost items is presented, escalated into 1980 dollars. Of particular interest to the reader are the comments regarding the more general application of the methodology and cost figures to subsequent railroad electri fication studies. -

U DYE WB Yeadon London & North Eastern 1847-1997 Railway Collection
Hull History Centre: W.B. Yeadon London & North Eastern Railway collection U DYE W.B. Yeadon London & North Eastern 1847-1997 Railway collection Historical background: Willie Brayshaw Yeadon was born in Yeadon in the West Riding of Yorkshire on 28 June 1907. After his schooldays, he trained to become a mechanical engineer, and started work with Bradford Dyers, but was unfortunately made redundant in 1930 following the onset of terrible trading conditions. In 1931 he joined JH Fenner Ltd in Hull ('makers of improved beltings'), eventually becoming Sales Manager and then Marketing Manager, until his official retirement in 1972. He died at the age of 89 on 16 January 1997 in Hull Royal Infirmary after a short illness. By then he had become probably the country's leading authority on the London & North Eastern Railway and its locomotives. Indeed, Eric Fry, honorary editor of 'Locomotives of the LNER', writing in the 'Railway Observer' in March 1997, described him as possibly 'the foremost locomotive historian of all time'. Willie Yeadon's earliest railway interest had been the London & North Western Railway, with visits and family holidays to Shap summit and Tebay. On his removal to Hull, however, the London & North Eastern Railway became his main preoccupation, and he was particularly inspired by the development and progress of Sir Nigel Gresley's Pacific class locomotives during the 1930s. He began to collect railway photographs in 1933, and continued his interest after railway nationalisation in 1948. The British Railways modernisation programme undertaken from the mid - 1950s prompted him to investigate and record the history of every LNER locomotive. -

Steam Consumption of Pumping Machinery
Steam Consumption of Pumping Machinery HENRY EZRA KEENEY THESIS FOR THE DEGREE OF BACHELOR OF SCIENCE IN MECHANICAL ENGINEERING IN THE COLLEGE OF ENGINEERING OF THE UNIVERSITY OF ILLINOIS PRESENTED JUNE, 19Q0 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY ____________ ______ Henry.Ezra.Keeney........_... entitled..s.ta.ara.C.an8mp.i.io.n.....Q.£ ...Bumping.. Machinery. IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE DEGREE o f ....Bachelor.of.Science.in.Mechanical...Engineering.* h e a d o f d e p a r t m e n t o f ........Mechanical.Engineering, ' INTRODUCTION. Those who have not considered the subject of water distribu tion* may not believe that pumping machinery stands at the head of the various branches of Engineering. As to the truth of this state ment, we 'nave only to consider that coal could not be obtained with out the pumping engine; our water supply for boilers and our city water supply would be difficult of management if it were not for the pump. ”’ater is found in every mine, to a greater or less extent, and the first applications of steam were for pumping the water out of these mines. HISTORY AND DEVELOPMENT. Many forms of puraps were used for obtaining water, but not until the 17th century was steara used for pumping water. So man ifest was the economy of steam pumps over those driven by horses, (which were previously used to a great extent) even at the begin ning, that they were introduced as rapidly as they could be fur nished with the limited supply of tools at the command of the en gine and boiler builders of that day. -

WDG4D (4500 HP) Locomotive
qKf, {rwm - riililq \ A \ 24512W (PBX) td RlFFFL4de : wgtiqr srtrotq Sq qrfi TiTsq 2450115 (DlD) AN ISO 9{m1 il€FftF - 7260tr CBRTIFIED *mgZfax : 91-0b22-245ggt6 Government of India-Ministry of Railways Research ORGANI$ATION qci Desigrrs & Standards Organisation sflr+c Lucknow -226011 No.SD.Genl.3 Date.1 '1 .01 .2016 \rrrs.qfld.s Chief Motive Power Enginee/Diesel, 1. Central Railway, CST, Mumbai - 400 001(MH) _2. Eastern Railway, Fairlie Place, Calcutta -700 001 (W.8.) 3 Northern Railway, Baroda House, New Delhi -110 001 4. N.E.RaiMay, Gorakhpur-273 001 (UP) 5. N.F.RaiMay, Maligaon, Guwahati -781 011 (Asam) 6. Southern Railway, Park Town, Chennai -600003 (TN) 7. S.C.Railway, Rail Nilayam, Secunderabad -500 371 (AP) B. S.E.Railway, Garden Reach, Calcutta -700 043 (W. B) 9. Western Railway, Church gate, Mumbai -440 020 (MH) 10. North Western Railway, Jaipur-302006 (Rajsthan) 11. East Central Railway, Hajipur-844101 (Bihar) '12. East Coast Railway, Bhubaneshwar -751017(Odisha) '13. North Central RaiMay, Allahabad-21 1001 (UP) 14. West Central Railway, Jabalpur - 482001 (MP) 15. South Western Railway, Hubli - 580023 (Karnataka) 16. South East Central Railway, Bilaspur - 495004 (Chhatishgarh) ftTq' Diagram book of WDG4D (4500 HP) locomotive. Newly prepared diagram book for WDG4D (4500 HP) Dual cab locomotive for freight service is issued as details given below: Diagram Book of WDG4D (4500 HP) Dual cab AC - AC traction locomotive report no. MP.MISC - 312 (Rev 0,00) January' 2016. \ \ DA : As above s\. $qrg qq.R) (Sudhansu Panwar) f,+irTo q"+E- /qffi eTfu Director Standards/Motive Power fi wniuo /qral arfu for Director General/Motive Power GOVERNMENT OF INDIA MINISTRY OF RAILWAYS lTl{f, lr*DI{ - tf, qTTf,q @S1+soo)$n-d dq\m-Tfr odrT ffi etffid{ gRro.r DTAGRAM BOOK OF WDG4D (DUAL CAB) (4500 Hp) AC - AC TRACTION LOCOMOTIVE RqlC q.gqfr.ffi.