Develop and Characterization of Transparent Glass Matrix Composites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Design and Discovery of New Piezoelectric Materials Using Density Functional Theory
DESIGN AND DISCOVERY OF NEW PIEZOELECTRIC MATERIALS USING DENSITY FUNCTIONAL THEORY by Sukriti Manna © Copyright by Sukriti Manna, 2018 All Rights Reserved A thesis submitted to the Faculty and the Board of Trustees of the Colorado School of Mines in partial fulfillment of the requirements for the degree of Doctor of Philosophy (Mechanical Engineering). Golden, Colorado Date Signed: Sukriti Manna Signed: Dr. Cristian V. Ciobanu Thesis Advisor Signed: Dr. Vladan Stevanovi´c Thesis Advisor Golden, Colorado Date Signed: Dr. John Berger Professor and Head Department of Mechanical Engineering ii ABSTRACT Piezoelectric materials find applications in microelectromechanical systems (MEMS), such as surface acoustic wave (SAW) resonators, radio frequency (RF) filters, resonators, and energy harvesters. Using density functional theory calculations, the present study illus- trates the influence of alloying and co-alloying with different nitrides on piezoelectric and mechanical properties of an existing piezoelectric material such as aluminum nitride (AlN). Besides improving the performance of existing piezoelectric material, a high-throughput screening method is used to discover new piezoelectric materials. AlN has several beneficial properties such as high temperature stability, low dielectric permittivity, high hardness, large stiffness constant, high sound velocity, and complementary metal-oxide-semiconductor (CMOS) compatibility. This makes it widely accepted material in RF and resonant devices. However, it remains a challenge to enhance the piezoelectric modulus of AlN. The first part of this thesis establishes that the piezoelectric modulus of AlN could be improved by alloying with rocksalt transition metal nitrides such as scandium nitride (ScN), yttrium nitride (YN), and chromium nitride (CrN). As the content of the rocksalt end member in the alloy increases, the accompanying structural frustration enables a greater piezoelectric response. -

Metastable Scaln and Yaln Thin Films Grown by Reactive Magnetron Sputter Epitaxy
Linköping Studies in Science and Technology Dissertation No. 1566 Metastable ScAlN and YAlN Thin Films Grown by Reactive Magnetron Sputter Epitaxy Agnė Žukauskaitė Thin Film Physics Division Department of Physics, Chemistry, and Biologylogy (IFM)(IFM) Linköping University, Sweden 2014 The cover image The image on the cover is based on an elemental energy dispersive x-ray spectroscopy map of Sc0.2Al0.8N deposited at 400°C obtained in a transmission electron microscope. Each individual square represents an area of ~1x1 nm. Here, scandium was assigned the green color, and aluminum is mapped using purple. No tendencies to cluster into Sc-rich or Al-rich regions can be seen, indicating a solid solution. A special Thank You for recording this data goes to Dr. Justinas Pališaitis! © Agnė Žukauskaitė ISBN: 978-91-7519-434-9 ISSN: 0345-7524 Printed by LiU-Tryck Linköping, Sweden, 2014 Abstract Metastable ScxAl1-xN and YxAl1-xN thin films were deposited in an ultra high vacuum system using reactive magnetron sputter epitaxy from elemental Al, Sc, and Y targets in Ar/N2 gas mixture. Their structural, electrical, optical, mechanical, and piezoelectrical properties were investigated by using the transmission electron microscopy, x-ray diffraction, spectroscopic ellipsometry, I-V and C-V measurements, nanoindentation, and two different techniques for piezoelectric characterization: piezoresponse force microscopy and double beam interferometry. Compared to AlN, improved electromechanical coupling and increase in piezoelectric response was found in ScxAl1-xN/TiN/Al2O3 structures with Sc content up to x=0.2. Decreasing the growth temperature down to 400 °C improved the microstructure and crystalline quality of the material. -

Microstructure and Piezoelectric Response of Yxal1âˆ'xn Thin Films
Acta Materialia 100 (2015) 81–89 Contents lists available at ScienceDirect Acta Materialia journal homepage: www.elsevier.com/locate/actamat Microstructure and piezoelectric response of YxAl1ÀxN thin films ⇑ P.M. Mayrhofer a, , H. Riedl b, H. Euchner b, M. Stöger-Pollach c, P.H. Mayrhofer b, A. Bittner a, U. Schmid a a Institute of Sensor and Actuator Systems, TU Wien, Floragasse 7, 1040 Vienna, Austria b Institute of Materials Science and Technology, TU Wien, Getreidemarkt 9, 1060 Vienna, Austria c University Service Center for Transmission Electron Microscopy (USTEM), TU Wien, Wiedner Hauptstrasse 8-10/052, 1040 Vienna, Austria article info abstract Article history: Transition metal doping of aluminium nitride (AlN) type thin films was recently employed to increase the Received 6 July 2015 piezoelectric constants for application in micro electromechanical systems. YxAl1ÀxN thin films were Revised 7 August 2015 synthesized with varying x up to 11.6% by reactive co-sputtering from elemental Al and Y targets. Ab initio Accepted 11 August 2015 density functional theory studies up to x = 50% yttrium in YxAl1ÀxN suggest increasing piezoelectric constants d33 and d31 with increasing yttrium content. Experimental measurements of d33 yield increasing values for increasing yttrium content though, remaining below the prediction from ab initio Keywords: calculations. Detailed X-ray diffraction and transmission electron microscopy studies prove that, Yttrium aluminum nitride although the thin films are highly c-axis oriented, their nucleation at the Si (100) substrates leads to Piezoelectric the formation of an amorphous interface region with increasing Y. d33 PFM Ó 2015 Acta Materialia Inc. Published by Elsevier Ltd. -

First Principles Study on the Formation of Yttrium Nitride in Cubic and Hexagonal Phases
Manuscript including Title Page & Abstract First Principles Study on the Formation of Yttrium Nitride in Cubic and Hexagonal Phases G. Soto, M.G. Moreno-Armenta and A. Reyes-Serrato Centro de Ciencias de la Materia Condensada, Universidad Nacional Autónoma de México, Apartado Postal 356, Ensenada, Baja California. CP 22800, México. Abstract We have studied the formation of yttrium nitride in which the Y-atoms were arranged in two common close-packed stacking: The AB-stacking (hcp-symmetry) is the ground state of metallic yttrium; while the ABC-stacking (fcc-symmetry) is the ground state of yttrium nitride. Given the different symmetries between YN and Y, there must be a phase transition (hcp → fcc) as N is incorporated in the Y-lattice. By means of first principles calculations we have made a systematical investigation where N was gradually incorporated in octahedral interstices in AB and ABC stacking of Y. We report the heat of formation, bulk modulus, lattice parameter and electronic structure of the resultant nitrides. We found that both metal arrangements are physically achievable. Furthermore, for low nitrogen incorporation the two phases may coexist. However for high nitrogen concentration the cubic phases are favored by a 30 kJ mol-1 margi n. These results are important since fcc-YN is semiconducting and could be utilized as active layer in electronic devices. PACS: 71.15.Nc; 71.20.-b; 71.20.Be; 71.20.Lp; 71.20.Nr; 72.80.Ga Keywords: Yttrium nitride; Interstitial alloys; Transition metal nitrides; Ab initio; DFT; LAPW 1 Introduction The Transition (T) Metal (M) Nitrides (N) are valuable for several technological applications. -

LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, E.G. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE {(Roofi
CPC - C04B - 2021.08 C04B LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE {(roofing granules E04D 7/005)}; CERAMICS (devitrified glass-ceramics C03C 10/00); REFRACTORIES; TREATMENT OF NATURAL STONE Definition statement This place covers: Chemical aspects of the processing of lime, magnesia or dolomite and of molten slag. Compositional aspects of: • inorganic binders, such as hydraulic cements ; • mortars, concrete and artificial stone, e.g. the choice of fillers or active ingredients therefore; • shaped ceramic products, e.g. clay-wares, refractories , non-oxides. Physico-chemical aspects of methods for obtaining mortars, concrete, artificial stones or ceramics , e.g. for delaying the setting time of mortar compositions. Treatment including defibrillating of materials such as fillers , agglomerated or waste materials, or refuse to enhance their filling properties in mortars, concrete or artificial stone. Porous mortars, concrete, artificial stone or ceramic ware, and the preparation thereof. Methods and apparatus for: • burning or slaking lime; • obtaining mineral binders, e.g. Portland cement or hemihydrate plaster; • the expansion of mineral fillers , such as clay, perlite or vermiculite. After- treatment of artificial stones, mortars, concrete and ceramics , e.g. coating or impregnation of green concrete after primary shaping. Non-mechanical treatment of natural stone. Processing powders of inorganic compounds in preparation to the manufacturing of ceramic products . 1 C04B (continued) CPC - C04B - 2021.08 Definition statement The joining of burned ceramics with other articles by heating. References Limiting references This place does not cover: Granulating apparatus B01J 2/00 Mechanical features relating to the working of mortars, concrete, stone, B28 clay-wares or ceramics , e.g. -

Solid State Metathesis Preparations of Hard Refractory Ceramics
S o u p S t a t e M e t a t h e s is P reparations OF H a r d R e f r a c t o r y C e r a m i c s A thesis presented by: Artur Marek Nartowski BSc in partial fulfilment for the award of Ph. D. U n iv e r s it y C o l l e g e Lo n d o n D e p t , o f C h e m is t r y ProQuest Number: 10014877 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest. ProQuest 10014877 Published by ProQuest LLC(2016). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States Code. Microform Edition © ProQuest LLC. ProQuest LLC 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106-1346 Acknowledgements This work was supported by EPSRC and was completed under very helpfiil and encouraging supervision of Dr. I. P. Parkin. Grateful acknowledgement is due to members of staff, especially Dr. C. Carmalt, Prof. A. J. Craven, Dr. M. MacKenzie and the departmental microanalyst. I am also indebted to my fellow students, in particular, L. -

GROWTH of NITRIDE FILMS Yongfeng Lu University of Nebraska - Lincoln, [email protected]
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Faculty Publications from the Department of Electrical & Computer Engineering, Department of Electrical and Computer Engineering 2019 GROWTH OF NITRIDE FILMS Yongfeng Lu University of Nebraska - Lincoln, [email protected] Hossein Rabiee Golgir Lincoln, NE Yunshen Zhou Lincoln, NE Follow this and additional works at: https://digitalcommons.unl.edu/electricalengineeringfacpub Part of the Computer Engineering Commons, and the Electrical and Computer Engineering Commons Lu, Yongfeng; Golgir, Hossein Rabiee; and Zhou, Yunshen, "GROWTH OF NITRIDE FILMS" (2019). Faculty Publications from the Department of Electrical and Computer Engineering. 496. https://digitalcommons.unl.edu/electricalengineeringfacpub/496 This Article is brought to you for free and open access by the Electrical & Computer Engineering, Department of at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Faculty Publications from the Department of Electrical and Computer Engineering by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. US010233544B2 (12 ) United States Patent ( 10 ) Patent No. : US 10 ,233 ,544 B2 Lu et al. (45 ) Date of Patent : Mar . 19 , 2019 ( 54 ) GROWTH OF NITRIDE FILMS HOIL 21/ 02378 ( 2013 .01 ) ; HOIL 21 /02381 ( 2013 . 01 ) ; HOIL 21 /02422 (2013 .01 ) (71 ) Applicant : Board of Regents of the University of (58 ) Field of Classification Search Nebraska , Lincoln , NE (US ) CPC . .. .. C23C 16 /34 ; C23C 16 / 303 ; C22C 11 /06 ; C22C 13 / 00 ; HOIL 21 /0254 ; HOLL (72 ) Inventors : Yongfeng Lu , Lincoln , NE (US ); 21/ 0262 ; HO1L 21/ 0242 ; HO1L 21 /02425 ; Hossein Rabiee Golgir , Lincoln , NE HO1L 21 /02422 ; HO1L 21 /02381 ; HOLL ( US ) ; Yunshen Zhou , Lincoln , NE 21/ 02378 ; H01L 29/ 2003 (US ) USPC . -

Phosphor Materials
Phosphor Materials ADVANCED CHEMICALS Materion Advanced Chemicals employs a diverse group of chemists, metallurgists and material technologists to develop and manufacture inorganic chemicals and large area coating materials for applications including solar panels, LED products, architectural and Y Phosphor Materials Materion Advanced Chemicals continues to develop and improve Key Manufacturing Capabilities for Phosphor Materials inorganic compounds used in the manufacture of today’s LED Reactive gas processing phosphor formulations. These specialty inorganic compounds Air and moisture sensitive material manufacturing and provide the material solution in reaching new levels of luminous processing output in LED products. Reactive material handling and packaging Customized manufacturing – synthesis, processing and analysis Materion Advanced Chemicals excels at providing laboratory samples with the ability to scale the process to production Materion has the ability to produce challenging air and moisture quantities. sensitive materials. We can provide the particle size, purity, and packaging to meet the most stringent material requirements. Our expertise in working with reactive materials in an air and moisture free environment results in the exceptional quality found in our Alkali Earth and Rare Earth Nitrides and Hydrides. Material Options Include: Alkali Earth Hydrides and Nitrides Barium Hydride (BaH2) Barium Nitride (Ba3N2) Calcium Hydride (CaH2) Calcium Nitride (Ca3N2) Markets/Applications Strontium Hydride (SrH2) Materion -

To High-Temperature Solar Selective Absorber Materials CP02.2000 6
July 2002 • NREL/TP-520-31267 Review of Mid- to High- Temperature Solar Selective Absorber Materials C.E. Kennedy National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 NREL is a U.S. Department of Energy Laboratory Operated by Midwest Research Institute • Battelle • Bechtel Contract No. DE-AC36-99-GO10337 July 2002 • NREL/TP-520-31267 Review of Mid- to High- Temperature Solar Selective Absorber Materials C.E. Kennedy Prepared under Task No. CP02.2000 National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 NREL is a U.S. Department of Energy Laboratory Operated by Midwest Research Institute • Battelle • Bechtel Contract No. DE-AC36-99-GO10337 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. Available electronically at http://www.osti.gov/bridge Available for a processing fee to U.S. Department of Energy and its contractors, in paper, from: U.S. -

Nitrido-, Oxonitrido-, and Oxonitridocarbidosilicates for Solid
Dissertation zur Erlangung des Doktorgrades der Fakultät für Chemie und Pharmazie der Ludwig-Maximilians-Universität München Nitrido-, Oxonitrido-, and Oxonitridocarbidosilicates for Solid-State Lighting by a Multiple Cation and Anion Approach Christian Andreas Maak aus Bad Aibling, Deutschland 2019 Erklärung Diese Dissertation wurde im Sinne von § 7 der Promotionsordnung vom 28. November 2011 von Herrn Prof. Dr. Wolfgang Schnick betreut. Eidesstattliche Versicherung Diese Dissertation wurde eigenständig und ohne unerlaubte Hilfe erarbeitet. München, den 20.05.2019 ....................................... (Christian Andreas Maak) Dissertation eingereicht am 02.04.2019 1. Gutachter Prof. Dr. Wolfgang Schnick 2. Gutachter Prof. Dr. Oliver Oeckler Mündliche Prüfung am 17.05.2019 Danksagung Ganz besonderer Dank gilt Herrn Prof. Dr. Wolfgang Schnick für die Möglichkeit, meine Dissertation über dieses sehr spannende Thema in seinem Arbeitskreis anfertigen zu können. Die hervorragenden Arbeitsbedingungen und die Freiheiten bei der Themengestaltung und Umsetzung neuer Ideen waren perfekte Voraussetzungen für den Erfolg meiner Promotion. Auch für die zahlreichen konstruktiven Gespräche und positiven Anregungen, die Möglichkeit meine Ergebnisse in wissenschaftlichen Fachzeitschriften zu publizieren, sowie zahlreiche Tagungen besuchen zu können, möchte ich mich herzlich bedanken. Insbesondere der Besuch des Phosphor Global Summit in Kalifornien zusammen mit dem LED-Team war für meine weitere Promotion sehr inspirierend. Ich möchte mich ganz herzlich bei Herrn Prof. Dr. Oliver Oeckler für die Übernahme des Koreferats meiner Dissertation sowie die große Hilfe bei diversen kristallographischen Fragestellungen von der Bachelorarbeit bis zur Promotion bedanken. Weiterhin bedanke ich mich für die große Unterstützung durch TEM und Synchrotronmessungen sowie die sehr gute Zusammenarbeit bei allen gemeinsamen Projekten. Herrn Prof. Dr. Hubert Huppertz, Herrn Prof. -

Electronic Structure of Rock Salt Alloys of Rare Earth and Group III Nitrides
materials Article Electronic Structure of Rock Salt Alloys of Rare Earth and Group III Nitrides Maciej J. Winiarski Institute of Low Temperature and Structure Research, Polish Academy of Sciences, Okólna 2, 50-422 Wrocław, Poland; [email protected] Received: 8 October 2020; Accepted: 4 November 2020; Published: 6 November 2020 Abstract: Lattice parameters and electronic properties of RE1−x AxN alloys, where RE = Sc, Y, Lu and A = Al, Ga, and In, have been derived from first principles. The materials are expected to exhibit a linear decrease in cubic lattice parameters and a tendency to a linear increase in band gaps as a function of composition. These effects are connected with a strong mismatch between ionic radii of the RE and group III elements, which leads to chemical pressure in the mixed RE and group III nitrides. The electronic structures of such systems are complex, i.e., some contributions of the d- and p-type states, coming from RE and A ions, respectively, are present in their valence band regions. The findings discussed in this work may encourage further experimental efforts of band gap engineering in RE-based nitrides via doping with group III elements. Keywords: nitride semiconductors; band gap; calculations 1. Introduction G−X Rare earth (RE) nitrides (ScN, YN, and LuN) are semiconductors with indirect band gaps (Eg ) in a range from 0.9 to 1.3 eV [1–6]. Their ground state phase is the rock salt structure in contrast to the zinc-blende phase, which is generally adopted by III-V semiconductors and wurtzite structure characteristic for group III nitrides [7]. -
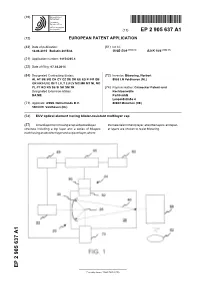
EUV Optical Element Having Blister-Resistant Multilayer Cap
(19) TZZ Z¥_T (11) EP 2 905 637 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 12.08.2015 Bulletin 2015/33 G02B 5/08 (2006.01) G21K 1/06 (2006.01) (21) Application number: 14154265.4 (22) Date of filing: 07.02.2014 (84) Designated Contracting States: (72) Inventor: Böwering, Norbert AL AT BE BG CH CY CZ DE DK EE ES FI FR GB 5503 LN Veldhoven (NL) GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR (74) Representative: Grünecker Patent- und Designated Extension States: Rechtsanwälte BA ME PartG mbB Leopoldstraße 4 (71) Applicant: ASML Netherlands B.V. 80802 München (DE) 5504 DR Veldhoven (NL) (54) EUV optical element having blister-resistant multilayer cap (57) A multilayer mirror having a cap with a multilayer the materials for the top layer, absorber layers, and spac- structure including a top layer and a series of bilayers er layers are chosen to resist blistering. each having an absorber layer and a spacer layer, where EP 2 905 637 A1 Printed by Jouve, 75001 PARIS (FR) 1 EP 2 905 637 A1 2 Description vacuum chamber with the plasma to collect and redirect the EUV radiation. The environment within the chamber FIELD is inimical to the optical element and so limits its useful lifetime, for example, by degrading its reflectivity. An op- [0001] The present disclosure relates to optical ele- 5 tical element within the environment may be exposed to ments designed to operate in environments in which they high energy ions or particles of target material.