Lga 775 10.8
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
PCA-6189 Full-Sized PCI/ISA-Bus Socket 479 Pentium® M/ Celeron® M Processor-Based CPU Card User's Manual
PCA-6189 Full-sized PCI/ISA-bus socket 479 Pentium® M/ Celeron® M processor-based CPU card User’s Manual Copyright Notice This document is copyrighted, 2005, by Advantech Co., Ltd. All rights are reserved. Advantech Co., Ltd. reserves the right to make improve- ments to the products described in this manual at any time without notice. No part of this manual may be reproduced, copied, translated or transmit- ted in any form or by any means without the prior written permission of Advantech Co., Ltd. Information provided in this manual is intended to be accurate and reliable. However, Advantech Co., Ltd. assumes no responsibility for its use, nor for any infringements upon the rights of third parties which may result from its use. Acknowledgements •AWARD is a trademark of Phoenix Technologies Ltd. •IBM and PC are trademarks of International Business Machines Corpo- ration. •Intel®, Pentium® M / Celeron® M are trademarks of Intel Corporation. •WinBond is a trademark of Winbond Corporation. All other product names or trademarks are the properties of their respec- tive owners. Part No. 2002618900 4th Edition Printed in Taiwan March 2005 PCA-6189 User’s Manual ii 1.0.1 A Message to the Customer Advantech customer services Each and every Advantech product is built to the most exacting specifica- tions to ensure reliable performance in the harsh and demanding conditions typical of industrial environments. Whether your new Advantech equipment is destined for the laboratory or the factory floor, you can be assured that your product will provide the reliability and ease of operation for which the name Advantech has come to be known. -
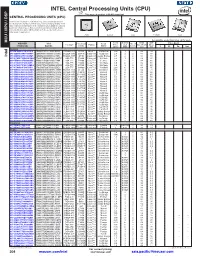
INTEL Central Processing Units (CPU) This Page of Product Is Rohs Compliant
INTEL Central Processing Units (CPU) This page of product is RoHS compliant. CENTRAL PROCESSING UNITS (CPU) Intel Processor families include the most powerful and flexible Central Processing Units (CPUs) available today. Utilizing industry leading 22nm device fabrication techniques, Intel continues to pack greater processing power into smaller spaces than ever before, providing desktop, mobile, and embedded products with maximum performance per watt across a wide range of applications. Atom Celeron Core Pentium Xeon For quantities greater than listed, call for quote. MCU \ MPU / DSP MPU / MCU \ MOUSER Intel Core Cache Data TDP Price Each Package Processor Family Code Freq. Size No. of Bus Width (Max) STOCK NO. Part No. Series Name (GHz) (MB) Cores (bit) (W) 1 25 50 100 Desktop 607-DF8064101211300Y DF8064101211300S R0VY FCBGA-559 D2550 Atom™ Cedarview 1.86 1 2 64 10 607-CM8063701444901S CM8063701444901S R10K FCLGA-1155 G1610 Celeron® Ivy Bridge 2.6 2 2 64 55 Intel 607-CM8062301046804S CM8062301046804S R05J FCLGA-1155 G540 Celeron® Sandy Bridge 2.5 2 2 64 65 607-AT80571RG0641MLS AT80571RG0641MLS LGTZ LGA-775 E3400 Celeron® Wolfdale 2.6 1 2 64 65 607-HH80557PG0332MS HH80557PG0332MS LA99 LGA-775 E4300 Core™ 2 Conroe 1.8 2 2 64 65 607-AT80570PJ0806MS AT80570PJ0806MS LB9J LGA-775 E8400 Core™ 2 Wolfdale 3.0 6 2 64 65 607-AT80571PH0723MLS AT80571PH0723MLS LGW3 LGA-775 E7400 Core™ 2 Wolfdale 2.8 3 2 64 65 607-AT80580PJ0676MS AT80580PJ0676MS LB6B LGA-775 Q9400 Core™ 2 Yorkfield 2.66 6 4 64 95 607-CM80616003060AES CM80616003060AES LBTD FCLGA-1156 -
System Management BIOS (SMBIOS) Reference 6 Specification
1 2 Document Number: DSP0134 3 Date: 2011-01-26 4 Version: 2.7.1 5 System Management BIOS (SMBIOS) Reference 6 Specification 7 Document Type: Specification 8 Document Status: DMTF Standard 9 Document Language: en-US 10 System Management BIOS (SMBIOS) Reference Specification DSP0134 11 Copyright Notice 12 Copyright © 2000, 2002, 2004–2011 Distributed Management Task Force, Inc. (DMTF). All rights 13 reserved. 14 DMTF is a not-for-profit association of industry members dedicated to promoting enterprise and systems 15 management and interoperability. Members and non-members may reproduce DMTF specifications and 16 documents, provided that correct attribution is given. As DMTF specifications may be revised from time to 17 time, the particular version and release date should always be noted. 18 Implementation of certain elements of this standard or proposed standard may be subject to third party 19 patent rights, including provisional patent rights (herein "patent rights"). DMTF makes no representations 20 to users of the standard as to the existence of such rights, and is not responsible to recognize, disclose, 21 or identify any or all such third party patent right, owners or claimants, nor for any incomplete or 22 inaccurate identification or disclosure of such rights, owners or claimants. DMTF shall have no liability to 23 any party, in any manner or circumstance, under any legal theory whatsoever, for failure to recognize, 24 disclose, or identify any such third party patent rights, or for such party’s reliance on the standard or 25 incorporation -
SAMPLE CHAPTER 1 Chapter Personal Computer 1 System Components the FOLLOWING COMPTIA A+ ESSENTIALS EXAM OBJECTIVES ARE COVERED in THIS CHAPTER
SAMPLE CHAPTER 1 Chapter Personal Computer 1 System Components THE FOLLOWING COMPTIA A+ ESSENTIALS EXAM OBJECTIVES ARE COVERED IN THIS CHAPTER: Ûß1.2 Explain motherboard components, types and features Nß Form Factor Nß ATX / BTX, Nß micro ATX Nß NLX Nß I/O interfaces Material Nß Sound Nß Video Nß USB 1.1 and 2.0 Nß Serial Nß IEEE 1394 / FireWire Nß Parallel Nß NIC Nß Modem Nß PS/2 Nß Memory slots Nß RIMM Nß DIMM Nß SODIMM CopyrightedNß SIMM Nß Processor sockets Nß Bus architecture 86498book.indb 1 7/22/09 5:37:17 AM Nß Bus slots Nß PCI Nß AGP Nß PCIe Nß AMR Nß CNR Nß PCMCIA Chipsets Nß BIOS / CMOS / Firmware Nß POST Nß CMOS battery Nß Riser card / daughterboard Nß [Additional subobjectives covered in chapter 2] Ûß1.4 Explain the purpose and characteristics of CPUs and their features Nß Identify CPU types Nß AMD Nß Intel Nß Hyper threading Nß Multi core Nß Dual core Nß Triple core Nß Quad core Nß Onchip cache Nß L1 Nß L2 Nß Speed (real vs. actual) Nß 32 bit vs. 64 bit Ûß1.5 Explain cooling methods and devices Nß Heat sinks Nß CPU and case fans 86498book.indb 2 7/22/09 5:37:18 AM Nß Liquid cooling systems Nß Thermal compound Ûß1.6 Compare and contrast memory types, characteristics and their purpose Nß Types Nß DRAM Nß SRAM Nß SDRAM Nß DDR / DDR2 / DDR3 Nß RAMBUS Nß Parity vs. Non-parity Nß ECC vs. non-ECC Nß Single sided vs. double sided Nß Single channel vs. -
Intel(R) Pentium(R) 4 Processor on 90 Nm Process Datasheet
Intel® Pentium® 4 Processor on 90 nm Process Datasheet 2.80 GHz – 3.40 GHz Frequencies Supporting Hyper-Threading Technology1 for All Frequencies with 800 MHz Front Side Bus February 2005 Document Number: 300561-003 INFORMATION IN THIS DOCUMENT IS PROVIDED IN CONNECTION WITH INTEL® PRODUCTS. NO LICENSE, EXPRESS OR IMPLIED, BY ESTOPPEL OR OTHERWISE, TO ANY INTELLECTUAL PROPERTY RIGHTS IS GRANTED BY THIS DOCUMENT. EXCEPT AS PROVIDED IN INTEL'S TERMS AND CONDITIONS OF SALE FOR SUCH PRODUCTS, INTEL ASSUMES NO LIABILITY WHATSOEVER, AND INTEL DISCLAIMS ANY EXPRESS OR IMPLIED WARRANTY, RELATING TO SALE AND/OR USE OF INTEL PRODUCTS INCLUDING LIABILITY OR WARRANTIES RELATING TO FITNESS FOR A PARTICULAR PURPOSE, MERCHANTABILITY, OR INFRINGEMENT OF ANY PATENT, COPYRIGHT OR OTHER INTELLECTUAL PROPERTY RIGHT. Intel products are not intended for use in medical, life saving, or life sustaining applications. Intel may make changes to specifications and product descriptions at any time, without notice. Designers must not rely on the absence or characteristics of any features or instructions marked “reserved” or “undefined.” Intel reserves these for future definition and shall have no responsibility whatsoever for conflicts or incompatibilities arising from future changes to them. The Intel® Pentium® 4 processor on 90 nm process may contain design defects or errors known as errata which may cause the product to deviate from published specifications. Current characterized errata are available on request. Contact your local Intel sales office or your distributor to obtain the latest specifications and before placing your product order. 1Hyper-Threading Technology requires a computer system with an Intel® Pentium® 4 processor supporting HT Technology and a Hyper-Threading Technology enabled chipset, BIOS and operating system. -
Multiprocessing Contents
Multiprocessing Contents 1 Multiprocessing 1 1.1 Pre-history .............................................. 1 1.2 Key topics ............................................... 1 1.2.1 Processor symmetry ...................................... 1 1.2.2 Instruction and data streams ................................. 1 1.2.3 Processor coupling ...................................... 2 1.2.4 Multiprocessor Communication Architecture ......................... 2 1.3 Flynn’s taxonomy ........................................... 2 1.3.1 SISD multiprocessing ..................................... 2 1.3.2 SIMD multiprocessing .................................... 2 1.3.3 MISD multiprocessing .................................... 3 1.3.4 MIMD multiprocessing .................................... 3 1.4 See also ................................................ 3 1.5 References ............................................... 3 2 Computer multitasking 5 2.1 Multiprogramming .......................................... 5 2.2 Cooperative multitasking ....................................... 6 2.3 Preemptive multitasking ....................................... 6 2.4 Real time ............................................... 7 2.5 Multithreading ............................................ 7 2.6 Memory protection .......................................... 7 2.7 Memory swapping .......................................... 7 2.8 Programming ............................................. 7 2.9 See also ................................................ 8 2.10 References ............................................. -

Features PCA-6189 Socket 479 Pentium® M/Celeron® M Processor
Socket 479 Pentium® M/Celeron® M Processor Card with 64-bit PCI-X/VGA/Dual PCA-6189 Gigabit LAN (400 MHz FSB) NEW Features . Intel® 855GME chipset 400 MHz FSB . Supports two DIMMs DDR 200/266/333 SDRAM . Supports up to two devices with software Serial ATA RAID 0,1 . Onboard Adaptec AIC-7899 dual channel Ultra 160 SCSI up to 160 MB/s . Onboard integrated VGA controller, supports dual display . LVDS and DVI panel support . 64-bit/66 MHz PCI-X . Supports 10/100/1000Base-T Ethernet . Optional fanless solution with on-board Ultra Low Voltage Celeron-M processor at 1.0 GHz Specifications Intel ULV Celeron® M CPU Intel Pentium® M Intel Celeron® M (on board) 1.5 GHz and above Max. Speed 2.1 GHz and above (400 FSB) 1.0 GHz (400FSB) Processor System (400 FSB) L2 Cache 1024/2048 KB 512/1024 KB 512 KB Chipset Intel 855GME + 6300ESB BIOS Award 4 Mbit FWH Front Side Bus 400 MHz Bus PCI 64-bit/33/66 MHz PCI, 66 MHz PCI-X ISA HISA (ISA high drive), no DMA support Technology One Channel DDR 200/266/333 MHz with ECC support Memory Max. Capacity 2 GB Socket 184-pin DIMM x 2 Controller Chipset integrated VGA controller VRAM Dynamically shared system memory, 8~64 MB Graphic 1 VGA port, 2048x1536, up to 75 Hz Video Output 1 LVDS connector, dual channel from 25 MHz t o 112 MHz 1 DVI connector, 2048x1536 at 75 Hz Interface 10/100Base-T; 10/100/1000Base-T (optional) LAN 1: Intel 82551QM (FE); Intel 82541GI (GbE) Ethernet Controller LAN 2: Intel 82541GI (GbE) Connector RJ-45 x 2 Interface Ultra 160 Controller Adaptec AIC-7899 SCSI Max. -

Features PCA-6188 Socket 478 Pentium® 4/Celeron® D
Socket 478 Pentium® 4/Celeron® D/ Celeron Processor Card with 64-bit PCI-X/VGA/Dual PCA-6188 GbE LAN Features . Supports up to 2 Serial ATA devices . Supports Dual Channel DDR 266/333/400 SDRAM . Intel® 875P chipset 400/533/800 MHz FSB . Supports up to two devices with software Serial ATA RAID 0, 1 . Onboard AGP 8X ATi Mobility™ Radeon® 9600 Pro VGA controller, 64 MB DDR SDRAM integrated . Supports dual display, LVDS and DVI . PCI-X 64-bit @ 66 MHz . Supports 10/100/1000Base-T Ethernet . 4 USB 2.0 ports . CMOS automatic backup and restore to prevent accidental data loss of BIOS setup data Specifications CPU Intel Pentium® 4 Intel Celeron® D Intel Celeron 3.06 GHz (533 FSB), 3.4 GHz (800 FSB) Max. Speed 3.06 GHz 2.8 GHz * Vcore 1.75 V CPU (Willamette) not supported Processor System L2 Cache 256 KB/ 512 KB/ 1 MB 256 KB 128/256 KB Chipset Intel 875P + 6300ESB BIOS Award 4 Mbit FWH Front Side Bus 400/533/800 MHz PCI 64-bit/33/66 MHz PCI, 66 MHz PCI-X Bus ISA HISA (ISA high drive), no DMA support Technology Dual Channel DDR 266/333/400 SDRAM with ECC support Memory Max. Capacity 4 GB Socket 184-pin DIMM x 4 Controller ATi Mobility Radeon 9600 Pro (AGP 8X) VRAM 64 MB DDR SDRAM integrated Graphic 1 CRT1, 2048 x 1536, up to 200 Hz vertical rate 1 CRT2, 2048 x 1536, up to 200 Hz vertical rate Video Output 1 LVDS, dual 115MHz interface, 2048 x 1536 @ 60 Hz 1 DVI, 1600 x 1200 @ 60 Hz, 165 MHz Interface 10/100/1000Base-T LAN 1: Intel 82547GI (Gigabit, CSA) Ethernet Controller LAN 2: Intel 82541GI (Gigabit) Connector RJ-45 x 2 Max. -

P4i65g Socket 478 for Intel Pentium 4 / Celeron D (Prescott, Northwood
P4i65G Socket 478 for Intel Pentium 4 / Celeron D (Prescott, Northwood, Willamate) processors Intel 865G Chipset o FSB800/533/400MHz processor, and H-T Technology o Supports Dual Channel DDR400 (DDR x 2 DIMMs) o Untied Overclocking : During Overclocking, FSB enjoys better margin due to fixed AGP/ PCI Buses o 1 x AGP 8X slot o Supports Integrated Intel Extreme Graphics 2 and DirectX 8.0 o Hybrid Booster - Safe Overclocking Technology o 2 ports of SerialATA 1.5Gb/s, 2 ATA100 IDE ports o 5.1 Channel Audio, 10/100 Ethernet LAN o ASRock I/O Plus: 6 ready-to-use USB2.0 ports This model may not be sold worldwide. Please contact your local dealer for the availability of this model in your region. General - Socket 478 for Intel Pentium 4 / Celeron D (Prescott, Northwood, Willamate) processors CPU - FSB 800/533/400MHz - Supports Hyper-Threading Technology - Supports Untied Overclocking Technology - Northbridge: Intel 865G Chipset - Southbridge: Intel ICH5 - Dual Channel DDR memory technology - 2 x DDR DIMM slots Memory - Supports DDR400/333/266 - Max. capacity: 2GB - 4Mb AMI BIOS - AMI Legal BIOS - Supports "Plug and Play" BIOS - ACPI 1.1 Compliance Wake Up Events - Supports jumperfree - SMBIOS 2.3.1 Support Audio, Video and Networking - Integrated Intel Extreme Graphics 2 Graphics - DirectX 8.0 - Max. shared memory 96MB Audio - Cmedia 9761A 5.1 channel audio CODEC - Realtek PCI LAN 8101L LAN - Speed: 10/100 Ethernet - Supports Wake-On-LAN Expansion / Connectivity - 3 x PCI slots Slots - 1 x AGP 8X slot - 1 x AMR slot - 2 x Serial ATA 1.5 Gb/s -

AWS-8129H Backplane and Membrane Keypad
12.1" SVGA LED Backlight LCD Industrial Workstation with 9 Slots, Passive AWS-8129H Backplane and Membrane Keypad NEW Features 3 ISA, 4 PCI, 2 PICMG slot combined backplanes Case dimensions (W x H x D): 482 x 266 x 317 mm (18.98" x 10.5" x 12.5") Power switch and DVD-ROM Front accessible USB port OSD & Membrane Key & Touchpad with two mouse buttons NEMA4/IP65 compliant front panel Optional analog resistive touchscreen (USB Interface) RoHS Compliant Introduction The AWS-8129H is a PC-based industrial workstation with an industrial grade 12.1" color TFT LED Backlight LCD display. The AWS-8129H is specifically designed for use within factories and other harsh industrial environments. This 19" frame can be rack or panel mounted. The AWS-8129H provides 3 ISA, 4 PCI, 2 PICMG slots, which offers great flexibility for application specific requirements. Specifications General LCD Display Button Controls Backlight Life 50,000 hrs Membrane Keypad 1 47 operating keys included 26 alpha characters Display Type 12.1" TFT LED Backlight LCD Membrane Keypad 2 10 function keys Max. Resolution 800 x 600 10 programmable macro function keys Max. Colors 262 K Reset and power on/off LCD Interface SVGA OSD 6 OSD keys (Display On/Off, Brightness up, 2 Brightness down, Menu Select, Exit) Luminance 450 cd/m Touchpad Touchpad with two mouse buttons Viewing Angle (H/V°) 160/140 Certifications CE, FCC, BSMI, CCC and UL compliant Touchscreen (Optional) Connectors Front-accessible 6-pin PS/2 connector w/dust- protection door Interface USB Cooling System -

5 Microprocessors
Color profile: Disabled Composite Default screen BaseTech / Mike Meyers’ CompTIA A+ Guide to Managing and Troubleshooting PCs / Mike Meyers / 380-8 / Chapter 5 5 Microprocessors “MEGAHERTZ: This is a really, really big hertz.” —DAVE BARRY In this chapter, you will learn or all practical purposes, the terms microprocessor and central processing how to Funit (CPU) mean the same thing: it’s that big chip inside your computer ■ Identify the core components of a that many people often describe as the brain of the system. You know that CPU CPU makers name their microprocessors in a fashion similar to the automobile ■ Describe the relationship of CPUs and memory industry: CPU names get a make and a model, such as Intel Core i7 or AMD ■ Explain the varieties of modern Phenom II X4. But what’s happening inside the CPU to make it able to do the CPUs amazing things asked of it every time you step up to the keyboard? ■ Install and upgrade CPUs 124 P:\010Comp\BaseTech\380-8\ch05.vp Friday, December 18, 2009 4:59:24 PM Color profile: Disabled Composite Default screen BaseTech / Mike Meyers’ CompTIA A+ Guide to Managing and Troubleshooting PCs / Mike Meyers / 380-8 / Chapter 5 Historical/Conceptual ■ CPU Core Components Although the computer might seem to act quite intelligently, comparing the CPU to a human brain hugely overstates its capabilities. A CPU functions more like a very powerful calculator than like a brain—but, oh, what a cal- culator! Today’s CPUs add, subtract, multiply, divide, and move billions of numbers per second. -

Lista Sockets.Xlsx
Data de Processadores Socket Número de pinos lançamento compatíveis Socket 0 168 1989 486 DX 486 DX 486 DX2 Socket 1 169 ND 486 SX 486 SX2 486 DX 486 DX2 486 SX Socket 2 238 ND 486 SX2 Pentium Overdrive 486 DX 486 DX2 486 DX4 486 SX Socket 3 237 ND 486 SX2 Pentium Overdrive 5x86 Socket 4 273 março de 1993 Pentium-60 e Pentium-66 Pentium-75 até o Pentium- Socket 5 320 março de 1994 120 486 DX 486 DX2 486 DX4 Socket 6 235 nunca lançado 486 SX 486 SX2 Pentium Overdrive 5x86 Socket 463 463 1994 Nx586 Pentium-75 até o Pentium- 200 Pentium MMX K5 Socket 7 321 junho de 1995 K6 6x86 6x86MX MII Slot 1 Pentium II SC242 Pentium III (Cartucho) 242 maio de 1997 Celeron SEPP (Cartucho) K6-2 Socket Super 7 321 maio de 1998 K6-III Celeron (Socket 370) Pentium III FC-PGA Socket 370 370 agosto de 1998 Cyrix III C3 Slot A 242 junho de 1999 Athlon (Cartucho) Socket 462 Athlon (Socket 462) Socket A Athlon XP 453 junho de 2000 Athlon MP Duron Sempron (Socket 462) Socket 423 423 novembro de 2000 Pentium 4 (Socket 423) PGA423 Socket 478 Pentium 4 (Socket 478) mPGA478B Celeron (Socket 478) 478 agosto de 2001 Celeron D (Socket 478) Pentium 4 Extreme Edition (Socket 478) Athlon 64 (Socket 754) Socket 754 754 setembro de 2003 Sempron (Socket 754) Socket 940 940 setembro de 2003 Athlon 64 FX (Socket 940) Athlon 64 (Socket 939) Athlon 64 FX (Socket 939) Socket 939 939 junho de 2004 Athlon 64 X2 (Socket 939) Sempron (Socket 939) LGA775 Pentium 4 (LGA775) Pentium 4 Extreme Edition Socket T (LGA775) Pentium D Pentium Extreme Edition Celeron D (LGA 775) 775 agosto de