Development of the Titan Stage III
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Paper Session I-C - Delta II Development and Flight Results
1991 (28th) Space Achievement: A Global The Space Congress® Proceedings Destiny Apr 23rd, 2:00 PM - 5:00 PM Paper Session I-C - Delta II Development and Flight Results Sam K. Mihara McDonnell Douglas Space Systems Company, Huntington Beach, CA Follow this and additional works at: https://commons.erau.edu/space-congress-proceedings Scholarly Commons Citation Mihara, Sam K., "Paper Session I-C - Delta II Development and Flight Results" (1991). The Space Congress® Proceedings. 7. https://commons.erau.edu/space-congress-proceedings/proceedings-1991-28th/april-23-1991/7 This Event is brought to you for free and open access by the Conferences at Scholarly Commons. It has been accepted for inclusion in The Space Congress® Proceedings by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. MDC91H1017 APRIL 1991 DELTA II (MODEL 7925) DEVELOPMENT AND FLIGHT RESULTS S.K. MIHARA Presented to Twenty-Eighth Space Congress Cocoa Beach, Florida April 1991 McDonnell Douglas Space Systems Company /tfCDO/V/V^f.1. DOUGLAS a-to DELTA II (MODEL 7925) DEVELOPMENT AND FLIGHT RESULTS S.K. MIHARA* ABSTRACT This paper describes the design changes to the latest Delta Launch vehicle. Delta II Model 7925, The results of developments on five main subsystems are described. The paper includes the flight results of Delta II launches to date. DELTA HISTORY The McDonnell Douglas Space Systems Company (MDSSC) Delta launch vehicle has been a NASA space "workhorse" for 31 years. It had its beginnings in the mid-1950s with the Thor vehicle. Subsequently, the NASA Goddard Space Flight Center contracted for the development of an interim space launch vehicle using a modified Thor first stage with Vanguard missile components for the second and third stages. -

10/2/95 Rev EXECUTIVE SUMMARY This Report, Entitled "Hazard
10/2/95 rev EXECUTIVE SUMMARY This report, entitled "Hazard Analysis of Commercial Space Transportation," is devoted to the review and discussion of generic hazards associated with the ground, launch, orbital and re-entry phases of space operations. Since the DOT Office of Commercial Space Transportation (OCST) has been charged with protecting the public health and safety by the Commercial Space Act of 1984 (P.L. 98-575), it must promulgate and enforce appropriate safety criteria and regulatory requirements for licensing the emerging commercial space launch industry. This report was sponsored by OCST to identify and assess prospective safety hazards associated with commercial launch activities, the involved equipment, facilities, personnel, public property, people and environment. The report presents, organizes and evaluates the technical information available in the public domain, pertaining to the nature, severity and control of prospective hazards and public risk exposure levels arising from commercial space launch activities. The US Government space- operational experience and risk control practices established at its National Ranges serve as the basis for this review and analysis. The report consists of three self-contained, but complementary, volumes focusing on Space Transportation: I. Operations; II. Hazards; and III. Risk Analysis. This Executive Summary is attached to all 3 volumes, with the text describing that volume highlighted. Volume I: Space Transportation Operations provides the technical background and terminology, as well as the issues and regulatory context, for understanding commercial space launch activities and the associated hazards. Chapter 1, The Context for a Hazard Analysis of Commercial Space Activities, discusses the purpose, scope and organization of the report in light of current national space policy and the DOT/OCST regulatory mission. -

The Delta Launch Vehicle- Past, Present, and Future
The Space Congress® Proceedings 1981 (18th) The Year of the Shuttle Apr 1st, 8:00 AM The Delta Launch Vehicle- Past, Present, and Future J. K. Ganoung Manager Spacecraft Integration, McDonnell Douglas Astronautics Co. H. Eaton Delta Launch Program, McDonnell Douglas Astronautics Co. Follow this and additional works at: https://commons.erau.edu/space-congress-proceedings Scholarly Commons Citation Ganoung, J. K. and Eaton, H., "The Delta Launch Vehicle- Past, Present, and Future" (1981). The Space Congress® Proceedings. 7. https://commons.erau.edu/space-congress-proceedings/proceedings-1981-18th/session-6/7 This Event is brought to you for free and open access by the Conferences at Scholarly Commons. It has been accepted for inclusion in The Space Congress® Proceedings by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. THE DELTA LAUNCH VEHICLE - PAST, PRESENT AND FUTURE J. K. Ganoung, Manager H. Eaton, Jr., Director Spacecraft Integration Delta Launch Program McDonnell Douglas Astronautics Co. McDonnell Douglas Astronautics Co. INTRODUCTION an "interim space launch vehicle." The THOR was to be modified for use as the first stage, the The Delta launch vehicle is a medium class Vanguard second stage propulsion system, was used expendable booster managed by the NASA Goddard as the Delta second stage and the Vanguard solid Space Flight Center and used by the U.S. rocket motor became Delta's third stage. Government, private industry and foreign coun Following the eighteen month development program tries to launch scientific, meteorological, and failure to launch its first payload into or applications and communications satellites. -

IAA Situation Report on Space Debris - 2016
IAA Situation Report on Space Debris - 2016 Editors: Christophe Bonnal Darren S. McKnight International A cadem y of A stronautics Notice: The cosmic study or position paper that is the subject of this report was approved by the Board of Trustees of the International Academy of Astronautics (IAA). Any opinions, findings, conclusions, or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of the sponsoring or funding organizations. For more information about the International Academy of Astronautics, visit the IAA home page at www.iaaweb.org. Copyright 2017 by the International Academy of Astronautics. All rights reserved. The International Academy of Astronautics (IAA), an independent nongovernmental organization recognized by the United Nations, was founded in 1960. The purposes of the IAA are to foster the development of astronautics for peaceful purposes, to recognize individuals who have distinguished themselves in areas related to astronautics, and to provide a program through which the membership can contribute to international endeavours and cooperation in the advancement of aerospace activities. © International Academy of Astronautics (IAA) May 2017. This publication is protected by copyright. The information it contains cannot be reproduced without written authorization. Title: IAA Situation Report on Space Debris - 2016 Editors: Christophe Bonnal, Darren S. McKnight Printing of this Study was sponsored by CNES International Academy of Astronautics 6 rue Galilée, Po Box 1268-16, 75766 Paris Cedex 16, France www.iaaweb.org ISBN/EAN IAA : 978-2-917761-56-4 Cover Illustration: NASA IAA Situation Report on Space Debris - 2016 Editors Christophe Bonnal Darren S. -

Space Activities 2018
Space Activities in 2018 Jonathan McDowell [email protected] 2019 Feb 20 Rev 1.4 Preface In this paper I present some statistics characterizing astronautical activity in calendar year 2018. In the 2014 edition of this review, I described my methodological approach and some issues of definitional ambguity; that discussion is not repeated here, and it is assumed that the reader has consulted the earlier document, available at http://planet4589.org/space/papers/space14.pdf (This paper may be found as space18.pdf at the same location). Orbital Launch Attempts During 2018 there were 114 orbital launch attempts, with 112 reaching orbit. Table 1: Orbital Launch Attempts 2009-2013 2014 2015 2016 2017 2018 Average USA 19.0 24 20 22 30 31 Russia 30.2 32 26 17 19 17 China 14.8 16 19 22 18 39 Europe 11 12 11 11 11 Japan 4 4 4 7 6 India 4 5 7 5 7 Israel 1 0 1 0 0 N Korea 0 0 1 0 0 S Korea 0 0 0 0 0 Iran 0 1 0 1 0 New Zealand 0 0 0 0 3 Other 9 10 13 13 16 Total 79.0 92 87 85 91 114 The Arianespace-managed Soyuz launches from French Guiana are counted as European. Electron is licensed in the USA but launched from New Zealand territory. However, in late 2018 New Zealand registered the upper stages from the Jan 2018 Electron launch with the UN. Based on this, in rev 1.4 of this document I am changing Electron to count as a New Zealand launch vehicle. -
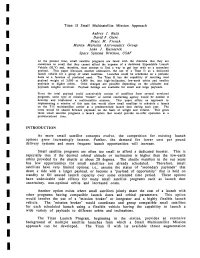
Titan II Small Multisatellite Mission Approach
I I Titan II Small Multisatellite Mission Approach Aubrey J. Butts I David F. Giere Bruce M. French Martin Marietta Astronautics Group John J. Kusnierek I Space Systems Division, USAF At the present time, small satellite programs are faced with the dilemma that they are I sometimes so small that they cannot afford the expense of a dedicated Expendable Launch Vehicle (EL V) and. therefore, must attempt to find a way to get into orbit as a secondary payload. This paper discusses another alternative, the use of a Titan II as a dedicated launch vehicle for a group of small satellites. Launches could be scheduled on a periodic I basis as a function of predicted need. The Titan II has the capability of inserting total payload weight of 3,000 to 4,000 lbs. into high-inclination, low-earth orbits and smaller payloads to higher orbits. Orbit changes are possible depending on the altitudes and I payloads weights involved. Payload fairings are available for small and large payloads. Since the total payload could conceivably consist of satellites from several unrelated programs, some type of mission "broker" or central contracting agency would be needed to develop and implement a multisatellite mission. This paper offers an approach to I implementing a mission of this type that would allow small satellites to schedule a launch on the T -II multisatellite carrier at a predetermined launch date during each year. The costs would be shared between payloads on the basis of weight and volume. This gives those small satellite programs a launch option that would provide on-orbit operation at a I predetermined time. -

C . Space Environment Branch ...10
AERO-ASTRODYNAMICS LABORATORY BIMONTIZLY PROGRESS REPORT August and September 1967 TECHNICAL AND SCIENTIFIC STAFF ..................... PROJECTS OPPICE ....................................... ADVANCED STUDIES OFFICE .................................. A . Systems Analysis Section............................. B . Flight Mechanics and Performance Analysis Group ...... C . Astrodynamics & Mission Analysis Group ............... AEROSPACE ENVIRONMENT DIVISION ........................... A . Office of the Chief .................................. 8 B . Atmospheric Research Facility ........................ 9 C . Space Environment Branch ............................. 10 D . Terrestrial Environment ranch. ...................... 11 E . Environment Applications Branch ...................... 14 ASTRODYNAMICS AND GLIIDANCE THEORY DIVISION ............... 18 I A . Scientific Advisory Office ........................... 18 B . Optimization Theory Branch ........................... 19 C . Guidance Theory Branch ............................... 21 D . Astrodynamics Branch ................................. 23 VI. AEROPHYSICS DIVISION ..................................... 25 A . Fluid Mechanics Research Office ...................... 25 B . Mechanical Design Office ............................. 26 C . Aerodynamics Design Office ........................... 28 D . Experimental Analysis Branch ......................... 33 r E . Thermal Environment Branch ........................... 36 F . Unsteady Aerodynamics Branch ......................... 37 VII. DYNAMICS -

SPACE TRANSPORTATION Contents
Chapter 5 SPACE TRANSPORTATION Contents Page Introduction. ..............103 The Space Transportation Industry . ................103 The providers of Space Transportation Services . .. ...103 Buyers of Space Transportation Services . ................122 Competition in Space Transportation . ......125 Development of Competition . ............125 Assessment of Demand . .................126 Nature of Competition . .. ...128 Effects of Competition . .. ....134 Cooperation in Space Transportation . ..............137 Current Policies. ........................138 Future Policy Options.. .. ....140 List of Tables Table No. Page 5-1. Ariane Flights . ..........115 5-2. Transportation Costs to Geosynchronous Orbit . ......................132 5-3. NASA vs. Arianespace Financing . ..............133 5-4. Companies That Contribute to Manufacturing Japanese Launch Vehicles ..139 List of Figures Figure No. Page 5-1. U.S. Launch vehicles . ..............104 5-2.The Hermes Spaceplane . ..................116 5-3. Foreign National Comparative Launch Vehicle Development. ..........118 5-4. Projection of Future Space Shuttle Demand Rockwell International. ...127 5-5. Outside Users Payload Model Battelle’s Columbus Laboratories . .......,128 5-6. Low Model Market Share by Launch Vehicle . ...............129 5-7. High Model Market Share by Launch Vehicle . .......................130 5-8. Arianespace Financing . ..133 5-9. Rockwell International Estimates That the Shuttle is Most Economical Over ELVs at High-Volume Operations. ............................135 -

Space Transportation System 22 STS Elements Which Have Been Baselined 25 STS Elements Which Have Not Been Baselined 27
U. S. GElXERALACCOUNTINGOFFKE SWFSTUDY SPACETRCLNSPORTATION SYSTEM mTIOIX4.L AERONAUTICSAND SPACE ADMINISTRATION P JUNE 1974 I’ _-w--w--CONTENTS SUMMARY 1 CHAPTER 1 INTRODUCTION 15 Description 16 History 17 Status 19 Space Shuttle Responsibility 19 Restrictions on Review 20 2 THE SPACE TRANSPORATION SYSTEM COST 22' Estimated Cost of the Space Transportation System 22 STS Elements Which Have Been Baselined 25 STS Elements Which Have Not Been Baselined 27 3 STATUS OF STS ELEMENTS WITH BASELINE COST ESTIMATES 35 Space Shuttle Research, Development, Test, and Evaluation Construction of Facilities Cost Per Flight 4 SCHEDULE: 43 NASA Milestones - -__ 43 Level I Milestones 44 Level II Milestones 45 5 PERFORMANCE 47 Level I Requirements 47 Level II Requirements 48 Contractor Support of Performance Characteristics 49 6 PROCRAM MANAGEMENT Responsibilities and Authorities Performance Management -._ 7 UPPER STAGES History cost Schedule Performance APPENDIX I Space Shuttle Contract Data 63 II NASA Explanation for Changes in Shuttle Facility Est5:ates at April 15,1972, and December 13, 1973 64 ..I ABBREYIATIONS . ‘. C of F Construction of Facilities DOD Department of Defense DTMO Development, Test, and Mission Operations ET External Tank G?lO General Accounting Office JSC Lyndon B. Johnson Space Center Ksc John F. Kennedy Space Center MSFC George C. Marshall Space Flight Center NASA National Aeronautics and Space Administration OAST Office of Aeronautics and Space Technology OMSF Office of Manned Space Flight 00s Orbit to Orbit Stage R&D Research and Development RDT&E Research, Development, Test and Evaluation R&PM Research and Program Management - --__ SRI3 Solid Rocket Booster SSME Space Shuttle Main Engines STS Space Transportation System USAF United States Air Force c SUMMARY This is the first of a series of annual staff studies which will provide data on the cost, schedule, and technical performance of the Space Transportation System (STS). -

For Internal Use Only
ENGINEERING LABORATORY , MONTHLY PROGRESS REPORT For Period September 1, 1967, Through September 30, 1967 FOR INTERNAL USE ONLY NATIONAL AERONAUTICS AND SPACE ADMINISTRATION MSFC - Form 1262 (September 1961) PROPULSION AND VEHICLE ENGINEERING LABORATORY MONTHLY PROGRESS REPORT (September 1, 1967, Through September 30, 1967) Structures Division Advanced Studies Office Materials Division Vehicle Systems Division Propulsicn Division GEORGE C. MARSHALL SPACE FLIGHT CENTER TABLE OF CONTENTS Page 1. STRUCTURES DIVISION ........................... 1 Saturn V ................................... 1 I . S-IC Stage ............................... 1 I1. S-I1 Stage ............................... 2 A . MSFC Test 403 ("C" Structure).............. 2 B . MSFC Test 404 (High Force Thrust Structure).... 3 C . Storage Batteries ....................... 3 D . LH2 Outboard Feed Line .................. 3 E . S-I1 Test Program .................:.... 4 111. S-IVB Stage ............................. 4 A . Tension Testing of S-IVB Structural Joints ...... 4 B . Anti-Flutter Kit Heating Problem ............ 4 C . S-IVB Flutter Panel Testing ................ 4 D . Side Struts ........................... 5 E . Nose Fairing Modification .................. 5 F . Boat Tail ............................ 5 G . CornponentQualification .................. 5 IV . Instrument Unit ........................... 6 A . Swing Arm Testing ...................... 6 B . Panel Testing ......................... 6 V. Saturn V System ........................... 6 A . Damper System ....................... -
Table of Contents
THE CAPE Military Space Operations 1971-1992 by Mark C. Cleary 45th Space Wing History Office Table of Contents Preface Chapter I -USAF Space Organizations and Programs Table of Contents Section 1 - Air Force Systems Command and Subordinate Space Agencies at Cape Canaveral Section 2 - The Creation of Air Force Space Command and Transfer of Air Force Space Resources Section 3 - Defense Department Involvement in the Space Shuttle Section 4 - Air Force Space Launch Vehicles: SCOUT, THOR, ATLAS and TITAN Section 5 - Early Space Shuttle Flights Section 6 - Origins of the TITAN IV Program Section 7 - Development of the ATLAS II and DELTA II Launch Vehicles and the TITAN IV/CENTAUR Upper Stage Section 8 - Space Shuttle Support of Military Payloads Section 9 - U.S. and Soviet Military Space Competition in the 1970s and 1980s Chapter II - TITAN and Shuttle Military Space Operations Section 1 - 6555th Aerospace Test Group Responsibilities Section 2 - Launch Squadron Supervision of Military Space Operations in the 1990s Section 3 - TITAN IV Launch Contractors and Eastern Range Support Contractors Section 4 - Quality Assurance and Payload Processing Agencies Section 5 - TITAN IIIC Military Space Missions after 1970 Section 6 - TITAN 34D Military Space Operations and Facilities at the Cape Section 7 - TITAN IV Program Activation and Completion of the TITAN 34D Program Section 8 - TITAN IV Operations after First Launch Section 9 - Space Shuttle Military Missions Chapter III - Medium and Light Military Space Operations Section 1 - Medium Launch Vehicle and Payload Operations Section 2 - Evolution of the NAVSTAR Global Positioning System and Development of the DELTA II Section 3 - DELTA II Processing and Flight Features Section 4 - NAVSTAR II Global Positioning System Missions Section 5 - Strategic Defense Initiative Missions and the NATO IVA Mission Section 6 - ATLAS/CENTAUR Missions at the Cape Section 7 - Modification of Cape Facilities for ATLAS II/CENTAUR Operations Section 8 - ATLAS II/CENTAUR Missions Section 9 - STARBIRD and RED TIGRESS Operations Section 10 - U.S. -

Cambridge University Press 978-0-521-77300-3
Cambridge University Press 978-0-521-77300-3 — The Cambridge Encyclopedia of Space Fernand Verger , Isabelle Sourbès-Verger , Raymond Ghirardi , With contributions by Xavier Pasco , Foreword by John M. Logsdon , Translated by Stephen Lyle , Paul Reilly Index More Information Index Bold face entries refer to figures and figure Advanced Land Imager (ALI) 169, 232, 237 Agila 54, 297, 315 captions. resolution 274 chronology 291 Advanced Land Observation Satellite (ALOS) 163, position 291 169, 270 spectral bands 289 A sensors 232, 237, 270, 274 AGN AAD VSAR 237, 274 see active galactic nucleus see Acquisition, Archiving and Distribution Advanced Land Remote Sensing System (ALRSS) agriculture 241 AATSR 252 Airborne Laser (ABL) 356, 358 see Advanced Along Track Scanning Advanced Landsat 252 air braking 174, 204 Radiometer Advanced Microwave Scanning Radiometer Air Density Explorer (ADE) 170 ABL (AMSR) 174, 262 Air Launch Aerospace Corporation 111, 126, 128 see Airborne Laser Advanced Microwave Sounding Unit (AMSU) 174 AIRS ABM METOP 243 see Atmospheric Infrared Sounder see antiballistic missile systems Advanced Orion 54 Akebono 175, 176, 177, 178, 178 ABM Treaty (1972) 355 Advanced Satellite for Cosmology and Akjuit Aerospace Company 104, 110 accidents in space 48–49, 195, 362–363 Astrophysics (ASCA) 186 Alaska Aerospace Development Corp. 134 ACE Advanced Satellite Launch Vehicle (ASLV) 156, Alcantara space base 104, 108, 110, 157 see Advanced Composition Explorer 157 Alcatel Space 94, 294, 305, 308 see Atmospheric Chemistry Explorer payload