Winmax Mill Documentation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -
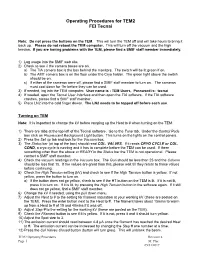
Operating Procedures for TEM2 FEI Tecnai
Operating Procedures for TEM2 FEI Tecnai Note: Do not press the buttons on the TEM. This will turn the TEM off and will take hours to bring it back up. Please do not reboot the TEM computer. This will turn off the vacuum and the high tension. If you are having problems with the TEM, please find a SMIF staff member immediately. 1) Log usage into the SMIF web site. 2) Check to see if the camera boxes are on. a) The TIA camera box is the box behind the monitors. The switch will be lit green if on. b) The AMT camera box is on the floor under the Cryo holder. The green light above the switch should be on. c) If either of the cameras were off, please find a SMIF staff member to turn on. The cameras must cool down for 1hr before they can be used. 3) If needed, log into the TEM computer. User name is : TEM Users, Password is: tecnai 4) If needed, open the Tecnai User Interface and then open the TIA software. If the TIA software crashes, please find a SMIF staff member. 5) Place LN2 into the cold finger dewar. The LN2 needs to be topped off before each use. Turning on TEM Note: It is important to change the kV before ramping up the Heat to # when turning on the TEM. 1) There are tabs at the top left of the Tecnai software. Go to the Tune tab. Under the Control Pads box click on Fluorescent Background Light button. This turns on the lights on the control panels. -
Software User Guide
Cycle Host User's Guide This guide is an evolving document. If you find sections that are unclear, or missing information, please let us know ([email protected]). Please check our website (www.wetlabs.com) periodically for updates. WET Labs, Inc. PO Box 518 Philomath, OR 97370 541-929-5650 fax: 541-929-5277 www.wetlabs.com 28 January 2010 Cycle Host User's Guide Revision 1.04 1/59 Cycle Host Installation The following sub-sections detail the steps necessary to install and run the Cycle Host program (also referred to as "the host") for the first time on a new computer. System Requirements Below are the recommended minimum requirements for a computer to be used to run the host program. Although Windows is currently the only supported operating system, future releases are planned to support Linux and MAC OS as well. Please let us know of your interest in these platforms via [email protected]. Feature Requirements Operating System Windows XP/Vista/2000/2003 (32 and 64 bit versions) Memory 128 Megabytes Disk Space 125 Megabytes (excludes data file storage) Data Port Serial port or USB to Serial adapter supporting 19200 baud Input Devices Keyboard (minimum) Mouse or other pointing device (recommended) Monitor Color, 1024 x 768 (minimum recommended) Table 1: Host Computer System Requirements The Java Runtime Environment The Cycle Host program is written in the JavaTM language developed by Sun Microsystems Inc. For this reason, execution of the host requires the installation of the Java Runtime Environment, or JRE. At the time of this release the current JRE is Version 6 Update 16. -
User Guide 8.2.4
User Guide 8.2.4 Copyright Manual Copyright © 2000-2017 AB Software Consulting Ltd. All rights reserved. AB Software Consulting Ltd. reserves the right to revise this document and to make changes from time to time in the content hereof without obligation to notify any person or persons of such revisions or changes. The software described in this document is supplied under a licence agreement and is protected by UK and international copyright laws. Any implied warranties including any warranties of merchantability or fitness for a particular purpose are limited to the terms of the express warranties set out in the licence agreement. Software Copyright © 2000-2017 AB Software Consulting Ltd. All rights reserved. Trademarks AB Tutor is the registered trademark of AB Software Consulting Ltd. Windows, Windows 7/8/10/2003/2008/2012 are trademarks of Microsoft Corporation. Other products, trademarks or registered trademarks are the property of their respective owners. Contents Using AB Tutor Introduction The AB Tutor interface What is AB Tutor? The list view Basic ABT setup The thumbnail view Advanced setup options Commands Introduction to passwords Power commands Startup passwords Connecting to clients Connection password Screen sharing Startup switches Chat (text and audio) Installation Screen Capture Installation on Windows File transfers Installation on Mac OS Key Sequences Installation on iPad Admin commands Activating AB Tutor Launch Push out updates Policies Uninstallation Block printer Remote Deployment Utility Block external drive Site -

Angel® Concentrated Platelet Rich Plasma (Cprp) System - Operator’S Manual
Angel® Concentrated Platelet Rich Plasma (cPRP) System - Operator’s Manual Software Version 1.20 DFU-0263-5 Revision 0 05/2020 This page intentionally left blank Table of Contents Before You Get Started Introduction .............................................................................................................................................. vii Indications for Use ................................................................................................................................... vii Contraindications for Use ......................................................................................................................... vii Warnings .................................................................................................................................................. vii Precautions ............................................................................................................................................... x Additional Information .............................................................................................................................. xii Symbols .................................................................................................................................................. xiii Requirements for the disposal of waste electrical and electronic equipment (WEEE) ........................... xiv Service Information ................................................................................................................................ -
3Abff7a23fc6813312aa9f80b81b
Main Catalogue EN We reserve the right to modify any specifi cation and/or item shown in the present catalogue without notice. Information, photos, drawings and technical data specifi ed in the publication have been carefully examined and thoroughly checked. They cannot, however, bind our responsibility on their exactness. GRANLUND TOOLS AB, SWEDEN 4OOLSTools When precision counts... Granlund Tools AB in Eskilstuna are one of the Granlund companies also perform: world’s leading manufacturers of precision • Subcontract work, where we offer solutions tools within the machining industry. regarding production and or assembly in large or Granlund offers a wide range of high-quality, carbide small series. and HSS cutting tools, such as counterbores, counter- • Heat treatment in a modern vacuum hardening/ sinks, tools with indexable inserts and reamers. quenching plant. With more than 60 years’ experience and representa- • Engineering. Manufacture of special measure tion in some 30 countries around the world, Granlund machines including the software. can offer the market proven technical solutions and • Machinery. Manufacture of special machinery for good local support. tube elements and special grinding machines for The Granlund interchangeable tool system was one the tube industry. of the fi rst Granlund products to receive world recog- nition. The company is certifi ed according to ISO 9001 With only 1300 parts, consisting of holders, cutters, and ISO 14001. pilots and drills, it is possible to assemble combina- GRANLUND – Tools, supplies where high quality tion tools in more than 1 500 000 different variations. and precision are required. Our fl exible easy-to-use system provides productive and cost-effi cient tool solutions for industries world- wide. -
Technical Guide
TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 1 The purpose of this manual is to explain not only how to use the complete range of tools, but also the particular features of each item in the system, indicating their advantages, disadvantages or any limitations on use. The different groups will be covered in: INTERCHANGEABLE TOOL SYSTEM page 1-3 TOOLHOLDERS page 4-5 COUNTERBORES page 5 COUNTERSINKS page 6 INDEXABLE CARBIDE INSERTS page 7 PILOTS / INSERT DRILLS page 8 CARBIDE REAMERS (BRAZED) page 8-9 SINGLE BLADE REAMERS page 9-11 BACKSPOTFACING SYSTEM page 12-13 CNC-TOOLS page 13-14 For information concerning dimension ranges, cutting conditions, regrinding information and drawings, please see our main catalogue. INTERCHANGEABLE TOOL SYSTEM OBJECTIVE The main objective with the Granlund modular tool system, is to provide the enduser with the possibility to easily build practically any special counterboring/ countersinking combination, using a wide range of standard components. In fact, with some 1300 components , the possible combinations are more than 1.500.000. Each tool is made by combining three parts: A. TOOLHOLDER B. COUNTERBORE or COUNTERSINK C. PILOT or DRILL Picture 1 GRANLUND TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 2 A. The same toolholder can be used in many different combinations. With 16 types of holders available, most applications can be covered. B. The counterbore or countersink is selected to suit the demands of each specific operation and material. In the catalogue you will find our recommendations for most cases. C. If the workpiece is predrilled, a pilot should be used, otherwise operation can be made with an insert drill.* * IMPORTANT! When step drilling, the drill must break through the workpiece before secondary cutting commences. -
User Manual ( Wins Version 5.26.99 )
Wins Scoring System User Manual ( Wins version 5.26.99 ) Srl STELTRONIC via Artigianale 34 • 25082 Botticino Sera (BS) – ITALY Tel. +39 030 2190811 • Fax + 39 030 2190798 http://www.steltronic.com STELTRONIC S.r.l. via Artigianale Botticino Sera (BS) ITALY - User manual [Wins ver 5.26] 2 Tel. +39 030 2190811 Fax +39 030 2190798 http://www.steltronic.com Thank you for choosing Steltronic. This user manual has been written for Wins version 5.26.99, it is also available in pdf format so that it can installed onto a computer. In order to make it easy to consult, the manual has been divided into chapters each covering different subjects: GENERAL Brief Hardware and Scoring System Architecture description. ------------------------------------------------------------------------------------------------------------------------------------ INITIAL USE OF WINDOWS, TURNING THE SYSTEM ON AND OFF Fast guide for ‘first time users’ of the PC and computer system. ------------------------------------------------------------------------------------------------------------------------ SETUP OF THE WINS PROGRAM Contains all the information relative to the program settings from selecting time zones to changing animations. ------------------------------------------------------------------------------------------------------------------------ USING THE SYSTEMS FUCTIONS Description of how to use the lane rental, time game, bar and other programs. ------------------------------------------------------------------------------------------------------------------------ -

Visual Language Features Supporting Human-Human and Human-Computer Communication
Visual Language Features Supporting Human-Human and Human-Computer Communication Jason E. Robbins1, David J. Morley2, David F. Redmiles1, Vadim Filatov3, Dima Kononov3 1 University of California, Irvine 2 Rockwell International 3RR-Gateway, AO Abstract relationships and then try to model them as closely as pos- sible while abstracting details that distract attention from Fundamental to the design of visual languages are the our main concerns. goals of facilitating communication between people and Currently, OBPE exists as a research prototype serving computers, and between people and other people. The to explore the concepts and features that are needed to Object Block Programming Environment (OBPE) is a visual design, programming, and simulation tool which allow effective visual programming in our domain. OBPE emphasizes support for both human-human and human- programs are composed of object blocks, ports, and arcs. computer communication. OBPE provides several features Object blocks use ports as their interface points to the rest to support effective communication: (1) multiple, of the system. Arcs are message passageways between coordinated views and aspects, (2) customizable graphics, ports. Object blocks (or simply, blocks) are visual abstract (3) the “machines with push-buttons” metaphor, and (4) data types [1] which encapsulate state, behavior, visualiza- the host/transient pattern. OBPE uses a diagram-based, tion of state and behavior, and user interface event process- visual object-oriented language that is intended for quickly ing. Furthermore, blocks are first class objects because they designing and programming visual simulations of are instances of normal Smalltalk classes.1 factories. Users interact with OBPE through browsers that allow direct manipulation of blocks and visualization of their 1. -
Machinists-Handbook-Gcodetutor.Pdf
GCodeTutor.com Machinists Handbook GCodeTutor.com Content Conversion • G74 Peck Drilling • Calculations • G75 Peck Grooving • 1/64” to 1” • G76 Screw Cutting Single Line • 1 1/64” to 2” • G76 Screw Cutting Double Line • 2 1/64” to 3” • G83 Z-axis Peck Drilling Screw Thread Charts • G84 Z-axis Tapping • Metric Coarse Thread • G87 X-axis Peck Drilling • Metric Fine Thread • G88 X-axis Tapping • BSW British Standard Whitworth Thread G Code Canned Cycles - Milling • BSF British Standard Fine Thread • G81 Drilling • BA British Association Screw Thread • G82 Counter bore • BSPP British Standard Pipe parallel • G83 Peck Drilling • BSPT British Standard pipe Taper • G84 Tapping • UNC Unified Coarse Thread • G85 Bore in / Bore out • UNF Unified Fine Thread • G86 Bore in / Rapid out • UNEF Unified Extra Fine Thread Calculations • Reamer Drill Size • Speeds and Feeds Abbreviations • Tapping Drill CNC Programming Reference • Trigonometry • G Code Trigonometry Charts • M Code Tool Geometry • Auxiliary Commands • RH Knife Tool G Code Canned Cycles - Turning • Drill • G70 Finishing • Centre Drill • G71 Roughing • End Mill • G72 Facing • Morse Taper • G73 Pattern Repeating Afterword Machinists Handbook GCodeTutor.com Conversion Charts Machinists Handbook GCodeTutor.com Conversion Calculations Length Kilometers (km) x 0.62 = Miles (mi) Miles (mi) x 1.61 = Kilometers (km) Kilometers (km) x 3280.8 = Feet (ft) Feet (ft) x 0.0003048 = Kilometers (km) Meters (m) x 3.28 = Feet (ft) Feet (ft) x 0.3 = Meters (m) Centimeters (cm) x 0.39 = Inches (in) Inches (in) -

M Akingthebestofaslowdown
650 words text only full page; 580 with quote; 520 words with medium size image JANUARY 2009 / VOLUME 61 / ISSUE 1 staying sharp manager’s desk By Keith Jennings Making the best of a slowdown t’s a new year and if the pundits are correct, many of require reevaluation from time to time, which is never us are in the midst of a downturn, if not a recession. If convenient. The effort can reap rewards later, though. Ithis is your situation, the stress factor is probably high. Software training can also be important. With Even under these circumstances, however, there are ways to manufacturing technology becoming more essential, effectively use the extra time to add value to your business. exploiting it can provide a significant return on While most everyone prefers a full and busy workload, investment. Even though sitting in front of a training that’s not always the reality. Identifying some valuable computer all day sounds dull, a slowdown could be the activities and making time to complete them can have best time to get it done. This could include training a positive impact when your business rebounds. Under with a focus on better utilization of CAD packages, the present conditions, one of the best uses of time is manufacturing ERP applications or even Microsoft employee training. Office. We all need this on occasion. Can your employees “Training” has broad meaning and can include read and understand their productivity reports? Can education in plant safety, forklift operations, employees effectively use e-mail distribution lists and cardiopulmonary resuscitation skills, quality and prepare invoices, purchase orders and quality documents? inspection methods, Many probably can, and equipment functions and some probably have no clue. -
Service Bulletin (This Bulletin and All Other Active Bulletins Are Downloadable from Our Website At
Bulletin 2003-17-ABDE Service Bulletin (This bulletin and all other active bulletins are downloadable from our website at www.frymaster.com/service.) Bulletin 2003-17-ABDE Page 1 of 5 Date: 01/30/2003 SUBJECT: Frymaster Computers & Controllers Service Notes This bulletin cancels and replaces Service Bulletins 2002-13-BDE, 2002-06-ABDE, 2002-04-AD, 2001-54-ABDE, 2001-52-ABDE, 2001-50-AD, 2001-46-ABDE, 2001-40- ABDE, 2001-29-ABDE, 2001-11-BE, 2001-03-ABD, and ABDE-66-99. Remove these bulletins from your active files. This bulletin addresses the following topics: • McDonald’s M2000 Computer Notes – Page 1 • McDonald’s M2000 Programming Error – Page 2 • CM III.5 Computer Notes – Page 3 • Spaghetti Magic III (SMS III) Computer Error Messages – Page 5 McDonald’s M2000 Computer Notes The M2000 computer replaced the M100B in production units on 4/1/2002 in the U.S. and on 6/1/2002 internationally. The M100B is no longer supported and no core credit is available for out-of-warranty M100B computers. If an M100B computer still in warranty is replaced with an M2000, a U.S. $50.00 core credit will be applied with return of the M100B computer to Frymaster. The M2000 is not a direct replacement for the M100B. It must be ordered as a kit, 826-1739 (Non-CE) or 826-1810 (CE), which includes a new bezel, speaker and other mounting hardware. Previously published part numbers for multiple-computer kits are no longer active. The computer in the kit works with either gas or electric fryers.