The Explosion at the Appleby-Frodingham
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Quarter 7 Duplicate Removal Process
Quarter 7 Duplicate Removal Process Guidance Total number of records submitted via the web tool (ie Stroke / All records (of any diagnosis) for patients who arrived at hospital TIA / Other) between 1 October 2012 and 31 December 2013 which were locked on the SINAP web tool by 21 January 2013. Number of stroke records submitted via the web tool As above, except that stroke was the diagnosis (as opposed to TIA/Other). Total number of records after cleaning (ie duplicate removals) Records assumed to be duplicates are those that have all of the following fields identical: hospital, date of patient arrival at hospital, gender, age and diagnosis. This may mean that some records that were not real duplicates are removed, but this is proportionally only a small number of those removed, whereas the vast majority will be duplicates. This has been identified as the most appropriate method for removing duplicate records. Percentage of records submitted included after cleaning The percentage represents the proportion of records included in the quarter 7 report after the data cleaning process, this is listed below as total records and stroke records. Total Percentage Percentage Stroke Stroke Total number of number of of stroke of all records records records records submitted records records submitted submitted included SHA Trust Hospital via the webtool in included submitted included in via the after Quarter 7 after included in Quarter 7 webtool in cleaning (Stroke/TIA/Other) cleaning Quarter 7 Report Quarter 7 Quarter 7 Quarter 7 Report East Chesterfield -

Working Together to Create Sustainable Value
Integrated Report & Annual Accounts 2015-16 109th Year WORKING TOGETHER TO CREATE SUSTAINABLE VALUE Forward-looking statements Certain statements in this report regarding our business operations may constitute About the report forward-looking statements. These include all statements other than statements of historical fact, including those regarding The business environment is increasingly being influenced by the financial position, business strategy, Governments, Regulators, Civil Society and Investors who are management plans and objectives for future operations. steadily moving towards Focusing Capital on Long-Term. The providers of Financial Capital are now increasingly expecting Forward-looking statements can be companies to proactively engage with wider set of stakeholders identified by words such as 'believes', on matters relating to sustainability. The strategic focus across 'estimates', 'anticipates', 'expects', 'intends', 'may', 'will', 'plans', 'outlook' and other words businesses is steadily moving towards long-term capital of similar meaning in connection with a creation. To proactively engage with a wider set of stakeholders discussion of future operating or financial on matters relating to sustainability and in keeping with our performance. very own core principle, commencing this year, we endeavour to Forward-looking statements are necessarily transition towards a system of governance-based reporting for dependent on assumptions, data or methods long-term value creation. that may be incorrect or imprecise and that may be incapable of being realised, and as such, are not intended to be a guarantee Reporting Principle of future results, but constitute our We present our first Integrated Report prepared in line with the framework current expectations based on reasonable adopted by the International Integrated Reporting Council (IIRC). -

Steel Sleepers Datasheet
Steel sleepers Lower lifetime cost and more efficient logistics Technical datasheet RAIL Steel sleepers from British Steel are designed for use in a wide range of applications, from metre gauge railways to mainline passenger and heavy haul freight routes. British Steel has a long and proud history of supplying Being fully recyclable, our steel sleepers also benefit from steel sleepers worldwide, with strict quality assurance a smaller carbon footprint, making it easier to hit your processes in place to ensure every delivery will have a sustainability targets. long life in service. Durable solution for track installations Our steel sleepers are manufactured from hot rolled steel Once installed, steel sleepers don’t rot or suffer from insect produced at our Scunthorpe steelworks, and comply with all attacks. They also survive well in wet tropical climates where wood decays rapidly. major standards (UIC, AREMA, AS etc). Our steel sleepers can be laid onto existing ballast. The We’ve exported more than 900,000 steel sleepers over the sleeper profile and spade ends interact with the ballast bed last 20 years, to numerous countries around the world, with to produce a highly stable track support, requiring only metre gauge (1,000mm/1,067mm) and standard gauge minimal quantities of fresh imported ballast to complete (1,435mm) railways being most common. the installation. Working in partnership to meet customer needs Ease of transportation British Steel works in partnership with customers to Steel sleepers are stackable and because they are lighter understand the needs of the rail sector and develop than concrete sleepers, can be moved in bundles by a innovative and value-adding products to directly address forklift (or manually handled if regulations allow). -

Bath's 'Foundered Strata' - a Re-Interpretation
Bath's 'foundered strata' - a re-interpretation Physical Hazards Programme Research Report OR/08/052 BRITISH GEOLOGICAL SURVEY PHYSICAL HAZARDS PROGRAMME RESEARCH REPORT OR/08/052 Bath's 'foundered strata' – a re-interpretation P.R.N. Hobbs and G.O. Jenkins The National Grid and other Ordnance Survey data are used Contributor with the permission of the Controller of Her Majesty’s Stationery Office. A. Forster Ordnance Survey licence number Licence No:100017897/2004. Keywords Bath, landslides, cambering, foundering, geohazards, slope stability, mass movement. Front cover Cover picture details, delete if no cover picture. Bibliographical reference P.R.N. HOBBS AND G.O. JENKINS. 2008 Bath's 'foundered strata' - a re-interpretation. British Geological Survey Research Report, OR/08/052. 40pp. Copyright in materials derived from the British Geological Survey’s work is owned by the Natural Environment Research Council (NERC) and/or the authority that commissioned the work. You may not copy or adapt this publication without first obtaining permission. Contact the BGS Intellectual Property Rights Section, British Geological Survey, Keyworth, e-mail [email protected] You may quote extracts of a reasonable length without prior permission, provided a full acknowledgement is given of the source of the extract. © NERC 2008. All rights reserved Keyworth, Nottingham British Geological Survey 2008 BRITISH GEOLOGICAL SURVEY The full range of Survey publications is available from the BGS British Geological Survey offices Sales Desks at Nottingham, Edinburgh and London; see contact details below or shop online at www.geologyshop.com Keyworth, Nottingham NG12 5GG The London Information Office also maintains a reference collection of BGS publications including maps for consultation. -

Pacman TEMPLATE
Updated May 2020 National Cardiac Arrest Audit Participating Hospitals The total number of hospitals signed up to participate in NCAA is 194. England Birmingham and Black Country Participant Alexandra Hospital Worcestershire Acute Hospitals NHS Trust Birmingham Heartlands Hospital University Hospital Birmingham NHS Foundation Trust City Hospital Sandwell and West Birmingham Hospitals NHS Trust Good Hope Hospital University Hospital Birmingham NHS Foundation Trust Hereford County Hospital Wye Valley NHS Trust Manor Hospital Walsall Healthcare NHS Trust New Cross Hospital The Royal Wolverhampton Hospitals NHS Trust Russells Hall Hospital The Dudley Group of Hospitals NHS Trust Sandwell General Hospital Sandwell and West Birmingham Hospitals NHS Trust Solihull Hospital University Hospital Birmingham NHS Foundation Trust Queen Elizabeth Hospital, Birmingham University Hospital Birmingham NHS Foundation Trust Worcestershire Royal Hospital Worcestershire Acute Hospitals NHS Trust Central England Participant George Eliot Hospital George Eliot Hospital NHS Trust Glenfield Hospital University Hospitals of Leicester NHS Trust Kettering General Hospital Kettering General Hospital NHS Foundation Trust Leicester General Hospital University Hospitals of Leicester NHS Trust Leicester Royal Infirmary University Hospitals of Leicester NHS Trust Northampton General Hospital Northampton General Hospital NHS Trust Hospital of St Cross, Rugby University Hospitals Coventry and Warwickshire NHS Trust University Hospital Coventry University Hospitals Coventry -

2001 Census Report for Parliamentary Constituencies
Reference maps Page England and Wales North East: Counties, Unitary Authorities & Parliamentary Constituencies 42 North West: Counties, Unitary Authorities & Parliamentary Constituencies 43 Yorkshire & The Humber: Counties, Unitary Authorities & Parliamentary Constituencies 44 East Midlands: Counties, Unitary Authorities & Parliamentary Constituencies 45 West Midlands: Counties, Unitary Authorities & Parliamentary Constituencies 46 East of England: Counties, Unitary Authorities & Parliamentary Constituencies 47 London: County & Parliamentary Constituencies 48 South East: Counties, Unitary Authorities & Parliamentary Constituencies 49 South West: Counties, Unitary Authorities & Parliamentary Constituencies 50 Wales: Unitary Authorities & Parliamentary Constituencies 51 Scotland Scotland: Scottish Parliamentary Regions 52 Central Scotland Region: Parliamentary Constituencies 53 Glasgow Region: Parliamentary Constituencies 54 Highlands and Islands Region: Parliamentary Constituencies 55 Lothians Region: Parliamentary Constituencies 56 Mid Scotland and Fife Region: Parliamentary Constituencies 57 North East Scotland Region: Parliamentary Constituencies 58 South of Scotland Region: Parliamentary Constituencies 59 West of Scotland Region: Parliamentary Constituencies 60 Northern Ireland Northern Ireland: Parliamentary Constituencies 61 41 Reference maps Census 2001: Report for Parliamentary Constituencies North East: Counties, Unitary Authorities & Parliamentary Constituencies Key government office region parliamentary constituencies counties -

TRADES. FAR 759 Flatters Mrs
LINCOLNSHIRE.] TRADES. FAR 759 Flatters Mrs. Sarah, Anwick, Sleaford Foster Henry,. GunnesB:., Doncaster Fox William M. East Field house, Flatters Thomas, Anwick, Sleaford Foster Henry Munk, Soonecroft. Bar- Grimoldby, Louth & North Cocker.. Flatters Thos. Ings, Benington,B()ston ne.tby-le-Wold, Grimsby ington, Louth. Fletcher C. Church end,"Frieston,Bstn Foster .John, Belt<>ft, Doncaster Fox William Shearburn. Manor house, Fletcher Charles, Stickford, Boston Foster Jn. Ealand, Crowle, Doncaster Potter Hanworth, Lincoln Fletcher Henry,Ealand grange,Crowle, Foster John Henry,Ingoldsby,Granthm Foyster Willia.m, Gedney Hill,Willbech Doncaster Fo.ster Joseph, Campney lane., Buck- Francis George L. Normanhy-on-the- Fletcher J. East Butterwick, Donca.str na.ll, Lincoln Wolds, Lincoln f'letcher J. Roughton, WoodhaH Spa. Foster La.cey, Scotterthorpe, Lincoln Francis Hy. & Son, Bardney, Lincoln Fletcher John, Dowsdale, Whaplode Foster Mrs. Robt. Epworth, Doncastr Francis Henry, Metheringham,Lincoln Drove, Wisbech Faster R. R. South Cockerington Francis James, Sloothby, Alford Fletcher Jn. Luddington, Garthorpe grange, Louth Francis Jn. Wm. Scrane End, Boston Fletcher John, Owston, Doncaster Foster Rhodes, Lodge, Pickworth, Frankish Mrs. M.Faldingworth,Lincln Fletcher !lfr.s. M. E: Binbrooke, :Mar- Folkingham Franklin Ja;mes, Walcot, Lincoln ket Rasen Foster Richard, Pickworth,Folkinghm Franklin John, Walcot, Lincoln Fletcher M. H. Kirton end, Boston Foster Robert, Beltoft, Doncaster Franklin Robert, Ashby, Doncaster Fletcher Mrs. Martha, Wimberley hall, Foster Miss Sarah Jane, Field side, Franklin Robert, Bigby, Grimsby Weston. Spnlding Crowle, Doncaster Franks F. & E. J. Rippingale, Bourne Fletcher N. Whaplode Drove,Wisbech Foster T. Gunhouse grange,Doncaster Franks Albert, Church end, Gedney, !''!etcher Robert Marshall, Brook Foster Thomas, Glentworth, Lincoln Holbeach house, Heminj!hy, Horncastle Foster Thornton, Gunness, Donoaster Frenk:s E. -

Point of Entry
DESIGNATED POINTS OF ENTRY FOR PLANT HEALTH CONTROLLED PLANTS/ PLANT PRODUCTS AND FORESTRY MATERIAL POINT OF ENTRY CODE PORT/ ADDRESS DESIGNATED POINT OF ENTRY AIRPORT FOR: ENGLAND Avonmouth AVO P The Bristol Port Co, St Andrew’s House, Plants/plant products & forestry St Andrew’s Road, Avonmouth , Bristol material BS11 9DQ Baltic Wharf LON P Baltic Distribution, Baltic Wharf, Wallasea, Forestry material Rochford, Essex, SS4 2HA Barrow Haven IMM P Barrow Haven Shipping Services, Old Ferry Forestry material Wharf, Barrow Haven, Barrow on Humber, North Lincolnshire, DN19 7ET Birmingham BHX AP Birmingham International Airport, Birmingham, Plants/plant products B26 3QJ Blyth BLY P Blyth Harbour Commission, Port of Blyth, South Plants/plant products & forestry Harbour, Blyth, Northumberland, NE24 3PB material Boston BOS P The Dock, Boston, Lincs, PE21 6BN Forestry material Bristol BRS AP Bristol Airport, Bristol, BS48 3DY Plants/plant products & forestry material Bromborough LIV P Bromborough Stevedoring & Forwarding Ltd., Forestry material Bromborough Dock, Dock Road South, Bromborough, Wirral, CH62 4SF Chatham (Medway) MED P Convoys Wharf, No 8 Berth, Chatham Docks, Forestry Material Gillingham, Kent, ME4 4SR Coventry Parcels Depot CVT P Coventry Overseas Mail Depot, Siskin Parkway Plants/plant products & forestry West, Coventry, CV3 4HX material Doncaster/Sheffield Robin DSA AP Robin Hood Airport Doncaster, Sheffield, Plants/plant products & forestry Hood Airport Heyford House, First Avenue, material Doncaster, DN9 3RH Dover Cargo Terminal, -
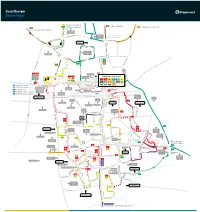
Scunthorpe Route Map
Scunthorpe Route Map 7 Continues as service 8 60 to Burton, Whitton 8 Continues as service 7 350 to Winterton, Barton, Hull 60 to Flixborough, Burton, Whitton Skippingdale Retail Park Ferry Road West Foxhills Outbound morning journeys Phoenix Parkway Industrial Estate Inbound evening journeys L Orbital Rd u rg n Mannabe Way e 8 b 7 u Crosby r g 7 8 W res N C a eedw l Portman Rd o p el y r a F S m er 8 ry CrosbyAv R n oa b d y W e Outwood R s d t Academy The Poplars Foxhills Foxhills Rd Warren Rd 8 Ferry Rd Rd Ferry 4 D 60 e w 8 350 Frodingham Rd s Winterton Rd 60 b u r y A A1077 Orbital Rd v UTC Brigg Rd Scotter Rd Lidl 1 1a Vivian Avenue Marsden Dv Sainsburys Gallagher Stanley Rd 1 1a Scunthorpe Town Centre Retail Park 7 Burn Rd St Lawrences Doncaster Rd 7 35 Academy Bus Station Tesco 1 1a 3 4 x4 7 7 90 60 HiltonAve 8 9 12 35 60 90 Doncaster Rd 360 361 399 350 35 to Amcotts, Crowle Doncaster Rd Cli Gardens d Moors Rd Mary St R d R 90 to Amcotts, Crowle North Lincolnshire r on e Kingsway ati Shopping Park v St to Crowle, Goole o Gardens 360 s Glanford Park 9 Hospital Scunthorpe Scunthorpe ol 361 to Westwoodside, Doncaster B United FC Minster Rd Church Lane Rowland Rd Kingsway 9 399 to Westwoodside, Doncaster Golf Course Midland Brumby Wood Lane Industrial Lodge Moor Brumby Wood Lane eck Rd Estate Steel Scotter Rd B Cottage Works A18 Kingsway The Brumby Pods 1 Wood Rd Ashby Cemetery Rd Quibell Park Brumby Frodingham Central Park UCNL Lilac A Crematorium ve Warwick Rd S a North n The Common Outward d Lindsey h College Academy o P 1a u lymouth -

Name of Deceased
Date before which Name of Deceased - Address, description and date of death of Names, addresses and descriptions of Persons to whom notices of claims are to be notices of claims (Surname first) Deceased given and names, in parentheses, of Personal Representatives to be given SYLVESTER, Derek 31 Albert Marson Court, Scunthorpe, South Beverley & Wood, 99 Mary Street, Scunthorpe. (Anne Jones and Christine 25th August 1982 Wilfred. Humberside, Steelworks Welder. llth Sylvester.) (026) November 1981. THEUNISSEN, Cecil 42 St. Peter Avenue, Bottesford, Scunthprpe, Island Trustees Limited, Hill House, 1 Little New Street, London EC4A 3TR 29th August 1982 Norman. South Humbersides, Headmaster (Retired). (Ref. VJW). (027) 8th April 1982. POWELL, Phyllis '..: Ticehurst House, Ticehurst, Wadhurst, East Jolly & Co., 2lA Palmeira Avenue Mansions, Church Road, Hove, East Sussex 20th August 1982 Sussex, Spinster. 10th July 1981. BN3 2FZ, Solicitors. (Audrey Neale Hardcastle.) (028) BAILEY, Gladys May ... Strathmore, West Hill, Wadebridge, Cornwall, Macmillans, Manor House, Wadebridge, Cornwall PL27 6BS, Solicitors. (Nancy 31st August 1982. Widow of Thomas Howard Bailey. 4th Bate.) (029) March 1982. 15th August 1982 HAZELL, Roland George 29 Birchfield Road, Arnold, Nottingham, Office Robinsons, Market Place, Ilkeston, Derbyshire, Solicitors. (Herbert Arthur (030) Worker. 6th May 1982. Brewer and Arthur Hugh Walford.) BILLANY, Gladys Muriel 4 Springwater Close, Red Lion Lane, London Rich & Carr, 86 Charles Street, Leicester, Solicitors 18th August 1982 S.E.18, Widow. 9th May 1982. (031) PONTING, Albert Eric ... 37 Wildern Square, Stratton St. Margaret, Bevir & Co., 36 Regent Circus, Swindon, Wiltshire SN1 1UQ, Solicitors. 16th August 1982 Swindon, Wiltshire, Crane Driver. 20th (Peter Brian Stanbury and Roger Morcumb.) (032) April 1982. -
Technical Appendix 3 INTRODUCTION GREATER LINCOLNSHIRE LEP
March 31st, 2014 GREATER LINCOLNSHIRE LEP Contents 1: Introduction The Greater Lincolnshire LEP 5 Creating growth 6 Governance structures 7 A vision for Greater Lincolnshire 8 Future governance 10 Alignment of funding 12 A track record that shows we can deliver 14 2: Greater Lincolnshire’s economy Analysis of Greater Lincolnshire’s economy 17 Analysis of our priority sectors 20 Already contributing to UK plc 22 Challenges and opportunities 26 Small businesses, skills and innovation 27 3: Plans to improve Greater Lincolnshire’s infrastructure Local planning summaries 31 Transport plan 34 Housing 38 Enhancing Greater Lincolnshire as a recognisable and attractive place 39 4: Background information Risk matrix 41 Our engagement programme 42 List of visited companies and organisations 43 Meeting national strategies and priorities 44 Greater Lincolnshire LEP: Technical appendix 3 INTRODUCTION GREATER LINCOLNSHIRE LEP Introducing Greater Lincolnshire Our Strategic Economic Plan sets out Greater As a partnership of leaders from the business community, and the Lincolnshire’s priorities for growth and describes public and third sector, the LEP performs a leadership role. This means what will be achieved in 2015/16 and beyond, with acting as advocates for the Greater Lincolnshire area, working with the support of Government through the Single Local Government to find solutions that will enable delivery of the strategic infrastructure that will drive national, regional and local prosperity Growth Fund. and economic growth. The LEP provides a strong voice on behalf This Technical Appendix provides supplementary information for of Greater Lincolnshire businesses and communities and works to Government departments and other organisations that are looking for ensure that Government and the European Union realise the national further detail. -

Lincolnshire. I
194 FLEET. LINCOLNSHIRE. [KELLY'd Post, .M. 0. & T. Office.-Ricbard Crosby, sub-post Schools. master. Lettert! thro-ugh Holbeach arrive at 6.30 'fhe Schools are controlled by six managers, four ap· a.m. & r p.m.; dispatched at ro.4o a.m. & 6.15 & 7 . pointed by the County Council & two by the Parish p.m CQuncil (appointeq June 3oth, 1903), Saml. S. Mossop, Wall Letter Box at the Church gate, cleared at 8.15 jun. solicitor, West end, Holbeach, correspondent a.m. & 5 .so p.m. sundays excepted Public Elementary, Wood lane (mixed), built in 1878, Hargate (mixed) Sdhool, originally endowed in 1727 by ttt a. cost of £990, & enlarged in 1895 for 151 children; Mary Deacon with land in the parish of Holbeach, for average attendance, 109; William English, master; the free education of certain scholars, who for many Mrs. English, mistress years were taught in the church & afterwards in a Public Elementary, Fen (mixed), built in 1878, at a cost building in the churchyard: the ·school lha.s now ceased Of £960, for lOO children i average attendance, 56 i Lo exist; t•he old school house, built in 1842, is now Wm. Chas. S. Olarke, master; Mrs. Clarke, mistress used as a Reading Room, & the children attend the Elementary school in Wood lane, to which the endow- Railway Station, Samuel Shotliffe, station master ment is now transferred (Marked thus * letters should be *Darlow Thomas, farmer *Marshall Robert Doncaster, farmer addressed Holbeach Fen.) *Dickerson Arthur Martin, farmer *Marshal! William A. farmer PRIVATE RESIDENTS. Dixon Christopher, cottage farmer Munson James Adlard, farmer Bolton MiSlil, Fleet road Dodman William Barnes, grocer Neal Waiter Joseph, farmer .Burgess Misses, Fleet road *Faulkner Isaac, cottage farmer *Oliver Fredk.