The Formation and Properties of Machining Burrs
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
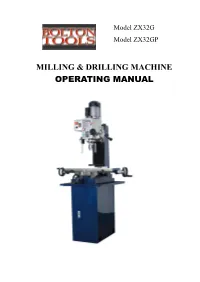
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

New Products 2021
NEW PRODUCTS 2021 CONTENTS 8 SOLID MILLING CUTTERS • S7 - TROCHOIDAL 5-FLUTE CUTTERS • S7 - HIGH PERFORMANCE END MILLS • S791 - BARREL END MILL • S6 - ALUMINIUM END MILLS • S561 - HARD MILLING CUTTER 42 TNGX 16 • ECONOMICAL MILLING CUTTERS AND INSERTS 52 GL • PARTING-OFF & GROOVING TOOLS AND INSERTS 66 T8430 • NEW GENERATION PVD GRADE 1 Ultimate Hardness Examples of material ISO group Tensile Strength WMG (Work Material Group) (HB or HRC) (AISI, EN, DIN, SS, STN, BS, UNE, CN, AFNOR, GOST, UNI...) (MPa) AISI 1108, EN 15S22, DIN 1.0723, SS 1922, ČSN 11120, BS 210A15, UNE F.210F, GB Y15, AFNOR 10F1, GOST A30, P1.1 sulfurized < 240 HB ≤ 830 UNI CF10S20 Free machining steel AISI 1211, EN 11SMn30, DIN 1.0715, SS 1912, ČSN 11109, BS 230M7, UNE F.2111, GB Y15, AFNOR S250, GOST A40G, P1.2 sulfurized and phosphorized < 180 HB ≤ 620 P1 (carbon steels with increased machinability) UNI CF9SMn28 sulfurized/phosphorized AISI 12L13, EN 11SMnPb30, DIN 1.0718, SS 1914, ČSN 12110, BS 210M16, UNE F.2114, GB Y15Pb, AFNOR S250Pb, P1.3 < 180 HB ≤ 620 and leaded GOST AS35G2, UNI CF10SPb20 P2.1 containing <0.25%C < 180 HB ≤ 620 AISI 1015, EN C15, DIN 1.0401, SS 1350, ČSN 11301 , BS 080A15, UNE F.111, GB 15, AFNOR C18RR, GOST St2ps, UNI Fe360 Plain carbon steel AISI 1030, EN C30, DIN 1.0528, SS 1550, ČSN 12031, BS 080M32, UNE F.1130, GB 30, AFNOR AF50C30, GOST 30G, P2.2 containing <0.55%C < 240 HB ≤ 830 P2 (steels comprised of mainly iron and carbon) UNI Fe590 P2.3 containing >0.55%C < 300 HB ≤ 1030 AISI 1060, EN C60, DIN 1.0601, SS 1655, ČSN 12061, BS 080A62, -

Burrs—Analysis, Control and Removal CIRP Annals
CIRP Annals - Manufacturing Technology 58 (2009) 519–542 Contents lists available at ScienceDirect CIRP Annals - Manufacturing Technology journal homepage: http://ees.elsevier.com/cirp/default.asp Burrs—Analysis, control and removal J.C. Aurich (1)a,*, D. Dornfeld (1)b, P.J. Arrazola (3)c, V. Franke a, L. Leitz a, S. Min (2)b a Institute for Manufacturing Technology and Production Systems, University of Kaiserslautern, Germany b Laboratory for Manufacturing and Sustainability, University of California, Berkeley, USA c Manufacturing Department, Faculty of Engineering, Mondragon University, Mondrago´n, Spain ARTICLE INFO ABSTRACT Keywords: Increasing demands on function and performance call for burr-free workpiece edges after machining. Machining Since deburring is a costly and non-value-added operation, the understanding and control of burr Burr formation is a research topic with high relevance to industrial applications. Following a review of burr Burr control classifications along with the corresponding measurement technologies, burr formation mechanisms in machining are described. Deburring and burr control are two possible ways to deal with burrs. For both, an insight into current research results are presented. Finally, a number of case studies on burr formation, control and deburring along with their economic implications are presented. ß 2009 CIRP. 1. Motivation and introduction to issues regarding burrs asked to name the manufacturing share related to burrs for a specific workpiece. The expenses are caused by an increase of The demands placed by designers on workpiece performance about 15% in man power and cycle times. In addition, a 2% share in and functionality are increasing rapidly. Important aspects of the reject rate and a 4% share in machine breakdown times due to manufacturing’s contribution to the fulfillment of these demands burrs were reported (see Fig. -
Full Catalog
Catalog Contents: Profile and Copy Milling Program Inch 6 • Metric 58 Graphite Machining Program Inch 8 • Metric 60 PCD & CBN Inserts Inch 18 • Metric 72 Copy Milling / Button Insert Cutters Inch 24 • Metric 77 APKT Square Shoulder Cutters Inch 28 • Metric 82 Aluminum Milling Cutters Inch 30 • Metric 83 High Feed Indexable Milling Program Inch 32 • Metric 87 Solid Carbide End Mill Program Inch 39 • Metric 97 SD Collet & HM Milling Chucks Inch 50 • Metric 117 Catalog Contents Catalog Millstar is an industry leader in producing die and mold profile tooling and solid carbide tools. Millstar tools are designed for conventional profile machining, and high speed and hard milling with modern machine tools and methods. Millstar Profile Milling Tools represent the latest in profile and contour milling technology, resulting in shorter machining and lead times, higher machining accuracy and true contouring results. Customers include die and mold machining companies, aluminum extrusion companies, high speed machining mold makers, and aerospace and medical component industries. Insert tooling is typically used in roughing and finishing applications. The Millstar product line is manufactured in the USA, and all tools are fully traceable. Nearly six decades of cutting tool design and manufacturing for automotive, aerospace and many other industries, as well as special design capabilities using 3-D CAD allow us to respond quickly to requests for special designs. The Millstar Story The 1 Insert Overview The Inserts • Choose from side-cutting ball nose Rock Solid Insert Millstar inserts are fully ground inserts with 180 degree nose radius, Clamping and popular ball nose inserts with a precision inserts for better chip control, Cutting insert clamping is highly cutting edge covering 230 degrees faster metal removal and higher surface accurate and rigid. -

Machining of Aluminum and Aluminum Alloys / 763
ASM Handbook, Volume 16: Machining Copyright © 1989 ASM International® ASM Handbook Committee, p 761-804 All rights reserved. DOI: 10.1361/asmhba0002184 www.asminternational.org MachJning of Aluminum and AlumJnum Alloys ALUMINUM ALLOYS can be ma- -r.. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because be used with little danger of burring the part ," ,' ,,'7.,','_ ' , '~: £,~ " ~ ! f / "' " of their complex metallurgical structure, or of developing buildup on the cutting their machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure aluminum. major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds. stituents have a beneficial effect, and ,o IIR Wrought Alloys. Most wrought alumi- insoluble abrasive constituents exert a det- num alloys have excellent machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation machining. A thorough and nonabrasive are beneficial because they e,,{' , understanding of tool designs and machin- assist in chip breakage; such constituents s,~ ,.t ing practices is essential for full utilization are purposely added in formulating high- of the free-machining qualities of aluminum strength free-cutting alloys for processing in alloys. high-speed automatic bar and chucking ma- Strain-hardenable alloys (including chines. " ~ ~p /"~ commercially pure aluminum) contain no In general, the softer ailoys~and, to a alloying elements that would render them lesser extent, some of the harder al- c • o c hardenable by solution heat treatment and ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool. -
UC Berkeley Consortium on Deburring and Edge Finishing
UC Berkeley Consortium on Deburring and Edge Finishing Title Advancing Cutting Technology Permalink https://escholarship.org/uc/item/7hd8r1ft Authors Byrne, G. Dornfeld, David Denkena, B. Publication Date 2003 Peer reviewed eScholarship.org Powered by the California Digital Library University of California Advancing Cutting Technology G. Byrne1 (1), D. Dornfeld2 (1), B. Denkena3 1 University College Dublin, Ireland 2 University of California, Berkeley, USA 3 University of Hannover, Germany Abstract This paper reviews some of the main developments in cutting technology since the foundation of CIRP over fifty years ago. Material removal processes can take place at considerably higher performance levels 3 in the range up to Qw = 150 - 1500 cm /min for most workpiece materials at cutting speeds up to some 8.000 m/min. Dry or near dry cutting is finding widespread application. The superhard cutting tool materi- als embody hardness levels in the range 3000 – 9000 HV with toughness levels exceeding 1000 MPa. Coated tool materials offer the opportunity to fine tune the cutting tool to the material being machined. Machining accuracies down to 10 µm can now be achieved for conventional cutting processes with CNC machine tools, whilst ultraprecision cutting can operate in the range < 0.1µm. The main technological developments associated with the cutting tool and tool materials, the workpiece materials, the machine tool, the process conditions and the manufacturing environment which have led to this advancement are given detailed consideration in this paper. The basis for a roadmap of future development of cutting tech- nology is provided. Keywords: Cutting, Material Removal, Process Development ACKNOWLEDGEMENTS geometrie”. -

Article in Cutting Tool Engineering (June 2002)
CUTTING TOOL ENGINEERING / June 2002 Out of Touch Tools and technologies for removing hard-to-reach burrs. Removing hard-to-reach burrs, such as those that form at internal cross-hole intersections, can be a real pain. Vibratory tumblers often are not an option because of the media these systems use. The media are either too large to reach the area in need of deburring or, if small enough to gain access, some of them become lodged in the part. Attempting to remove these types of burrs manually can create problems, too. Rotary files often produce inconsistent results. Presented here are some of the technologies and cutting tools that effectively and consistently deburr hard-to-reach burrs: electrochemical machining, thermal deburring, chemical deburring, abrasive-flow machining, waterjet deburring and spindle-driven carbide deburring tools. The Cationic Method Electrolytic cationic deburring is an effective method for removing hard-to-reach burrs. Also known as electrochemical machining (ECM), this sophisticated process involves pumping an electrolyte solution, such as sodium chloride or sodium nitride, through the space between the electrode tool (cathode) and the workpiece (anode). Workpieces receive a positive charge from anode contacts mounted on the fixture. Material is selectively removed from the positively charged workpiece when the electrolyte is flushed between it and a negatively charged electrode. There is no direct contact between the tool and workpiece, so there is no part or tool wear, distortion or mechanical stress. ECM also doesn’t produce a recast layer, said Joe Zmick, division manager for Cation, a Troy, Mich., ECM job shop. Zmick said any workpiece that’s conductive is suitable for the process. -

Study on Burr Formation in Turning
STUDY ON BURR FORMATION IN TURNING Álisson Rocha Machado Almir Kazuo Kaminise Marcio Bacci da Silva Rafael Gonçalves Ariza Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica, Bloco 1M Campus Santa Mônica, 38400089, Uberlândia, MG, Brazil, [email protected] Abstract: Several deburring processes have been used for burr removal, rising the cost of the part machined and affecting productivity. Deburring processes depend on the type of burr formed and includes grinding, chamfering among others. Although important in machining operations there are few works concentrated on burr prevention, elimination or minimisation. The complexity of the parameters involved and the difficulty to control them have directed the works to the effect instead of to the cause of burr formation. According to the literature it is impossible to avoid burr formation, however, it can be possible change some characteristics and properties of the burrs to facilitate its reduction after the cut or to decrease its dimensions to acceptable magnitudes. This work presents a study of burr formation for semi-orthogonal cutting operation of carbon steel. The burrs are analysed and measured using scanning electronic microscope and tool microscope. The results showed that the cutting conditions and tool geometry control the characteristics of the burrs. Feed rate and entering angle are the main cutting parameters affecting burr dimensions. Microhardness results also show that the material is highly hardened during the process of burr formation. Keywords: Burr, Turning, Machining 1. Introduction Burr formation is one of the main problems on cutting operations of metals. It is detrimental to the cut and can cause premature failure of the tool, geometrical error in the workpiece and may result in a serious problem on assembly. -

An Experimental Study on Burr Formation in Turning
ISSN(Online) : 2319-8753 ISSN (Print) : 2347-6710 International Journal of Innovative Research in Science, Engineering and Technology (An ISO 3297: 2007 Certified Organization) Vol. 5, Issue 3, March 2016 An Experimental Study on Burr Formation in Turning NibirSaha1, DebajitTalukdar2, Kamal Upadhaya3, ChayadBarbhuiya4, ManjuriHazarika5, B.E. Student, Department of Mechanical Engineering, Assam Engineering College, Guwahati, Assam, India1 B.E. Student, Department of Mechanical Engineering, Assam Engineering College, Guwahati, Assam, India2 B.E. Student, Department of Mechanical Engineering, Assam Engineering College, Guwahati, Assam, India3 B.E. Student, Department of Mechanical Engineering, Assam Engineering College, Guwahati, Assam, India4 Associate Professor, Department of Mechanical Engineering, Assam Engineering College, Guwahati, Assam, India5 ABSTRACT:Burrs are undesirable extended surface over a workpiece. In turning operation, burrs are mainly formed at the side of the workpiece where the tool loses contact with the workpiece. Burr removal processes are costly and time consuming, so it is desirable to remove burrs at the initial stage. However, it is impossible to remove burr completely, therefore efforts are on to minimize it. In turning, process parameters affect burr heights to a large extent. A proper combination of process parameters can lessen burr height.The present experimental work studies the variation of burr height in turning of aluminium workpiecewith respect to the change in process parameters, viz. feed, cutting velocity and depth of cut. The experimental work is carried out in CNC lathe and the burr heights are measured with a profile projector. It is observed that generally burr height increases with feed, cutting velocity and depth of cut. However, the ranges of feed and cutting velocity used also affect the trend of increasing or decreasing burr height. -

Burr Minimization in Drilled Holes Through Drill Geometry Innovation
BURR MINIMIZATION IN DRILLED HOLES THROUGH DRILL GEOMETRY INNOVATION Introduction Objectives Experimental Results • Conduct research into the current methods and ideas of reducing burr formation through changes in drill geometry. Drilling Conditions: • Have two innovative drills configured based on this research. Drill: SD Spindle Speed: 4000 rpm Observations & Analysis • Test the above mentioned drills as well as the standard twist drill so that their effectiveness of Coolant: ON Work piece: Clamped • Increase in Feed Rate resulted minimal burr formation can be evaluated at different input parameters. in an increase in Axial Thrust • Study the drill chip morphology and drilling mechanism. • Step Drill resulted in lowest • Draw conclusions based on the above evaluation. Axial Thrust • Make recommendations based on the knowledge gained and conclusions made. • Point Drill and Step Drill resulted in a reduction in burr height Burr Formation In Engineering, a “burr” refers to the raised edge on a metal part often generated during cutting or punching. More specifically, burrs are unwanted material remaining after a machining process such as drilling, grinding, turning or milling. These are undesirable projections of materials Drilling Conditions: on the edge of the surface arising because of plastic deformation during Feed Rate: 200 mm/min Spindle Speed: 4000 rpm machining operations. Coolant: ON Work piece: Clamped Burrs are created in most machining operations, and are only considered to be intolerable protrusions when the shape or size hinders the function of the part. The magnitude of the burr can be defined by its height (h) and Figure 1: Cross Section Showing Burr Height thickness (w) as shown in Figure 1.