Manual Labour and Industry: a Mutual Stimulation Proven in an Intercultural Research Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Textiles of the Han Dynasty & Their Relationship with Society
The Textiles of the Han Dynasty & Their Relationship with Society Heather Langford Theses submitted for the degree of Master of Arts Faculty of Humanities and Social Sciences Centre of Asian Studies University of Adelaide May 2009 ii Dissertation submitted in partial fulfilment of the research requirements for the degree of Master of Arts Centre of Asian Studies School of Humanities and Social Sciences Adelaide University 2009 iii Table of Contents 1. Introduction.........................................................................................1 1.1. Literature Review..............................................................................13 1.2. Chapter summary ..............................................................................17 1.3. Conclusion ........................................................................................19 2. Background .......................................................................................20 2.1. Pre Han History.................................................................................20 2.2. Qin Dynasty ......................................................................................24 2.3. The Han Dynasty...............................................................................25 2.3.1. Trade with the West............................................................................. 30 2.4. Conclusion ........................................................................................32 3. Textiles and Technology....................................................................33 -

Silk Ways - Ancient Threads and Modern Networks
Silk ways - Ancient threads and modern networks By Ole Zethner and Rie Koustrup Koustrup & Co. 2007 Raw English translation of Danish text “Silkens veje – gamle tråde og nye netværk” by Ole Zethner. Numbers placed after each chapter refer to page numbers in the book. 1 Introduction Page 5 In more than 5.000 years people have found it pleasant to wear clothes of silk. Silk is cool in the summer, warm in the winter, but always comfortable. It is light, but at the same time strong, and the skin can breathe through silk. And silk is delightful for the eye – and for the fingers. Natural silk is spun by larvae of the silk moth. When the larva is going to pupate, is spins a case of silk around itself. Inside this case, the cocoon, the larva develops into a pupa and at last - if it is permitted to do it - into an adult moth. Often the larvae are called silk worms. However, zoologically the larvae have nothing to do with worms, as the moths are insects. Hence, we use the name silk larvae. Apart from a short description of wild silk butterflies, this book is about the mulberry silk moth, who’s larvae feed on leaves of the mulberry tree. The nature photographer Gerth Hansen has photographed the biological development, and the most important part-processes of silk production and the particular qualities of silk are accounted for. The WAYS OF SILK tells about the geographical silk roads, along which the silk was dispersed. Also, the importance of silk in the history of civilisation is treated. -
![The Ancient Art of Spinning a Yarn[I]](https://docslib.b-cdn.net/cover/3779/the-ancient-art-of-spinning-a-yarn-i-793779.webp)
The Ancient Art of Spinning a Yarn[I]
The ancient art of spinning a yarn[i] By Sam Kerr Through the ages, in the ancient ‘Classical World’, the exquisite work of hand spinning of animal fur fiber was excelled in, with finesse, principally by women. A delicate art process, the single or double ply yarn was produced by a fine twisting together of the fibers employing deft finger movements.[ii] The hand spinning of yarn from wool fleece (both in Iran and on the Subcontinent) has been continued for millennia by Zarathushtis, mainly for the weaving of their sacred thread, the ‘Kusti / Kushti / Koshti’ [The Avestan word ‘Aiwi-yaaonghana’ (‘aiwi’ is around / surrounding; ‘yaaonghana’ is protection) means ‘surrounding protection / girdle of protection’]. Such was the emphasis given to this domestic art that among the basic household talents expected of an Iranian lady it was placed in very high esteem. As a child I had noted my paternal aunt in Surat always assumed a certain posture when she made preparations for the hand spinning. Sitting upright at the edge of a couch or bed she would cross her right leg at right angle under her left thigh. Watching her carefully I had noticed she would tie the leader and secure the end onto the hook of the spindle. Being right handed she always held the wool fleece in the right hand. Leaving the fibers at the end of the leader loose she would let the spindle hang precariously beneath her right hand suspended by the leader. Swiftly, with the fingers of her left hand, she would then spin the drop-spindle from the shaft in a clockwise direction making the spindle rotate rapidly. -

The Textile Machinery Collection at the American Textile History Museum a Historic Mechanical Engineering Heritage Collection
THE TEXTILE MACHINERY COLLECTION AT THE AMERICAN TEXTILE HISTORY MUSEUM A HISTORIC MECHANICAL ENGINEERING HERITAGE COLLECTION Textiles are an important part of our everyday lives. They clothe and comfort us, protect our first-responders, Introduction filter the air in our automobiles, and form the core of the fuselage in our newest aircraft. We enjoy their bright colors, wrap up in their warmth, and seldom give a second thought to how they make bicycles stronger and lighter or how they might be used to repair our vital organs. As textiles have changed from the first simple twisted fibers to high-tech smart fabrics, the tools and machinery used to make them have evolved as well. Drop spindles and spinning wheels have given way to long lines of spinning frames. And looms now use puffs of air instead of the human hand to insert the weft thread in a growing length of fabric. During the eighteenth and nineteenth centuries, textile manufacture was the catalyst for the Industrial Revolution in America. It was the leading edge in the transformation from an agricultural to a manufacturing economy and started the move of significant numbers of people from rural areas to urban centers. With industrialization came a change in the way people worked. No longer controlled by natural rhythms, the workday demanded a life governed by the factory bell. On the consumer side, industrialization transformed textiles from one of a person’s most valuable possessions to a product widely available at incredibly low prices. For more than a century, textile mills in Great Britain and the United States dominated textile production and led the industrial revolution in both Europe and North America. -

The Old Creamery Quilt Shop
The Old Creamery Quilt Shop Open Monday – Friday 10-5 Saturday 9-4 (320) 749-2420 Website - www.oldcreameryquiltshop.com Follow us on Facebook – 120 Superior Street the old creamery quilt shop Randall, Mn 56475 2017 October 2017 It is the end of September and in Minnesota the fall colors are in peak form, soon to be replaced by falling leaves. Pumpkins are on doorsteps, Halloween is on display in stores. With much cooler temperatures looming on the horizon, it’s time once again to dust off the sewing machine. Fall is a great time to cozy up to your machine and spend some time crafting on chilly autumn days! Find fabrics that are rich in color and patterns with autumn motifs, and you will have a sensational time sewing projects perfect for the fall season. We have continued to improve our new classroom by purchasing new sewing machines available for your use. If you are taking a class and wish to use one of our machines, please call to reserve one to ensure there are enough machines set up. Creamery Classes… Please see the website for supplies needed for each class Knitting Block of the Month 2nd Monday of every month The Great American Aran Afghan Fee: $12.50 for the book “Fly The Coop” Quilt, 57” x 57”, Oct. 12 and 26 from 10:00 to 1:00, Nov. 4 from 9:30 to 2:30, Fee: $45 plus kit This is a three session class using the “Fly The Coop” kit featuring fabrics. The first two sessions will feature instructions on the two main blocks in this quilt and the last session will instruct you on the border blocks and will include plenty of sewing time. -

Bible Word List and Reading Plan
A Bible Word List Daily Reading & Plan A list of words in the Authorised (King James) Version describing terms no longer in everyday use, or now used with a different meaning. Also, a course for reading through the whole Bible once in two years, the Psalms and the New Testament twice. B IBLE W ORD L IST AND D AILY R EADING P LAN Trinitarian Bible Society William Tyndale House, 29 Deer Park Road London SW19 3NN, England Bible Word List and Daily Reading Plan Product Code: BWL2 ISBN 978 1 86228 148 6 © 1993, 2016 Trinitarian Bible Society William Tyndale House, 29 Deer Park Road London SW19 3NN, England Registered Charity Number: 233082 (England) SC038379 (Scotland) 10M/12/16 A BIBLE W ORD L IST HIS list gives brief explanations of words in the Authorised Version describing unfamiliar Tobjects, animals and plants, weights, measures and money, and words no longer in every- day use, or now used with a different meaning. If the English word is used in more than one sense, or stands for more than one Hebrew or Greek word, the list refers to passages where the word is used with each meaning. In most cases the list gives all the places where the word is found. An asterisk * means that the word is used in other passages with its normal mean- ing, or with one of the meanings given. This is not a complete list of unfamiliar or archaic words. We would recommend that the reader use a good English language dictionary to aid in understanding words which this list does not define. -

Moondance Tickets on Sale Aug 1
ART EDUCATION GALLERIES EVENTS NEWS MOONDANCE TICKETS ON SALE AUG 1 EDUCATION EXHIBITION EVENTS ART EDUCATION GALLERIES EVENTS NEWS 1 The MISSION of BAYarts is to provide a welcoming lakeside environment to STIMULATE, ENCOURAGE and SUPPORT professional and aspiring artists of all ages through COLLABORATION, EDUCATION & EXHIBITION. seasonal produce BAYarts meat cheese FARM +MARKET ART bread CONTINUES THRU teas SEPTEMBER scents EVERY THUR 5-8 garden needs *Open in September from 4-7 pm ARToberfest NOW Friday, Oct 20 BOOKING 7-11 pm on BAYarts Campus Hearty Seasonal Fare, Libations, Bonfires holiday parties 21 & Over Limited ADVANCE Tickets only AT BAYARTS on sale September 11th www.bayarts.net ARTmarkoberfest your calendar BAYarts Fuller House Gallery is the perfect place to host your holiday party. Groups of up to 75. Also booking larger events for Summer 2018. Event Professionals will take care of all the details [email protected] ART EDUCATION GALLERIES EVENTS NEWS 2 moondance SAT SEP 9 6:30-10:30 PM LOCAL EATERIES & LIBATIONS 87 WEST BONFIRES, WINE PULL, AND SILENT AUCTION BEARDEN’S under the stars on Bayarts Cleveland Metroparks Campus BOMBA TACOS & RUM CABIN CLUB CARRABBA’S ITALIAN GRILLE CLEVELAND VEGAN MUSIC:FIRESIDE GITTA’S TABLE & WINE SHOP PREPARE TO DANCE! IRONWOOD CAFÉ facebook.com/FireSideLakewood KERNAL’S BY CHRISSIE LEVY RESTAURANTS MARIGOLD CATERING MICHAEL SYMON’S B SPOT MOJO’S COFFEE & MORE HONOREE: MICHAEL GILL PEARL OF THE ORIENT ARTIST, ADVOCATE, WRITER, EXECUTIVE DIRECTOR AND CO-FOUNDER PIER W OF CAN, NORTHEAST OHIO’S VISUAL ROSEWOOD GRILLE ARTS JOURNAL TAKI’S GREEK KITCHEN SUPERIOR BEVERAGE …AND MORE EXCLUSIVE RECEPTION FOR MOONDANCE SPONSORS FEATURING FOOD FROM TAKI’S GREEK KITCHEN, PRIVATE BAR & PREFERRED PARKING BEGINNING AT 5:30 PM ADVANCED LIMITED TICKETS ON SALE AUG 1ST BAYARTS.NET this event ALWAYS sells out VIVID DIAMOND & DESIGNS $1000 RAFFLE BAY PEDIATRIC DENTISTRY . -
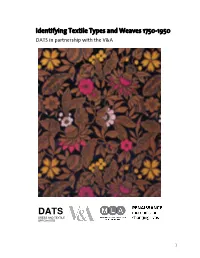
Identifying Textile Types and Weaves 1750-1950 DATS in Partnership with the V&A
Identifying Textile Types and Weaves 1750-1950 DATS in partnership with the V&A DATS DRESS AND TEXTILE SPECIALISTS 1 Identifying Textile Types and Weaves 1750-1950 Text copyright © DATS, 2007 Image copyrights as specified in each section. This information pack has been produced to accompany a one-day workshop of the same name taught by Sue Kerry and held at Birmingham Museum and Art Gallery Collections Centre on 29th November 2007. The workshop is one of three produced in collaboration between DATS and the V&A, funded by the Renaissance Subject Specialist Network Implementation Grant Programme, administered by the MLA. The purpose of the workshops is to enable participants to improve the documentation and interpretation of collections and make them accessible to the widest audience. Participants will have the chance to study objects at first hand to help increase their confidence in identifying textile materials and techniques. This information pack is intended as a means of sharing the knowledge communicated in the workshops with colleagues and the public. Other workshops / information packs in the series: Identifying Printed Textiles in Dress 1740 -1890 Identifying Handmade and Machine Lace Front Cover - English silk tissue, 1875, Spitalfields. T.147-1972 , Image © V&A Images / Victoria and Albert Museum 2 Identifying Textile Types and Weaves Contents Page 2. List of Illustrations 1 3. Introduction and identification checklist 3 4. Identifying Textile Types - Fibres and Yarns 4 5. Weaving and Woven Cloth Historical Framework - Looms 8 6. Identifying Basic Weave Structures – Plain Cloths 12 7. Identifying Basic Weave Structures – Figured / Ornate Cloths 17 8. -

Great Spring Exposition and Sale of Silks $139
12 -- A THE OMAHA SUNDAY BEE: FEBRUARY 22, 1914. Chicago Tuesday evening. After ANTE-ROO- street ECHOES OF THE M tho Usual business addresses were heard from upon topics of science ami several ANNUM- -' Grand Army of Republic Eesenti art and songs were sung In nuantlty. Among the classmen taking part wers Changing Flag Emblem. Kenneth Flnlayson. IU Malcolm, IIIslop. MOTOR CAR McTaggart, Watson, James Howie. Mulr Q y. o HIGHLANDERS PLAN SOCIALS Home, Hamilton, Gait. French and Llnd-sa- .SHOW Next meeting will have a special Tftllthta of Lather Will Hold LR entertainment program. Wednesday Initiation Erenln I.ndlra of the Modern Sfnorntires. t the Reirular Meet-In- ir Omaha hive No. 1K2. Indies of the Mod Place. Maccabees, will hold a regular Iern Wednesday afternoon at Myrtle hall. Date City hlvo No. 9, Ladles of ttv) At a meeting of the V. 8. Grant .post, Modern Maccabees, will glvo a card Great Spring Exposition and Sale of Silks So. 110, Department of Nebraska, Grand party Friday afternoon at Continental Army of the Itepubllc, tho following pro-amb- le halt. Fifteenth and Douglas streets. and resolutions were adopted unan Special Purchases Bring Unrivalled Values in the Wanted Weaves imously. They were prepared by a. Pnlnter' Union, B. preparations hayo been raado with the expectation of the greatest silk season in history. We have committee of three. It. P. Tuten, R. Notice Is hereby given that there will OUR our Wilcox and Joseph MaJllson. be a smoker at the lodge rooms, Nine immense stocks of the best weaves of American and foreign producers the most extensive and varied The members of tho V. -

Master Spinner Handbook Content in This Document Is Current As of Time of Printing
Master Spinner Handbook Content in this document is current as of time of printing. Check the Master Spinner website for any recent changes Table of Contents Website:www.oldscollege.ca/programs/continuing-education/fibre-arts Administrative Information 1. Master Spinners Program Introduction and Policies ....................................................................... 1 2. Frequently Asked Questions .......................................................................................................... 6 3. APA Format (Formatting and Style Guide Summary) ................................................................. ..9 4. Level 6 In-Depth Study Policy ................................................................................................... .11 5. In-Depth Study Permission and License…………………………………………………………...16 6. In-Depth Study Proposal Submission Form ................................................................................ ..17 7. In-Depth Study Guidelines…………………………………………………………………….…...19 8. Levels 1-6 Competency Profiles .................................................................................................. 21 Technical Information 8. Twist Per Inch ............................................................................................................................ 29 9. Count ......................................................................................................................................... 33 10. Review of Spinning Techniques ................................................................................................ -

Dormani Yarns
DORMANI YARNS 318 LORD STREET HIGHGATE WA 6003 AUSTRALIA PHONE +61 8 9328 3050 FAX +61 8 9328 6696 WEB: www.dormani-yarns.com EMAIL: [email protected] YEOMAN YARNS YEOMAN YARNS ACRYLICS METALLICS LUX KALEIDOSCOPE 1 PLY 100% ACRYLIC YKAL 450gm 46.20 REXOR LUREX FILAMENT 61% POLYESTER/39% NYLON YR 50gm 15.00 SUPERSHEEN 1 PLY 100% BRIGHT ACRYLIC YSU 450gm 31.75 STARLIGHT 4 PLY 55% VISCOSE/35% POLY/10% NYL LUREX GOLD/SILVER YST 100gm 15.00 CASHMILON 4PLY 100% ACRYLIC YC 500gm 27.10 GLAMOUR 2 PLY 82% VISCOSE 7% NYLON 11% POLYESTER YG 250gm 36.90 COTTONS MANILA 2 PLY 86% VISCOSE/5% NYLON/9% POLYESTER LUREX YM 250gm 33.00 ACRYLIC COTTON 4 PLY 50% COTTON/50% ACRYLIC YAC 500gm 30.50 WOOLS/SILKS CANNELE 4 PLY 100% MERCERISED COTTON YCAN 250gm 33.00 AURORA KNITS AS FINE 4PLY 24% WOOL 20% NYLON 56% ACRYLIC YA 400gm 34.10 DK COTTON DOUBLE KNIT SOFT MATT COTTON YDK 450gm 42.75 SILK BOURETTE 4 PLY FINE UNWASHED SILK YSB 450gm 40.40 BRITTANY 2 PLY 100% MATT COTTON YBRI 350gm 31.20 TIBET 3 PLY FINE13%SILK 65% MERIONOWOOL22%NYLON YTB 450gm 48.00 PANAMA KNITS AS 4 PLY 50% COTTON/50% ACRYLIC YP 500gm 38.00 FELTING WOOL 1 PLY PURE NEW WOOL YFW 350gm 33.00 CK2 SLUB 3 PLY MATT ECRU NATURAL COTTON YCK 500gm 26.60 TWISTER 4 PLY FINE 100% PURE WOOL YT 500gm 46.20 LINCOT 3 PLY 38%COTTON/62%LINEN YLIN 450gm 34.65 SPORT 4 PLY 100% MACHINE WASHABLE MERINO WOOL YSP 500gm 55.00 COTTON CLUB ASSORT PLYS 100% SOFT COTTON/LINEN/CRAFT YCC 500gm 28.90 FIFTY FIFTY 2 PLY 50% WOOL/50% ACRYLIC YFF 350gm 32.50 SARI 3 PLY 55% COTTON/20% LINEN/25% ACRYLIC YSR 500gm 44.00 ARAN-KNIT -
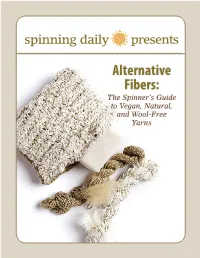
Spinning Daily Presents Alternative Fibers: the Spinner's Guide To
presents Alternative Fibers: The Spinner’s Guide to Vegan, Natural, and Wool-Free Yarns ©F+W Media, Inc. ■ All rights reserved ■ F+W Media grants permission for any or all pages in this issue to be copied for personal use Spin.Off ■ spinningdaily.com ■ 1 pinners have worked with wool for thousands of years, and with good reason: it dyes easily, wears well, and Scomes from cute sheep. But it’s not the only option available nowadays. We can spin fiber produced from other animals, from plants, or from manufacturing processes. Bam- boo, soy, and corn can all be made into yarn. So can wood pulp and seaweed: if you’ve never heard of Seacell, Modal, or Lyocell, read on. Do all of these spinnable fibers qualify as natural? Are they vegan (i.e., animal-friendly) or at least animal- neutral? How sustainable are the different production methods? It depends on your personal definitions and choices. Some people might see rayon, extruded from wood pulp, as too far removed from Nature, while others might prefer rayon to water-intensive hemp retting. You’ll read about protein and cellulose fibers in the first article, then find others on plant-based fibers, either directly from the plant or processed in some way. If you want to spin something other than wool, you can find the perfect substitute here. Happy spinning, Anne Merrow [email protected] ©F+W Media, Inc. ■ All rights reserved ■ F+W Media grants permission for any or all pages in this issue to be copied for personal use Spin.Off ■ spinningdaily.com ■ 2 What are natural fi bers? BY A MY C LARKE M OORE atural fi bers occur naturally in na- not usually included in the natural fi ber catego- a Nture, naturally.