Drexler School of Watch Repairing No 4
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Vleeuwen on Van Call
© 2013 Antiquarian Horological Society. Reproduction prohibited without permission. MARCH 2013 Jan van Call and the age of the pendulum clock in the Netherlands Pier van Leeuwen* The signature of Jan van Call, best known for his work on turret clocks, appears on a controversial wall clock that was the subject of a symposium held at the British Museum in 2011. At this symposium, the author sketched van Call’s documented biographical data against the colourful background of Anglo-Dutch history. This article, a much reduced version of that presentation, focuses on Van Call’s specific achievements and preserved heritage. From Kall to Nijmegen Brabant. The brass drum had twenty-four holes on one Jan van Call was born in Kall in the German Eifel and rule of about 45 cm. On 1 January 1647 Jan Becker moved to Batenburg near Nijmegen in the Dutch duchy Call was granted citizenship in the town of Nijmegen, of Guelders (since 1814 Province of Guelderland). This by which time he must have moved from Batenburg to old capital of the duchy had a rich medieval history, the capital. Amongst other constructional work he renowned among art historians as the birthplace of the produced pumps, drains and waterworks.3 Limburg brethren, court illuminators of at least two Books of Hours for the Duke of Berry. Nijmegen had an Repairing a monumental clock impressive medieval castle known as the Valkhof, once In the year in which he officially became a citizen of inhabited by emperor Charles V who made the old Nijmegen, Jan van Call repaired, for the fee of 280 duchy another part of his Habsburg realm. -

Evolution of Clock Escapement Mechanisms
Miodrag Stoimenov Associate Professor Evolution of Clock Escapement University of Belgrade Faculty of Mechanical Engineering Mechanisms Branislav Popkonstantinović Associate Professor The paper presents and explains the evolution of details design of the clock University of Belgrade escapement mechanisms through the ages. As particularly significant, the Faculty of Mechanical Engineering following mechanisms are emphasized: the crown wheel (verge & foliot), Ljubomir Miladinović anchor recoil, deadbeat and detached escapements, and their variations – Associate Professor gravity and chronometer escapements, as well as the English and Swiss University of Belgrade lever watch escapements. All important geometrical, kinematical and Faculty of Mechanical Engineering dynamical properties and the influence of these properties on the clock Dragan Petrović accuracy are explained. Associate Professor University of Belgrade Keywords: clock, escapement, evolution, mechanism, lever. Faculty of Mechanical Engineering 1. INTRODUCTION oscillator with the restoring force and standardized pace. The crown wheel rate, acted upon by driving torque, is This work is aimed at a qualitative analysis of regulated only by the foliot inertia with a rather advancement in escapement mechanism structural unpredictable error. When the crown wheel is rotating, definition and development of a timepiece over the past the pallet of the verge is caught by one of the wheel’s seven centuries. This study cowers the following issues teeth, rotating the verge and a solid foliot in one a) the crown wheel, the verge and foliot, b) the recoil direction and leading to engagement of the opposite anchor escapement, c) deadbeat escapements, and d) tooth with the second pallet [4]. Due to the foliot inertia, detached escapements. Measure of the effectiveness in that next tooth stops the wheel’s motion, and the wheel the regulator horological properties could be specified with its eigen driving torque finally stops the rotation of as follows: a) the level of constructive and dynamic the foliot too. -
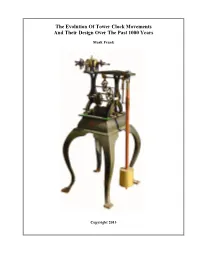
The Evolution of Tower Clock Movements and Their Design Over the Past 1000 Years
The Evolution Of Tower Clock Movements And Their Design Over The Past 1000 Years Mark Frank Copyright 2013 The Evolution Of Tower Clock Movements And Their Design Over The Past 1000 Years TABLE OF CONTENTS Introduction and General Overview Pre-History ............................................................................................... 1. 10th through 11th Centuries ........................................................................ 2. 12th through 15th Centuries ........................................................................ 4. 16th through 17th Centuries ........................................................................ 5. The catastrophic accident of Big Ben ........................................................ 6. 18th through 19th Centuries ........................................................................ 7. 20th Century .............................................................................................. 9. Tower Clock Frame Styles ................................................................................... 11. Doorframe and Field Gate ......................................................................... 11. Birdcage, End-To-End .............................................................................. 12. Birdcage, Side-By-Side ............................................................................. 12. Strap, Posted ............................................................................................ 13. Chair Frame ............................................................................................. -

History of Escapement Mechanisms
Journal of Mechatronics, Automation and Identification Technology Vol. 3, No.2. pp. 8-12 History of Escapement Mechanisms Miša Stojićević, Branislav Popkonstantinović, Ljubomir Miladinović, Ivana Cvetković Faculty of Mechanical Engineering, Belgrade, Serbia Faculty of Mechanical Engineering, Belgrade, Serbia Faculty of Mechanical Engineering, Belgrade, Serbia Innovation Centre of the Mechanical Faculty Belgrade, Serbia [email protected], [email protected], [email protected], [email protected] Abstract—This paper describes a history of development one of the most important part of mechanical clock – escapement mechanism. Escapement mechanism is a device designed to maintain a constant average speed of the escape wheel, by allowing it to rotate to the desired angle at certain impulse of time. While doing that it simultaneously support the oscillations of the pendulum or balance spring, by compensating for friction losses and air resistance. 7 century long history of escapement mechanisms, from 13th century verge mechanism up to modern-day escapements that can be found in luxury watches, will be shortly presented. Through lives of famous clockmakers and their achievements in field of making escapement mechanism will be given a new insight in science of time keeping - horology. Keywords— escapement, mechanism, history, watches, clock I. INTRODUCTION Fig. 1 Verge escapement The escapement mechanism is a key part of every However, the late middle Ages also recorded the mechanical clock, because it maintains and counts appearance of hand and pocket watchmakers. The first oscillations of the oscillator and thus measures the flow portable timer, the so-called. The Nuremberg egg (Fig. 2), of time. It can be also said that escapement is a device which could be worn in a pocket or purse (Ger.: that transfers energy to the timekeeping element (the taschenuhr), was constructed in Nuremberg by "impulse action") and allows the number of its watchmaker Peter Henlein, (1485-1542) oscillations to be counted (the "locking action"). -
A Practical and Theoretical Treatise on the Detached Lever Escapement For
http://stores.ebay.com/information4all mmmfm www.amazon.com/shops/information4allwww.amazon.com/shops/information4all http://stores.ebay.com/information4allhttp://stores.ebay.com/information4all OTTO YOUNG & CO., 149 & 151 State Street, Chicago, 111. ("WHOLESALE ONLY.l ^IISEC LIBRARY OF CONGRESS. 1 V Shelf .-.^33 UNITED STATES OF AMERICA. ®ool$ mm m^aunms A complete stock of above always on hand. Also a full line Elgin, Waltham, Howard, Hampden (Mass.) and Springfield (111.) Watch Movf ments. Deuber and Blauer Gold and Silver Cases, Keystone and Fahy's Silver Cases, Boss' Filled Cases, Rogers & Sro. Fiat Ware and Meriden Silver Plate Co.'s Hollow Ware. Solid Gold and Ro9ied Plate Jewelry m large variety. Gold and Silver Head Canes, Gold and Silver Thimbles, Pens, Pencils, Toothpicks, Etc. In fact, everything required by the jewelry trade. We guarantee quality exactly as represented ; have no leaders, but sell everything at uniform low prices. Send us your orders and they will be filled same day as received. Eespectfully, www.amazon.com/shops/information4allwww.amazon.com/shops/information4all ^pa 23 m^ http://stores.ebay.com/information4allhttp://stores.ebay.com/information4all Technical Works for Watchmakers and Jewelers. Prize Essay on the Detai lied Lever Escapemeut. By M. Grossinaiiu. Illiisti-ated. Our owu Premium edition. laper cover, ... - - S2. UU The same, bound in t^loth. ------- 2.50 Now in preparation and to Lo [lublished abtjut June 1st, 188-1: Instructions in Letter EnaTaving; the Ait Simplified and Made Easv of Acquirement. By Kennedy Gray. Illustrated. Paper cover, - - - - !|>_.uo The same, bound in cloth, ------- 2.50 will to regular subscribers of The Watch- A discount of 50 per cent, o i either of the above publications be made maker AND Metalworker. -

The Greenwich Clock at Towneley by Tony Kitto
The Greenwich Clock at Towneley by Tony Kitto Towneley Hall Art Gallery and Museums 2007 Copyright Burnley Borough Council Reading the time from the Greenwich Clock The hour hand goes round the dial once every twelve hours in the usual way but the minute and second hands take twice as long as is normal. It takes 2 hours for the minute hand to go round. At the top of the dial, starting at 12 o'clock, there are 60 divisions of one minute down to 6 o'clock and another 60 divisions back to 12 o'clock. The minutes are difficult to read because the minute hand shares the same dial as the hour hand. In comparison, it is relatively easy to read the second hand. The second hand goes round its own dial with 120 divisions, marked out in 10 second periods, once every 2 minutes. We expect a minute hand to go round the dial once an hour. Most people estimate the time from the angle of the minute hand but that is misleading when looking at this clock. 2:00 ? 2:15 ? 3:30 ? 3:45? 4:00? yes no, its 2:30 no, its 3:00 no, its 3:30 yes The Greenwich Clock at Towneley The Greenwich Clock in the entrance hall at Towneley is a reconstruction of one of a pair of clocks presented to the Royal Observatory at Greenwich by Sir Jonas Moore in 1676. It was made in 1999 by Alan Smith of Worsley, Greater Manchester, to show how the original clocks worked. -

Pendulum Clock (Edited from Wikipedia)
Pendulum Clock (Edited from Wikipedia) SUMMARY A pendulum clock is a clock that uses a pendulum, a swinging weight, as its timekeeping element. The advantage of a pendulum for timekeeping is that it is a harmonic oscillator; it swings back and forth in a precise time interval dependent on its length, and resists swinging at other rates. From its invention in 1656 by Christiaan Huygens until the 1930s, the pendulum clock was the world's most precise timekeeper, accounting for its widespread use. Throughout the 18th and 19th centuries pendulum clocks in homes, factories, offices and railroad stations served as primary time standards for scheduling daily life, work shifts, and public transportation, and their greater accuracy allowed the faster pace of life which was necessary for the Industrial Revolution. HISTORY The pendulum clock was invented in 1656 by Dutch scientist Christiaan Huygens, and patented the following year. Huygens contracted the construction of his clock designs to clockmaker Salomon Coster, who actually built the clock. Huygens was inspired by investigations of pendulums by Galileo Galilei beginning around 1602. Galileo discovered the key property that makes pendulums useful timekeepers: isochronism, which means that the period of swing of a pendulum is approximately the same for different sized swings. Galileo had the idea for a pendulum clock in 1637, which was partly constructed by his son in 1649, but neither lived to finish it. The introduction of the pendulum, the first harmonic oscillator used in timekeeping, increased the accuracy of clocks enormously, from about 15 minutes per day to 15 seconds per day leading to their rapid spread as existing 'verge and foliot' clocks were retrofitted with pendulums. -

Readingsample
History of Mechanism and Machine Science 21 The Mechanics of Mechanical Watches and Clocks Bearbeitet von Ruxu Du, Longhan Xie 1. Auflage 2012. Buch. xi, 179 S. Hardcover ISBN 978 3 642 29307 8 Format (B x L): 15,5 x 23,5 cm Gewicht: 456 g Weitere Fachgebiete > Technik > Technologien diverser Werkstoffe > Fertigungsverfahren der Präzisionsgeräte, Uhren Zu Inhaltsverzeichnis schnell und portofrei erhältlich bei Die Online-Fachbuchhandlung beck-shop.de ist spezialisiert auf Fachbücher, insbesondere Recht, Steuern und Wirtschaft. Im Sortiment finden Sie alle Medien (Bücher, Zeitschriften, CDs, eBooks, etc.) aller Verlage. Ergänzt wird das Programm durch Services wie Neuerscheinungsdienst oder Zusammenstellungen von Büchern zu Sonderpreisen. Der Shop führt mehr als 8 Millionen Produkte. Chapter 2 A Brief Review of the Mechanics of Watch and Clock According to literature, the first mechanical clock appeared in the middle of the fourteenth century. For more than 600 years, it had been worked on by many people, including Galileo, Hooke and Huygens. Needless to say, there have been many ingenious inventions that transcend time. Even with the dominance of the quartz watch today, the mechanical watch and clock still fascinates millions of people around the, world and its production continues to grow. It is estimated that the world annual production of the mechanical watch and clock is at least 10 billion USD per year and growing. Therefore, studying the mechanical watch and clock is not only of scientific value but also has an economic incentive. Never- theless, this book is not about the design and manufacturing of the mechanical watch and clock. Instead, it concerns only the mechanics of the mechanical watch and clock. -

Simple Pendulum
The (Not So) Simple Pendulum ©2007-2008 Ron Doerfler Dead Reckonings: Lost Art in the Mathematical Sciences http://www.myreckonings.com/wordpress December 29, 2008 Pendulums are the defining feature of pendulum clocks, of course, but today they don’t elicit much thought. Most modern “pendulum” clocks simply drive the pendulum to provide a historical look, but a great deal of ingenuity originally went into their design in order to produce highly accurate clocks. This essay explores horologic design efforts that were so important at one time—not gearwork, winding mechanisms, crutches or escapements (which may appear as later essays), but the surprising inventiveness found in the “simple” pendulum itself. It is commonly known that Galileo (1564-1642) discovered that a swinging weight exhibits isochronism, purportedly by noticing that chandeliers in the Pisa cathedral had identical periods despite the amplitudes of their swings. The advantage here is that the driving force for the pendulum, which is difficult to regulate, could vary without affecting its period. Galileo was a medical student in Pisa at the time and began using it to check patients’ pulse rates. Galileo later established that the period of a pendulum varies as the square root of its length and is independent of the material of the pendulum bob (the mass at the end). One thing that surprised me when I encountered it is that the escapement preceded the pendulum—the verge escapement was used with hanging weights and possibly water clocks from at least the 14th century and probably much earlier. The pendulum provided a means of regulating such an escapement, and in fact Galileo invented the pin-wheel escapement to use in a pendulum clock he designed but never built. -
Geometry-Based Simulation of Mechanical Movements and Virtual Library
Geometry-Based Simulation of Mechanical Movements and Virtual Library TAM, Lam Chi A Thesis Submitted in Partial Fulfilment of the Requirements for the Degree of Master of Philosophy in Automation and Computer-Aided Engineering © The Chinese University of Hong Kong August 2008 The Chinese University of Hong Kong holds the copyright of this thesis. Any person(s) intending to use a part or a whole of the materials in the thesis in a proposed publication must seek copyright release from the Dean of the Graduate School. Ayvyai^A Thesis/ Assessment Committee Professor Hui,Kin Chuen (Chair) Professor Du, Ruxu (Thesis Supervisor) Professor Kong, Ching Tom (Thesis Co-supervisor) Professor Wang, Chang Ling Charlie (Committee Member) Professor Y. H. Chen (External Examiner) Abstract Abstract Mechanical timepiece is an intricate precision engineering device. Invented some four hundred years ago, mechanical timepieces, including watches and clocks, are fascinating gadgets that still attract millions of people around the world today. Though, few understand the working of these engineering marvels. This thesis presents a Virtual Library of Mechanical Timepieces. The Virtual Library is an online database containing different kinds of mechanisms used in mechanical watches / clocks. It uses 3-dimension (3D) Computer-Aided Design (CAD) models to demonstrate the working of these mechanisms. The Virtual Library provides an educational tool for various people who are interested to mechanical timepieces, including engineering students (university students and vocational school students), watchmakers, designers, and collectors. In addition, the CAD models are drawn to exact dimension. As a result, it can be used by watchmakers to validate their designs. -

Friction and Dynamics of Verge and Foliot: How the Invention of the Pendulum Made Clocks Much More Accurate
Article Friction and Dynamics of Verge and Foliot: How the Invention of the Pendulum Made Clocks Much More Accurate Aaron S. Blumenthal and Michael Nosonovsky * Mechanical Engineering, University of Wisconsin-Milwaukee, 3200 N Cramer St, Milwaukee, WI 53211, USA; [email protected] * Correspondence: [email protected]; Tel.: +1-414-229-2816 Received: 1 April 2020; Accepted: 27 April 2020; Published: 29 April 2020 Abstract: The tower clocks designed and built in Europe starting from the end of the 13th century employed the “verge and foliot escapement” mechanism. This mechanism provided a relatively low accuracy of time measurement. The introduction of the pendulum into the clock mechanism by Christiaan Huygens in 1658–1673 improved the accuracy by about 30 times. The improvement is attributed to the isochronicity of small linear vibrations of a mathematical pendulum. We develop a mathematical model of both mechanisms. Using scaling arguments, we show that the introduction of the pendulum resulted in accuracy improvement by approximately π/µ 30 times, where µ 0.1 is ≈ ≈ the coefficient of friction. Several historic clocks are discussed, as well as the implications of both mechanisms to the history of science and technology. Keywords: verge and foliot; horology; tower clocks; oscillations; pendulum “And as wheels in the movements of a clock turn in such a way that, to an observer, the innermost seems standing still, the outermost to fly”. (Dante, Commedia, “Paradiso” 24:13–15; before 1321 CE) 1. Introduction Accurate time measurement was among the most important technological problems throughout the history of humankind. Various devices were designed for this purpose including the sun clock (sundial) [1], water clock (clepsydra), fire clock, and sand clock (sand glasses) (Figure1). -

The Tom Scott COLLECTION Selling Exhibition – Part I
Carter Marsh Co. The Tom Scott COLLECTION Selling Exhibition – Part I Winchester 4th – 25th July 2015 Carter Marsh Co. FINE CLOCKS AND WATCHES The Tom Scott Collection Selling Exhibition – Part I Saturday 4th July to Saturday 25th July 2015 We are immensely privileged to be selling the most important collection of English clocks to come on the market in the UK since the Wetherfield collection in 1928. Early in his collecting career, the late Tom Scott recognised and appreciated the extraordinary horological contribution made by Thomas Tompion and his The late Tom Scott successor, George Graham. These clockmakers became Tom’s primary interest and his acquisitions included not only three Tompion full grande sonnerie clocks but also items by makers apprenticed or associated to these great masters; these clocks make up over half of his collection. Tom was not exclusive in his interest, and other premier makers such as Knibb and Quare are also well represented. Many of the important items need little introduction, as their significance is both recognised and well documented; these represent a once in a lifetime’s opportunity for collectors to acquire clocks of this gravity and significance. In testimony to Tom’s discerning and shrewd collecting ability, with guidance from Richard Garnier, even the more unassuming clocks in the collection are, almost invariably, interesting and unusual in their own right, so as well as the iconic pieces there are also many other desirable and beautiful horological examples, all priced at a very affordable and competitive level. There is very little duplication in the collection but, with over 100 items, we have split it into two selling exhibitions, both in our Winchester premises, with the second starting in November 2015.