8. Testing Power Transformers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mutual Inductance and Transformer Theory Questions: 1 Through 15 Lab Exercise: Transformer Voltage/Current Ratios (Question 61)
ELTR 115 (AC 2), section 1 Recommended schedule Day 1 Topics: Mutual inductance and transformer theory Questions: 1 through 15 Lab Exercise: Transformer voltage/current ratios (question 61) Day 2 Topics: Transformer step ratio Questions: 16 through 30 Lab Exercise: Auto-transformers (question 62) Day 3 Topics: Maximum power transfer theorem and impedance matching with transformers Questions: 31 through 45 Lab Exercise: Auto-transformers (question 63) Day 4 Topics: Transformer applications, power ratings, and core effects Questions: 46 through 60 Lab Exercise: Differential voltage measurement using the oscilloscope (question 64) Day 5 Exam 1: includes Transformer voltage ratio performance assessment Lab Exercise: work on project Project: Initial project design checked by instructor and components selected (sensitive audio detector circuit recommended) Practice and challenge problems Questions: 66 through the end of the worksheet Impending deadlines Project due at end of ELTR115, Section 3 Question 65: Sample project grading criteria 1 ELTR 115 (AC 2), section 1 Project ideas AC power supply: (Strongly Recommended!) This is basically one-half of an AC/DC power supply circuit, consisting of a line power plug, on/off switch, fuse, indicator lamp, and a step-down transformer. The reason this project idea is strongly recommended is that it may serve as the basis for the recommended power supply project in the next course (ELTR120 – Semiconductors 1). If you build the AC section now, you will not have to re-build an enclosure or any of the line-power circuitry later! Note that the first lab (step-down transformer circuit) may serve as a prototype for this project with just a few additional components. -
Introduction to Power Quality
CHAPTER 1 INTRODUCTION TO POWER QUALITY 1.1 INTRODUCTION This chapter reviews the power quality definition, standards, causes and effects of harmonic distortion in a power system. 1.2 DEFINITION OF ELECTRIC POWER QUALITY In recent years, there has been an increased emphasis and concern for the quality of power delivered to factories, commercial establishments, and residences. This is due to the increasing usage of harmonic-creating non linear loads such as adjustable-speed drives, switched mode power supplies, arc furnaces, electronic fluorescent lamp ballasts etc.[1]. Power quality loosely defined, as the study of powering and grounding electronic systems so as to maintain the integrity of the power supplied to the system. IEEE Standard 1159 defines power quality as [2]: The concept of powering and grounding sensitive equipment in a manner that is suitable for the operation of that equipment. In the IEEE 100 Authoritative Dictionary of IEEE Standard Terms, Power quality is defined as ([1], p. 855): The concept of powering and grounding electronic equipment in a manner that is suitable to the operation of that equipment and compatible with the premise wiring system and other connected equipment. Good power quality, however, is not easy to define because what is good power quality to a refrigerator motor may not be good enough for today‟s personal computers and other sensitive loads. 1.3 DESCRIPTIONS OF SOME POOR POWER QUALITY EVENTS The following are some examples and descriptions of poor power quality “events.” Fig. 1.1 Typical power disturbances [2]. ■ A voltage sag/dip is a brief decrease in the r.m.s line-voltage of 10 to 90 percent of the nominal line-voltage. -

The Overall Power Factor Test: In-Depth
The Overall Power Factor Test: In-Depth © OMICRON Page 1 Copyrighted 2019 by OMICRON electronics Corp USA All rights reserved. No part of this presentation may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or any information storage or retrieval system or method, now known or hereinafter invented or adopted, without the express prior written permission of OMICRON electronics Corp USA. © OMICRON © OMICRON Page 2 Author Biography © OMICRON Page 3 Transformer Testing Support Contacts Brandon Dupuis Fabiana Cirino Logan Merrill Charles Sweetser Primary Application Engineer Application Engineer Primary Application Engineer PRIM Engineering Services Manager OMICRON electronics Corp. USA OMICRON electronics Corp. USA OMICRON electronics Corp. USA OMICRON electronics Corp. USA 60 Hickory Drive 60 Hickory Drive 3550 Willowbend Blvd. 60 Hickory Drive Waltham MA 02451 | UNITED STATES Waltham MA 02451 | USA Houston, TX 77054 | USA Waltham MA 02451 | USA T +1 800 OMICRON T +1 800 OMICRON T +1 800 OMICRON T +1 800 OMICRON T +1 781 672 6214 T +1 781 672 6230 T +1 713 212 6154 T +1 781 672 6216 M +1 617 901 6180 M +1 781 254 8168 M +1 832 454 6943 M +1 617 947 6808 [email protected] [email protected] [email protected] [email protected] www.omicronusa.com www.omicronenergy.com www.omicronenergy.com www.omicronenergy.com © OMICRON Page 4 2019 OMICRON Academy Transformer Trainings January 30th and 31st – Houston, TX https://www.omicronenergy.com/en/events/training/detail/electrical-diagnostic- -
Electricity Today Issue 4 Volume 17, 2005
ET_4_2005 6/3/05 10:41 AM Page 1 A look at the upcoming PES IEEE General Meeting see page 5 ISSUE 4 Volume 17, 2005 INFORMATION TECHNOLOGIES: Protection & Performance and Transformer Maintenance PUBLICATION MAIL AGREEMENT # 40051146 Electrical Buyer’s Guides, Forums, On-Line Magazines, Industry News, Job Postings, www.electricityforum.com Electrical Store, Industry Links ET_4_2005 6/3/05 10:41 AM Page 2 CONNECTINGCONNECTING ...PROTECTING...PROTECTING ® ® ® HTJC, Hi-Temperature Joint Compound With a unique synthetic compound for "gritted" and "non-gritted" specifications, the HTJC high temperature "AA" Oxidation Inhibitor improves thermal and electrical junction performance for all connections: • Compression Lugs and Splices for Distribution and Transmission • Tees, Taps and Stirrups on any conductor • Pad to Pad Underground, Substation and Overhead connections For oxidation protection of ACSS class and other connector surfaces in any environment (-40 oC to +250 oC), visit the Anderson ® / Fargo ® connectors catalogue section of our website www.HubbellPowerSystems.ca Anderson® and Fargo® offer the widest selection of high performance inhibitor compounds: Hubbell Canada LP, Power Systems TM ® ® 870 Brock Road South Inhibox , Fargolene , Versa-Seal Pickering, ON L1W 1Z8 Phone (905) 839-1138 • Fax: (905) 831-6353 www.HubbellPowerSystems.ca POWER SYSTEMS ET_4_2005 6/3/05 10:41 AM Page 3 in this issue Publisher/Executive Editor Randolph W. Hurst [email protected] SPECIAL PREVIEW Associate Publisher/Advertising Sales 5 IEEE PES General Meeting has -
The Capacitor: Posi- Tive on One Side, Negative on the Other
TESLA COIL by George Trinkaus Third edition, originally ©1989 by George Trinkaus (ISBN 0-9709618-0-4) published by High Voltage Press in paper format High Voltage Press PO Box 1525 Portland, OR 97207 Content copyright ©2003 George Trinkaus Layout, design, and e-book creation are copyright ©2003 Good Idea Creative Services Published by Wheelock Mountain Publications, an imprint of Good Idea Creative Services Good Idea Creative Services 324 Minister Hill Road Wheelock VT 05851 www.tesla-ebooks.com i How To Use This Book Text links Click on red colored text to go to a link within the e-book. Click on blue colored text to go to an external link on the internet. The link will automatically open your browser. You must be connected to the internet to view the externally linked pages. Buttons The TOC button will take you to the table of contents. The left facing arrow will take you to the previous page. The right facing arrow will take you to the next page. ii Table Of Contents Preface . iv Tesla Free Energy . 1 How It Works. 5 How to Build It . 9 Tesla Lighting . 54 Magnifying Transmitter . 60 Tuning Notes. 66 For More Information. 69 Click on the red text or red page number to go to the page. iii Preface Invented by Nikola Tesla back in 1891, the tesla coil can boost power from a wall socket or battery to millions of high frequency volts. In this booklet, the only systematic treatment of the tesla coil for the electrical nonexpert, you’ll find a wealth of information on one of the best-kept secrets of electric technology, plus all the facts you need to build a tesla coil on any scale. -
LECTURE NOTES on Utilization of Electrical Energy & Traction
LECTURE NOTES ON Utilization of Electrical Energy & Traction Name of the course: Diploma in Electrical Engineering. (6th Semester) Notes Prepared by: HIMANSU BHUSAN BEHERA Designation : LECTURER IN ELECTRICAL College : UTKALMANI GOPABANDHU INSTITUTE OF ENGINEERING, ROURKELA CHAPTER-1 ELECTROLYSIS Definition and Basic principle of Electro Deposition. Electro deposition is the process of coating a thin layer of one metal on top of different metal to modify its surface properties. It is done to achieve the desire electrical and corrosion resistance, reduce wear &friction, improve heat tolerance and for decoration. Electroplating Basics Fig-1. Electrochemical Plating Figure- 1, schematically illustrates a simple electrochemical plating system. The ―electro‖ part of the system includes the voltage/current source and the electrodes, anode and cathode, immersed in the ―chemical‖ part of the system, the electrolyte or plating bath, with the circuit being completed by the flow of ions from the plating bath to the electrodes. The metal to be deposited may be the anode and be ionized and go into solution in the electrolyte, or come from the composition of the plating bath. Copper, tin, silver and nickel metal usually comes from anodes, while gold salts are usually added to the plating bath in a controlled process to maintain the composition of the bath. The plating bath generally contains other ions to facilitate current flow between the electrodes. The deposition of metal takes place at the cathode. The overall plating process occurs in the following sequence: 1. Power supply pumps electrons into the cathode. 2. An electron from the cathode transfers to a positively charged metal ion in the solution and the reduced metal plates onto the cathode. -

How to Select an AC Power Supply by Grady Keeton
858.458.0223 | www.programmablepower.com White Paper How to Select an AC Power Supply By Grady Keeton Today’s electronic products must work under all types of The response of the AC power source to inrush current is conditions, not just ideal ones. That being the case, AC sources dependent on the method that the source uses for current- used in test applications must not only supply a stable source of limiting. AC power sources are designed to protect themselves AC, they must also simulate power-line disturbances and other from excessive loads current by either folding back the voltage non-ideal situations. (current limiting) or shutting down the output (current-limiting shutdown) and in many cases, this is user selectable. Fortunately, today’s switching AC power sources are up to the task. They offer great specifications and powerful waveform- In some instances, it may not be practical to have an AC source generation capabilities that allow users to more easily that can supply the full inrush current demanded by the load. If generate complex harmonic waveforms, transient waveforms, the test does not require the stress test from this current, it may and arbitrary waveforms than ever before. Some can even be possible to use the current-limiting foldback technique for provide both AC and DC outputs simultaneously and make these tests. AC motors can draw up to seven times the normal measurements as well as provide power. This level of flexibility operating current when first started. How long the motor will is making it easier to ensure that electronic products will work draw this current depends on the mechanical load and the under adverse conditions. -

Transformer Protection
Power System Elements Relay Applications PJM State & Member Training Dept. PJM©2018 6/05/2018 Objectives • At the end of this presentation the Learner will be able to: • Describe the purpose of protective relays, their characteristics and components • Identify the characteristics of the various protection schemes used for transmission lines • Given a simulated fault on a transmission line, identify the expected relay actions • Identify the characteristics of the various protection schemes used for transformers and buses • Identify the characteristics of the various protection schemes used for generators • Describe the purpose and functionality of Special Protection/Remedial Action Schemes associated with the BES • Identify operator considerations and actions to be taken during relay testing and following a relay operation PJM©2018 2 6/05/2018 Basic Concepts in Protection PJM©2018 3 6/05/2018 Purpose of Protective Relaying • Detect and isolate equipment failures ‒ Transmission equipment and generator fault protection • Improve system stability • Protect against overloads • Protect against abnormal conditions ‒ Voltage, frequency, current, etc. • Protect public PJM©2018 4 6/05/2018 Purpose of Protective Relaying • Intelligence in a Protective Scheme ‒ Monitor system “inputs” ‒ Operate when the monitored quantity exceeds a predefined limit • Current exceeds preset value • Oil level below required spec • Temperature above required spec ‒ Will initiate a desirable system event that will aid in maintaining system reliability (i.e. trip a circuit -
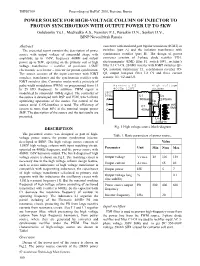
Power Source for High Voltage Column of Injector to Proton
THPSC018 Proceedings of RuPAC-2010, Protvino, Russia POWER SOURCE FOR HIGH-VOLTAGE COLUMN OF INJECTOR TO PROTON SYNCHROTRON WITH OUTPUT POWER UP TO 5KW Golubenko Yu.I., Medvedko A.S., Nemitov P.I., Pureskin D.N., Senkov D.V., BINP Novosibirsk Russia Abstract converter with insulated gate bipolar transistors (IGBT) as The presented report contains the description of power switches (part A) and the isolation transformer with source with output voltage of sinusoidal shape with synchronous rectifier (part B). The design of power amplitude up to 150V, frequency 400Hz and output converter consists of 3-phase diode rectifier VD1, power up to 5kW, operating on the primary coil of high electromagnetic (EMI) filter F1, switch SW1, rectifier’s voltage transformer - rectifier of precision 1.5MV filter L1 C1-C8, 20 kHz inverter with IGBT switches Q1- electrostatic accelerator – injector for proton synchrotron. Q4, isolation transformer T1, synchronous rectifier O5- The source consists of the input converter with IGBT Q8, output low-pass filter L2 C9 and three current switches, transformer and the synchronous rectifier with sensors: U1, U2 and U3. IGBT switches also. Converter works with a principle of pulse-width modulation (PWM) on programmed from 15 Harmonic PS High voltage to 25 kHz frequency. In addition, PWM signal is 400Hz 120V column modulated by sinusoidal 400Hz signal. The controller of 380V the source is developed with DSP and PLM, which allows 50Hz L1 Ls A 900uHn 230uHn optimizing operations of the source. For control of the Cp B 80uF out source serial CAN-interface is used. The efficiency of C1 1.5MV system is more than 80% at the nominal output power C 400uF 5kW. -
Causes, Effects and Solutions for Poor Electrical Quality of Supply in Power Systems
QualityEskom of supply The means to safe, reliable and sustainable operations Causes, effects and solutions for poor electrical quality of supply in power systems Provision of electricity supply These effects via the network can, in turn, cause severe disturbances within businesses and other neighbouring electricity customers. Most renewable energy sources, process equipment and electro-technologies have elements of instant or In today’s global society the importance and necessity of electricity as part of continuous uncontrollability at various levels, which influence the quality of the everyday life can’t be underestimated. Electricity is the driving force behind power supply if not addressed via technical solutions or by means of responsible various fields of human activity: engineering, communication and transport, connection methods. entertainment, health and more importantly it fuels technological development and transformation. It is almost impossible to imagine life without electricity. What is quality of supply It is therefore important to have a look at electricity power quality. Wikipedia describes electric power quality as follows: “Electric power quality, or simply power The misconception is that good power quality means a perfect wave form and/ quality, involves voltage, frequency, and waveform. Good power quality can be or uninterruptable power supply. defined as a steady supply voltage that stays within the prescribed range, steady AC frequency close to the rated value, and smooth voltage curve waveform Both of these are desirable, but only accounts for two dimensions of the (resembles a pure sine wave). Without the proper power, an electrical device (or power supply. A power supply performance as defined in the aforementioned load) may malfunction, fail prematurely or not operate at all“. -

132Kv Oil Impregnated Paper Bushing Transformer - Design by CAD, Analysed by FEM
Universal Journal of Electrical and Electronic Engineering 6(5A): 86-93, 2019 http://www.hrpub.org DOI: 10.13189/ujeee.2019.061510 132kV Oil Impregnated Paper Bushing Transformer - Design by CAD, Analysed by FEM N. Abd. Rahman1,*, M. Isa1, M. N. K. H. Rohani1, H A. Hamid1, Mohd Mustafa Al Bakri Abdullah2 1Center for Electrical System Engineering Studies, Universiti Malaysia Perlis, Malaysia 2Centre of Excellence Geopolymer and Green Technology, University Malaysia Perlis, Malaysia Received September 4, 2019; Revised December 12, 2019; Accepted December 24, 2019 Copyright©2019 by authors, all rights reserved. Authors agree that this article remains permanently open access under the terms of the Creative Commons Attribution License 4.0 International License Abstract The Electric Field and Voltage Distribution value is, the higher the price of transformer is. Transformer (EFVD) are an important parameter for assessing high used to step up the value of voltage or vise versa. voltage bushing transformer performance. However, Stepping up transformer or power transformer normally used at generation station increases the value of voltage conducting laboratories experiment is dangerous, difficult before transmitting it to many places. Normally, the and expensive due to several aspects. Therefore, Finite values of voltage practices by Tenaga Nasional Berhad Element Method (FEM) software is the best option used (TNB) for their transmission are 132kV, 275kV and 500kV. as a tool for the assessment of bushing transformer's On the other hand, stepping down transformer or performance in terms of EFVD. But, before an assessment distribution transformer is used to reduce the value of of analysis could be carried out, an accurate model of voltage depending on consumer requirement. -

THE ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE the ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE
THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE Mitch Tilbury New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2008 by The McGraw-Hill Companies, Inc. All rights reserved. Manufactured in the United States of America. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. 0-07-159589-9 The material in this eBook also appears in the print version of this title: 0-07-149737-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trademarked name, we use names in an editorial fashion only, and to the benefit of the trademark owner, with no intention of infringement of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. For more information, please contact George Hoare, Special Sales, at [email protected] or (212) 904-4069. TERMS OF USE This is a copyrighted work and The McGraw-Hill Companies, Inc. (“McGraw-Hill”) and its licensors reserve all rights in and to the work. Use of this work is subject to these terms. Except as permitted under the Copyright Act of 1976 and the right to store and retrieve one copy of the work, you may not decompile, disassemble, reverse engineer, reproduce, modify, create derivative works based upon, transmit, distribute, disseminate, sell, publish or sublicense the work or any part of it without McGraw-Hill’s prior consent.