LECTURE NOTES on Utilization of Electrical Energy & Traction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

THE ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE the ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE
THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE Mitch Tilbury New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2008 by The McGraw-Hill Companies, Inc. All rights reserved. Manufactured in the United States of America. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. 0-07-159589-9 The material in this eBook also appears in the print version of this title: 0-07-149737-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trademarked name, we use names in an editorial fashion only, and to the benefit of the trademark owner, with no intention of infringement of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. For more information, please contact George Hoare, Special Sales, at [email protected] or (212) 904-4069. TERMS OF USE This is a copyrighted work and The McGraw-Hill Companies, Inc. (“McGraw-Hill”) and its licensors reserve all rights in and to the work. Use of this work is subject to these terms. Except as permitted under the Copyright Act of 1976 and the right to store and retrieve one copy of the work, you may not decompile, disassemble, reverse engineer, reproduce, modify, create derivative works based upon, transmit, distribute, disseminate, sell, publish or sublicense the work or any part of it without McGraw-Hill’s prior consent. -
IEEE/PES Transformers Committee Fall 2017 Meeting Minutes
Transformers Committee Chair: Stephen Antosz Vice Chair: Sue McNelly Secretary: Bruce Forsyth Treasurer: Greg Anderson Awards Chair/Past Chair: Don Platts Standards Coordinator: Jim Graham IEEE/PES Transformers Committee Fall 2017 Meeting Minutes Louisville, KY October 30 – November 2, 2017 Unapproved (These minutes are on the agenda to be approved at the next meeting in Spring 2018) TABLE OF CONTENTS GENERAL ADMINISTRATIVE ITEMS 1.0 Agenda 2.0 Attendance OPENING SESSION – MONDAY OCTOBER 30, 2017 3.0 Approval of Agenda and Previous Minutes – Stephen Antosz 4.0 Chair’s Remarks & Report – Stephen Antosz 5.0 Vice Chair’s Report – Susan McNelly 6.0 Secretary’s Report – Bruce Forsyth 7.0 Treasurer’s Report – Gregory Anderson 8.0 Awards Report – Don Platts 9.0 Administrative SC Meeting Report – Stephen Antosz 10.0 Standards Report – Jim Graham 11.0 Liaison Reports 11.1. CIGRE – Raj Ahuja 11.2. IEC TC14 – Phil Hopkinson 11.3. Standards Coordinating Committee, SCC No. 18 (NFPA/NEC) – David Brender 11.4. Standards Coordinating Committee, SCC No. 4 (Electrical Insulation) – Paulette Payne Powell 12.0 Hot Topics for the Upcoming – Subcommittee Chairs 13.0 Opening Session Adjournment CLOSING SESSION – THURSDAY NOVEMBER 2, 2017 14.0 Chair’s Remarks and Announcements – Stephen Antosz 15.0 Meetings Planning SC Minutes & Report – Gregory Anderson 16.0 Reports from Technical Subcommittees (decisions made during the week) 17.0 Report from Standards Subcommittee (issues from the week) 18.0 New Business 19.0 Closing Session Adjournment APPENDIXES – ADDITIONAL DOCUMENTATION Appendix 1 – Meeting Schedule Appendix 2 – Semi-Annual Standards Report Appendix 3 – IEC TC14 Liaison Report Appendix 4 – CIGRE Report Page 2 of 55 ANNEXES – UNAPPROVED MINUTES OF TECHNICAL SUBCOMMITTEES NOTE: The Annexes included in these minutes are unapproved by the respective subcommittees and are accurate as of the date the Transformers Committee meeting minutes were published. -
Power Processing, Part 1. Electric Machinery Analysis
DOCONEIT MORE BD 179 391 SE 029 295,. a 'AUTHOR Hamilton, Howard B. :TITLE Power Processing, Part 1.Electic Machinery Analyiis. ) INSTITUTION Pittsburgh Onii., Pa. SPONS AGENCY National Science Foundation, Washingtcn, PUB DATE 70 GRANT NSF-GY-4138 NOTE 4913.; For related documents, see SE 029 296-298 n EDRS PRICE MF01/PC10 PusiPostage. DESCRIPTORS *College Science; Ciirriculum Develoiment; ElectricityrFlectrOmechanical lechnology: Electronics; *Fagineering.Education; Higher Education;,Instructional'Materials; *Science Courses; Science Curiiculum:.*Science Education; *Science Materials; SCientific Concepts ABSTRACT A This publication was developed as aportion of a two-semester sequence commeicing ateither the sixth cr'seventh term of,the undergraduate program inelectrical engineering at the University of Pittsburgh. The materials of thetwo courses, produced by a ional Science Foundation grant, are concernedwith power convrs systems comprising power electronicdevices, electrouthchanical energy converters, and associated,logic Configurations necessary to cause the system to behave in a prescribed fashion. The emphisis in this portionof the two course sequence (Part 1)is on electric machinery analysis. lechnigues app;icable'to electric machines under dynamicconditions are anallzed. This publication consists of sevenchapters which cW-al with: (1) basic principles: (2) elementary concept of torqueand geherated voltage; (3)tile generalized machine;(4i direct current (7) macrimes; (5) cross field machines;(6),synchronous machines; and polyphase -
Baluns, W2FMI Does Review the Amateur Literature, Both Fact and Fanciful, on the Subject
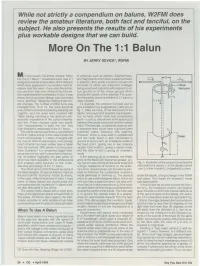
While not strictly a compendium on baluns, W2FMI does review the amateur literature, both fact and fanciful, on the subject. He also presents the results of his experiments plus workable designs that we can build. More On The 1:1 Balun BY JERRY SEVICK'. W2FMI Mymost recent CQ article entitled ' More to antennas such as dipoles. invened Vees. On The 4:1 Balun"! presented some new 4 .1 and Vagi beams wtlich favor a balanced feed. I, designs as well as an evaluation of the designs In esserc..\ they prefer a source of power the - which have appeared in our amateur radio lit terminals of which are balanced (voltages erature over the years. It you read the article. being equal and opposite) with respect to ac you saw that I was very critical of the informa tual ground or to the virtual ground which « tion made available to amateurs, In fact, it was bisects the center of the antenna. The ques 1 shown that a very poor design was converted tion frequently asked is whether a 1:1 balun is I into a "peerless" design by making three sim really nee ded. II + 1 21~ ple changes, The number of bifilar turns was To illustrate the problem involved and 10 I changed from 10 to 14, the c ross-sectional give a basis lor my suggestions, I refer you to I area of the toroid was doubled by stacking two fig, 1. Here we have, at the feed po int of the I together, and the wires were covered with dipole. -

DGA in Non-Mineral Oils and Load Tap Changers and Improved DGA Diagnosis Criteria
443 DGA in Non-Mineral Oils and Load Tap Changers and Improved DGA Diagnosis Criteria Working Group D1.32 December 2010 WG D1.32 DGA in Non-Mineral Oils and Load Tap Changers and Improved DGA Diagnosis Criteria Contributing members Michel Duval (Convenor) Canada Helen Athanassatou Greece Ivanka Hoehlein Germany Anne Marie Haug Norway Fabio Scatiggio Italy Albrecht Moellmann Germany Marc Cyr Canada Hans Josef Knab Switzerland Marius Grisaru Israel Julie VanPeteghem Belgium Rainer Frotscher Germany Gerhard Buchgraber Austria Maria Martins Portugal Stefan Tenbohlen Germany Lisa Bates USA Riccardo Maina Italy Paul Boman USA Bruce Pahlavanpour UK A.C.Hall UK Patrick McShane USA Gordon Wilson UK Colin Myers UK Lars Arvidsson Sweden Russel Martin UK Maria Szebeni Hungary Zhongdong.Wang UK Kjell Carrander Sweden Participating members Alfonso de Pablo Spain Bernd-Klaus Goettert Germany Jan Olov Persson Sweden Vander Tumiatti Italy Jean Claude Duart Switzerland Liselotte Westlin Sweden Copyright © 2010 “Ownership of a CIGRE publication, whether in paper form or on electronic support only infers right of use for personal purposes. Are prohibited, except if explicitly agreed by CIGRE, total or partial reproduction of the publication for use other than personal and transfer to a third party; hence circulation on any intranet or other company network is forbidden”. Disclaimer notice “CIGRE gives no warranty or assurance about the contents of this publication, nor does it accept any responsibility, as to the accuracy or exhaustiveness of the information. All implied warranties and conditions are excluded to the maximum extent permitted by law”. ISBN: 978- 2- 85873- 131-2 1 TABLE OF CONTENTS 1 EXECUTIVE SUMMARY .................................................................................................................................... -

Auto-Transformer
Module 7 Transformer Version 2 EE IIT, Kharagpur Lesson 27 Auto-Transformer Version 2 EE IIT, Kharagpur Contents 27 Auto-Transformer 4 27.1 Goals of the lesson ………………………………………………………………. 4 27.2 Introduction ……………………………………………………………………… 4 27.3 2-winding transformer as Autotransformer ……………………………………... 5 27.4 Autotransformer as a single unit ………………………………………………… 6 27.5 Tick the correct answers ………………………………………………………… 9 27.6 Problems …………………………………………………………………………. 9 Version 2 EE IIT, Kharagpur 27.1 Goals of the lesson In this lesson we shall learn about the working principle of another type of transformer called autotransformer and its uses. The differences between a 2-winding and an autotransformer will be brought out with their relative advantages and disadvantages. At the end of the lesson some objective type questions and problems for solving are given. Key Words: tapping’s, conducted VA, transformed VA. After going through this section students will be able to understand the following. 1. Constructional differences between a 2-winding transformer and an autotransformer. 2. Economic advantages/disadvantages between the two types. 3. Relative advantages/disadvantages of the two, based on technical considerations. 4. Points to be considered in order to decide whether to select a 2-winding transformer or an autotransformer. 5. The difference between an autotransformer and variac (or dimmerstat). 6. The use of a 2-winding transformer as an autotransformer. 7. The connection of three identical single phase transformers to be used in 3-phase system. 27.2 Introduction So far we have considered a 2-winding transformer as a means for changing the level of a given voltage to a desired voltage level. -
More on the 1:1 Balun
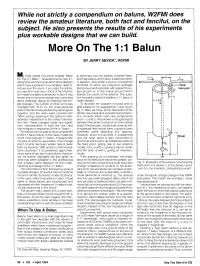
While not strictly a compendium on baluns, W2FMI does review the amateur literature, both fact and fanciful, on the subject. He also presents the results of his experiments plus workable designs that we can build. More On The 1:1 Balun BY JERRY SEVICK*, W2FMI M most recent CQ article entitled "More to antennas such as dipoles, inverted Vees, 1 ll + li •-S—| On The 4:1 Balun" presented some new 4:1 and Yagi beams which favor a balanced feed. • designs as well as an evaluation of the designs In essence, they prefer a source of power the —i which have appeared in our amateur radio lit terminals of which are balanced (voltages Dipole erature over the years. If you read the article, being equal and opposite) with respect to ac <C ffi\ i ,eed"P°int you saw that I was very critical of the informa tual ground or to the virtual ground which tion made available to amateurs. In fact, it was bisects the center of the antenna. The ques shown that a very poor design was converted tion frequently asked is whether a 1:1 balun is ]l1 + h into a "peerless" design by making three sim really needed. l1 + l2l I ple changes. The number of bifilar turns was To illustrate the problem involved and to changed from 10 to 14, the cross-sectional give a basis for my suggestions, I refer you to area of the toroid was doubled by stacking two fig. 1. Here we have, at the feed point of the together, and the wires were covered with dipole, two equal and opposite transmission- Teflon tubing, resulting in the optimum char line currents which have two components acteristic impedance of the coiled transmis each—1-, and l2. -

Baluns – Part Two – How Baluns Help and the Three Most Useful Versions
BALUNS – PART TWO – HOW BALUNS HELP AND THE THREE MOST USEFUL VERSIONS In Part 1 of this series, we explained how imbalances in antenna systems can result in unbalanced (“extra”) currents running back down feedlines and into radios....and into soundcard systems.... and then into computers.......basically because one side of the antenna didn't take all that current and the feedline was where some of it ended up.....in effect adding feedline and shack wiring as part of the radiating system. This isn't desirable if you want digital or transistor systems to work correctly! I want to emphasize that if all you need to do is CW or Voice SSB communications, and you don't mind the occasional “hot” surface that has a bit of RF potential to it, you can do FINE with a simple dipole fed by coaxial cable, or with a typical manual or automatic tuner! I went for YEARS without any kind of balun at all! The problem comes when you are operating solid state devices like laptop computers, Raspberries, or other devices that will be “upset” or “reset” or “crashed” by significant RF currents flowing in and around your ham radio shack, and you are using antennas that aren't terribly well “balanced” (for whatever reason). In short --- if your computer crashes, then you start to want to add devices that reduce RF current flow in your shack – and you start to want BALUNS. How do we reduce or prevent unwanted unbalanced currents that are flowing on supposedly “ground” conductors? Basically by making the connection “back to the rig” have a higher impedance than the (desired) half of the antenna. -

Determination of Transformer Oil Contamination from the OLTC Gases in the Power Transformers of a Distribution System Operator
applied sciences Article Determination of Transformer Oil Contamination from the OLTC Gases in the Power Transformers of a Distribution System Operator Sergio Bustamante * , Mario Manana , Alberto Arroyo , Alberto Laso and Raquel Martinez School of Industrial Engineering, University of Cantabria, Av. Los Castros s/n, 39005 Santander, Spain; [email protected] (M.M.); [email protected] (A.A.); [email protected] (A.L.); [email protected] (R.M.) * Correspondence: [email protected] Received: 17 November 2020; Accepted: 10 December 2020; Published: 13 December 2020 Abstract: Power transformers are considered to be the most important assets in power substations. Thus, their maintenance is important to ensure the reliability of the power transmission and distribution system. One of the most commonly used methods for managing the maintenance and establishing the health status of power transformers is dissolved gas analysis (DGA). The presence of acetylene in the DGA results may indicate arcing or high-temperature thermal faults in the transformer. In old transformers with an on-load tap-changer (OLTC), oil or gases can be filtered from the OLTC compartment to the transformer’s main tank. This paper presents a method for determining the transformer oil contamination from the OLTC gases in a group of power transformers for a distribution system operator (DSO) based on the application of the guides and the knowledge of experts. As a result, twenty-six out of the 175 transformers studied are defined as contaminated from the OLTC gases. In addition, this paper presents a methodology based on machine learning techniques that allows the system to determine the transformer oil contamination from the DGA results. -
Experimental Investigations on the Dissolved Gas Analysis Method (DGA) Through Simulation of Electrical and Thermal Faults in Transformer Oil
Experimental Investigations on the Dissolved Gas Analysis Method (DGA) through Simulation of Electrical and Thermal Faults in Transformer Oil Dissertation zur Erlangung des akademischen Grades eines Doktors der Naturwissenschaften Dr. rer. nat. vorgelegt von Jackelyn Aragon´ Gomez´ geboren in Sogamoso, Kolumbien Institute fur¨ Angewandte Analytische Chemie Fakultat¨ Chemie der Universitat¨ Duisburg-Essen 2014 Approved by the examining committee on: 27thJune; 2014 Advisor: Prof. Dr. rer. nat. Oliver Schmitz Reviewer: Prof. Dr.-Ing. Holger Hirsch Chair: Prof. Dr. rer. nat. Karin Stachelscheid This research work was developed during the period from June 2005 to Octo- ber 2008 at the Institute of Power Transmission and High Voltage Technology (IEH), University of Stuttgart, under the supervision of Prof. Dr.-Ing. Stefan Tenbohlen. I declare that this dissertation represent my own work, except where due ac- knowledgement is made. ———————- Jackelyn Aragon´ Gomez´ “Reach high, for stars lie hidden in you. Dream deep, for every dream precedes the goal.” ― Rabindranath Tagore Acknowledgment I am greatly thankful of Prof. Dr. Oliver Schmitz, Head Director of the Insti- tute of the Applied Analytical Chemistry and Prof. Dr.-Ing. Holger Hirsch, Head Director of the Institute of Electrical Power Transmission at the Uni- versity of Duisburg-Essen, for their willingness to review and examine my dissertation in spite of the time constraints and giving worth to my efforts of years. I deeply appreciate their professional and constructive approach towards my research work. I would like to mention very special thanks to Prof. Dr. Mathias Ulbricht, Head Director of Institute of Technical Chemistry for his encouragement, trust and support. -
Notes 4 5317-6351 Transmission Lines Part 3 (Baluns).Pdf
Adapted from notes by Prof. Jeffery T. Williams ECE 5317-6351 Microwave Engineering Fall 2019 Prof. David R. Jackson Dept. of ECE Notes 4 Transmission Lines Part 3: Baluns 1 Baluns Baluns are used to connect coaxial cables to twin leads. They suppress the common mode currents on the transmission lines. Balun: “Balanced to “unbalanced” Coaxial cable: an “unbalanced” transmission line Twin lead: a “balanced” transmission line 4:1 impedance-transforming baluns, connecting 75Ω TV coax to 300Ω TV twin lead https://en.wikipedia.org/wiki/Balun 2 Baluns (cont.) Baluns are also used to connect coax (unbalanced line) to dipole antennas (balanced). “Baluns are present in radars, transmitters, satellites, in every telephone network, and probably in most wireless network modem/routers used in homes.” https://en.wikipedia.org/wiki/Balun 3 Baluns (cont.) What does “balanced” and “unbalanced” mean? + + - 0 Ground (zero volts) Ground (zero volts) Twin Lead Coax The voltages are The voltages are usually balanced with usually unbalanced respect to ground. with respect to ground. Note: If the coax outer conductor was not at zero volts, there would be a field between the coax and the ground. There would be charge and current on the outside of the coax. This would correspond to a “common mode”. 4 Baluns (cont.) Baluns are necessary because, in practice, the two transmission lines are always both running over a ground plane. If there were no ground plane, and you only had the two lines connected to each other, then a balun would not be necessary. (But you would still want to have a matching network between the two lines if they have different characteristic impedances.) Z0 Z0 Coax Twin Lead No ground plane 5 Baluns (cont.) When a ground plane is present, we really have three conductors, forming a multiconductor transmission line, and this system supports two different modes. -

The Influence of Capacitance and Inductance Changes on Frequency
applied sciences Article The Influence of Capacitance and Inductance Changes on Frequency Response of Transformer Windings Szymon Banaszak * , Konstanty M. Gawrylczyk, Katarzyna Trela and Patryk Bohatyrewicz West Pomeranian University of Technology, 70-310 Szczecin, Poland; [email protected] (K.M.G.); [email protected] (K.T.); [email protected] (P.B.) * Correspondence: [email protected]; Tel.: +48-601-755-390 Received: 25 February 2019; Accepted: 8 March 2019; Published: 12 March 2019 Featured Application: The results presented in the paper are useful in the interpretation of Frequency Response Analysis measurements. Abstract: Frequency Response Analysis (FRA) is a test method used for assessment of mechanical condition of transformer active parts. Its biggest problem is the interpretation of test results, namely the relationship between scale of differences between compared curves and the decision for further operation of the given transformer. Very often visible differences between two FRA curves do not mean that there is a deformation in the winding. The cause of the curve shift may come from other elements of the transformer that influence inductive or capacitive parameters. This paper takes under consideration the influence of both capacitance and inductance changes on transformer frequency response (FR). The analysis is performed with the computer model of a transformer and also some experimental results are presented, showing the influence of capacitance and inductance changes on the FR of real transformers. The results of research showed that this influence may lead to misleading effects on the shape of FR characteristics. The paper presents an analysis that can be used in the assessment of FRA measurement, especially in the case of uncertain data comparison results.