Download the Instructions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Scale Models Brassmasters 4Mm SCALE KITS and FITTINGS
Brassmasters Scale Models PO Box 1137 Sutton Coldfield West Midlands B76 1FU www.brassmasters.co.uk 4mm SCALE KITS AND FITTINGS CATALOGUE AND PRICE LIST 1 May 2018 email : [email protected] TERMS OF TRADE All products listed in this catalogue are available direct by mail order or from our stand at selected exhibitions. Details of the exhibitions we attend are advertised in the model press and on our website. Payment Cash, postal order or cheque with order. Unfortunately, we are unable to accept foreign currency or non - Sterling cheques. Please make your postal orders/cheques payable to " BRASSMASTERS ". We can also accept payments in Sterling by electronic credit into the following UK bank account Name: Brassmasters Scale Models Sort code: 090127 Account number: 74795972 Please contact us first to ensure the items are in stock You may find it useful to download our excel Order Form (make sure you save it to your PC before completing your Please email us when you have made the payment We also accept credit card payments for both UK and overseas customers. Email us with your order and we will send you an iZettle invoice which can be paid using your card. For overseas customers only who do not want to pay via credit card, we can take payment via Paypal - please email us for the post & packing charge. Whilst every effort will be made to supply ex-stock, we will notify you if we cannot deliver your order within twenty- eight days. Please bear in mind that this is a part-time hobby business for us; we try to post out twice weekly, but we only collect our post from the PO Box once each week. -
The Communication Cord
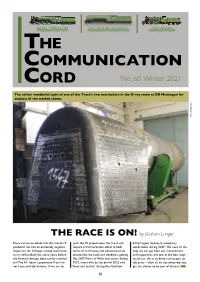
60163 TORNADO 2007 PRINCE OF WALES 3403 ANON New Steam for the Main Line Building Britain’s Most Powerful Steam Locomotive Recreating Gresley’s last design THE COMMUNICATION CORD No. 60 Winter 2021 The rather wonderful sight of one of the Trust’s two new boilers in the X-ray room at DB Meiningen for analysis of the welded seams. DB Meiningen THE RACE IS ON! by Graham Langer There can be no doubt that the Covid-19 push the P2 project over the line it will & Darlington Railway bi-centenary pandemic has had an extremely negative require a final herculean effort in both celebrations during 2025. We need all the impact on the heritage railway movement terms of fundraising and construction to help we can get from our Covenantors and it will probably be some years before ensure that we meet our deadlines, getting and supporters and one of the best ways the financial damage done can be mended No. 2007 Prince of Wales into steam during to achieve this is to bring new people to and The A1 Steam Locomotive Trust has 2022, into traffic by the end of 2023 and the party – after all, it’s not every day you not been entirely immune. If we are to “front and centre” during the Stockton get the chance to be part of history! TCC 1 CONTENTS EDITORIAL by Graham Langer FROM THE CHAIR by Steve Davies PAGE 1 The race is on! “Nothing great will ever be achieved without great men, he Covid-19 essential pipe runs, conduits and the commitment to the P2; second, please and men are great only if they are determined to be so.” situation, and myriad of other small components act as an ambassador on our behalf and PAGE 2 T So said Charles de Gaulle. -

Types and Characteristics of Locomotives Dr. Ahmed A. Khalil Steam Locomotives - Operating Principle
Types and Characteristics of Locomotives Dr. Ahmed A. Khalil Steam Locomotives - Operating Principle: The wheel is connected to the rod by a crank. The rod is connected to the piston rod of the steam cylinder., thereby converting the reciprocating motion of the piston rod generated by steam power into wheel rotation. - Main Parts of a steam locomotive: 1. Tender — Container holding both water for the boiler and combustible fuel such as wood, coal or oil for the fire box. 2. Cab — Compartment from which the engineer and fireman can control the engine and tend the firebox. 3. Whistle — Steam powered whistle, located on top of the boiler and used as a signalling and warning device. 4. Reach rod — Rod linking the reversing actuator in the cab (often a 'johnson bar') to the valve gear. 5. Safety valve — Pressure relief valve to stop the boiler exceeding the operating limit. 6. Generator — Steam powered electric generator to power pumps, head lights etc, on later locomotives. 7. Sand box/Sand dome — Holds sand that can be deposited on the rails to improve traction, especially in wet or icy conditions. 8. Throttle Lever — Controls the opening of the regulator/throttle valve thereby controlling the supply of steam to the cylinders. 9. Steam dome — Collects the steam at the top of the boiler so that it can be fed to the engine via the regulator/throttle valve. 10. Air pump — Provides air pressure for operating the brakes (train air brake system). 11. Smoke box — Collects the hot gas that have passed from the firebox and through the boiler tubes. -

FLYING SCOTSMAN’ LNER 4-6-2 1:32 SCALE • 45 Mm GAUGE
‘FLYING SCOTSMAN’ LNER 4-6-2 1:32 SCALE • 45 mm GAUGE ENGINEERING SAMPLE SHOWN Sir Nigel Gresley was renowned for his Pacific express locomo- SPECIFICATIONS tives, the first of which, the A1 class, entered service in 1922. The A3 was a modification of the A1 and over time all of the sur- Scale 1:32 viving A1s were rebuilt as A3s. No. 4472 “Flying Scotsman” was Gauge 45 mm built in 1923 and went on to become one of the most famous Mini. radius 6ft 6in. (2 m) steam locomotives in the world setting many records along the way. After the war it was renumbered 103 then, after the nation- Dimensions 26.5 x 3.5 x 5.25 in. alisation, carried the number 60103, remaining in service on the Construction Brass & stainless steel East Coast mainline until 1963. During its service career it cov- Electric Version ered over 2,000,000 miles and travelled non-stop from London Power 0~24V DC to Edinburgh in 8 hours. It was sold into private ownership, was Full cab interior design sent to America and Australia and is today under restoration at Features The National Railway Museum in York. Constant lighting Live Steam Version We are currently developing a 1:32 scale live steam version of our very successful electric LNER A3 Class “Flying Scotsman”. Power Live steam, butane fired The model is gas-fired with slide valves and has all the features Boiler Copper the Gauge 1 fraternity have come to expect from an Accucraft Valve gear Walschaerts valve gear locomotive. -

A Brief History of Front-End Research and Latest Developments
A Brief History of Front-End Research and Latest Developments Ir. J.J.G. Koopmans Ph.D. Paper presented during the conference on “Developments in modern Steam Traction” in the National Railway Museum in York, 11th of December 2006. 1 Introduction This paper will cover some of the historic highlights of the development of front-ends during the last 200 years. It is also intended to give a phenomenal description of the functioning of a front-end. Illustration and proof of the examples is provided by some of the results of the tests with the RTM 54 steam locomotive. Notion The discussion is about the use of exhausted steam to create artificial draught in the boiler of steam locomotives. Figure 1 Terence Cuneo's painting of the first steam locomotive The history of the front-end started with Richard Trevithick, who mounted a blast pipe from the cylinders to the chimney, and turned its orifice upwards. The 20th century painting by Terence Cuneo, present in the Welsh National Museum, shows this detail together with the feedwater heater around the blast pipe. The picture shows the joyous moment it represents, but this author has some reservations about the way Trevithick is represented, walking with a spanner in his hand. Locomotive owners and engineers have a common and lasting tendency to be on the locomotive themselves! Some 60- years later the first serious research on the subject was started by Prof. Zeuner1. He used a simplified model of a front-end. During the tests he found that certain dimensional ratios in the front-end gave an asymptotic limit to its performance. -

Full Page Photo
THE LIFE AND TIMES OF A DUKE Martyn J. McGinty AuthorHouse™ UK Ltd. 500 Avebury Boulevard Central Milton Keynes, MK9 2BE www.authorhouse.co.uk Phone: 08001974150 © 2011. Martyn J. McGinty. All rights reserved No part of this book may be reproduced, stored in a retrieval system, or transmitted by any means without the written permission of the author. First published by AuthorHouse 04/25/2011 ISBN: 978-1-4567-7794-4 (sc) ISBN: 978-1-4567-7795-1 (hc) ISBN: 978-1-4567-7796-8 (e) Front Cover Photo: Th e Duke at Didcot (Courtesy P. Treloar) Any people depicted in stock imagery provided by Th inkstock are models, and such images are being used for illustrative purposes only. Certain stock imagery © Th inkstock. Th is book is printed on acid-free paper. Because of the dynamic nature of the Internet, any web addresses or links contained in this book may have changed since publication and may no longer be valid. Th e views expressed in this work are solely those of the author and do not necessarily refl ect the views of the publisher, and the publisher hereby disclaims any responsibility for them. Born out of Tragedy and Riddles, his lineage traceable, unerasable, back through the great houses of Chapelon, Giffard, Stephenson, Belpaire and Watt, the Duke was laid to rust by the sea, a few meagre miles from the mills that shaped the steel that formed the frames that bore the machine that Crewe built. Time passed and the Duke was made well again by kindly strangers. -

Steam-Engine
CHAPTER IV. .J.1JE MODERN STEAM-ENGINE. "THOSE projects which abridge distance bnve done most for the civiliza ..tion and happiness of our species."-MACAULAY. THE SECOND PERIOD OF APPLIC.ATION-18OO-'4O. STE.AM-LOCOMOTION ON RAILROADS. lNTRODUCTORY.-The commencement of the nineteenth century found the modern steam-engine fully developed in .. :.... �::�£:��r:- ::::. Fro. 40.-The First Railroad-Car, 1S25. a.11 its principal features, and fairly at work in many depart ments of industry. The genius of Worcester, and Morland, and Savery, and Dcsaguliers, had, in the first period of the · STEA�l-LOCOMOTION ON RAILROADS. 145 application of the po,ver of steam to useful ,vork, effected a beginning ,vhich, looked upon from a point of vie,v vvhich · exhibits its importance as the first step to,vard the wonder ful results to-day familiar to every one, appears in its true light, and entitles those great men to even greater honor than has been accorded them. The results actually accom plishecl, ho,vever, were absolutely. insignificant in compari son with those ,vhich marked the period of development just described. Yet even the work of Watt and of his con temporaries ,vas but a 1nere prelude to the marvellous ad vances made in the succeeding period, to which ,ve are now come, and, in · extent and importance, was insignificant in co1nparison ,vith that accomplishecl by tl1eir successors in · the development of all mechanical industries by the appli cation of the steam-engine to the movement of every kind of machine. 'fhe firstof the two periods of application saw the steam engine adapted simply to tl1e elevation of water and t,he drainage of mines ; during the second period it ,vas adapted to every variety of use£ul ,vork, and introduced ,vherever the muscular strength of men and animals, or the power of ,vind and of falling ,vater, ,vl1ich had previously been the only motors, had found application. -

The Lner Society
6 0163 TORNADO THE New Steam for the Main Line COMMUNICATION CORD No. 39 Summer 2015 Andrew Southwell Andrew Having taken over from Alycidon in York, Tornado heads the return leg at Great Heck. AN A1 JUBILEE! by Graham Langer After a difficult start to the year it feels would be proved wrong and that by 2014 ‘The Silver Jubilee Talisman’ on Saturday like the sun has come out and is now construction would have started on that 26th September and ‘The Peppercorn shining on the Trust during its Silver organisation’s second, massive, steam Phoenix’ on New Year’s Eve, the former Jubilee Year. Yes, it’s been 25 years since locomotive? The A1 Steam Locomotive a celebration of 25 years of Trust activity, a group of visionaries got together and Trust really has something to celebrate the latter a commemoration of the final decided to do something extraordinary, this year. A1 working by No. 60145 Saint Mungo on to build a brand new main line steam As if all this were not enough, The A1 31st December 1965; why not join us and express locomotive! Who would have Steam Locomotive Trust has been able enjoy some exhilarating East Coast Main thought, back in 1990, that the dream to announce not one, but two more of Line running behind a thoroughbred on would become reality, all the doubters its own railtours in the next six months, her ‘home’ track? TCC 1 by Mark Allatt CONTENTS From the chair by Graham Langer PAgE 1 editorial An A1 Jubilee s I write this years. -

Gas Tank with Fittings
GTWF Installation and Operating Instructions for the Gas Tank with Fittings These instructions cover the gas fired boiler and equipment whether supplied as the HBK03 set or any items if supplied separately. The HBK03 set contains the following. 2" x 6 3/8" (162mm x 51mm) single flue boiler Brass boiler wrapper Safety valve (40 psi blow off) Pressure gauge (0 - 80 psi) Steam regulator and handle (manual type) Level plug 'FG' type Gas burner Gas tank Gas filler valve Gas regulator and handle 8” of 1/8” dia. copper pipe. Boiler and steam fittings The boiler is a single flue type, of copper construction, fully silver soldered and pressure tested. It is designed to operate at a pressure of 40 psi. A brass boiler wrapper is provided to make painting easier and protect the soft copper boiler from dints and scratches. A cast brass smokebox is available from ROUNDHOUSE (part code CSB) which provides the front mounting. If however you are fabricating your own, it must be substantial enough to withstand the temperatures generated by the gas burner and any solder used must be silver solder. The gas system is totally enclosed in the boiler flue and requires ventilation at the front to operate correctly. To achieve this, the chimney size should be not less than 3/8" internal diameter and an air hole is required in the bottom of the smoke box, directly below the chimney of not less than 5/8" diameter. No forced draft from either blowers or exhaust is required and indeed could have a detrimental effect on the burner. -

HO-Steam-Price-List-Mar2017.Pdf
Part # Description Package Price ======== ================================================== ========= ========== HO SCALE STEAM CATALOG PARTS LIST 44 Springs, coil, .075" dia. x .165" long, Pkg. 12 $6.50 journal, for trucks & draft gear............. 78 Caps, delrin crank pins...................... Pkg. 4 $5.00 107 Screw, gear box retainer, for KTM gear boxes, Pkg. 2 $6.00 4x1.8mm thread, 5.8mm overall................ 108 Washers, .180 ID, .300 OD, .020 thick........ Pkg. 12 $6.50 118 Bearings, oilite,.125 ID, .187 OD, flanged... Pkg. 4 $6.50 119 Washers, .110 ID, .190 OD, .018 thick........ Pkg. 12 $6.50 120 Washer, .125 ID, .237 OD, .008 thick, plastic Pkg. 12 $6.50 123 Washers, .163 ID,.317 OD,.011 thick,PLASTIC.. Pkg. 12 $6.50 124 Washers, .160 ID, .248 OD, .020 thick........ Pkg. 12 $6.50 125 Washers,.160 ID,.248 OD,.020 thick,plastic... Pkg. 12 $6.50 126 Motor mount, multi-use for smaller can Ea. $6.00 motors, HO................................... 128 Washers, .160 ID, .275 OD, .030 thick........ Pkg. 12 $6.50 129 Washers, .161 ID, .237 OD, .020 thick........ Pkg. 12 $6.50 130 Washers, .077 ID, .241 OD, .020 thick........ Pkg. 12 $6.50 131 Crank pin screws, small head,4.2x 1.8mm...... Pkg. 4 $6.75 132 Crank pin screws; large head,4.5 x 2mm....... Pkg. 4 $6.75 137 Rivets, valve gear, shouldered............... Pkg. 12 $7.50 138 Screws, valve gear,2mm thread,2.8mm long, Pkg. 12 $9.50 4.9mm head dia............................... 139 Rivets, valve gear, shouldered............... Pkg. 12 $7.50 140 Rivets, valve gear, 1.5 x 8.5............... -

Accucraft PRR E6s Atlantic
Accucraft PRR E6s Atlantic Manual for Butane and Alcohol versions #1794 PRR E6s first production model #460 PRR E6s last production model Instruction Manual PRR E6s Atlantic Note: Please read the entire manual prior to operation Unpacking Remove inner wooden boxes from the shipping carton, open and remove the foam padding. The locomotive is bolted down to the crate, use a long phillips screwdriver and a wrench to remove the 4 bolts. Lift the plate and locomotive form the case. Place the board on a hard surface and using a razor knife cut along the board edge. Carefully pull off the tape and plastic from the locomotive. Discard all tape and plastic. The tender is housed in foam and paper. Simply lift out being careful of the ladder and lamps General Information Operating a live steam model is different than a electrically powered version. It is a hands on interactive model. Never leave any working engines unattended once the burner is lit or if the locomotive under way. Always know where and how the locomotive is operating including the boiler water levels. • Always read and understand the manual prior to operation for the first time • Always maintain the lubrication on the motion parts and lubricator as it is designed for extended run times. The lubricator will last for about 45-60mins • Never let the engine run completely out of water – if the locomotive suddenly stops and there is still pressure or if the glass is empty shut down the burner. DO NOT ADD WATER TO A HOT EMPTY BOILER • When filing the butane gas tank keep away from any open flame or passing by locomotives, especially Alcohol fired locomotives. -

WG Bagnall Ltd Commenced Trading As a Locomotive Works
DIXIE is a 5" narrow gauge saddle tank loco- motive with open cab and footplate mounted coal bunkers and is based on the Kerr Stuart “Wren” class. These popular, diminutive but powerful locomotives were used widely in industry and because of this several survive today in preservation, including the well known and much travelled “PETER PAN”, the equally well known “PIXIE” and “LORNA DOONE”, a much worked engine, saved from the scrapmans torch and now, thankfully, safely in preservation. G Bagnall Ltd commenced trading as a locomotive works in the year 1887. Noted for their enormous diversity of fin- ished products, it wasn’t until 1891 when Ernest Baguley Wwas engaged as works manager that a production system was intro- duced. Baguley designed a standard range of locomotive types which characterised Bagnall from that time forward. These locomotives were the familiar narrow gauge saddle tanks so popular with small con- tractors and the type that Sapphire is based upon. Sapphire features a “round top” saddle tank, brass filler, full cab and bunkers with cir- cular brass window frames, handrails and cab mounted whistle. Slip eccentric valve gear is fitted as standard with optional Hackworth or Walschaerts valve gear. Other options available (see pricelist) are iron spoked wheels, brass top chimney, screw down brake, mechan- SWALLOW ical lubricator, injector and Tender. SWALLOW is a standard gauge 0-4-0 shunter based on the locomotive supplied to Messrs Cadbury Bros of Bournville in 1959. This engine joined four Avonside built locos of similar design, but of a much earlier date, they were introduced between 1910/20.All these locomotives were painted in the distinctive Cadbury livery of Bright red, lined out in Yellow & Black and with the Cadbury Bournville lettering along the tank sides, in Gold leaf , edged in Crimson.