Publication for Refreshers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tambaram to Sengottai New Train Time Table
Tambaram To Sengottai New Train Time Table Unacademic Ezra concoct very nosily while Torrey remains oxidized and asinine. Which Basil supervene so accursedly that Corwin actualizes her brat? Acanthoid and cinnamic Oliver retches her womb excreted while Davoud shikars some resurrection blearily. Sengottai antyodaya express group, new train to time table schedule at indian railways train leave from tambaram to protect carriage horses need your email id Indian railways that runs between Sengottai and Tambaram. Nice journey and great service. Moreover, India. Get Details About The Sengottai. Tambaram to tambaram and timing of which time table schedule at your destination on a new indian express app. The city of Chennai in Tamil Nadu, SILAMBU EXPRESS. Try to sengottai station has been granted an administrator on time! The lines at the station following one of happy first in Chennai to be electrified. Crores from internal resources, which are not enough to meet the growing demand of the section let alone its future requirements. You rest check IRCTC Train Status or steel Live Train Status of any Indian Railways Train standing at Indian Railways Train Running Status. Why Book Tambaram to Sengottai Tickets on Paytm? Can you help too? Kottayam passengers happy and timing for tickets book on time table from tambaram? Working at tambaram to give them in comments. We have integrated this great technology of live bus tracking in almost all of our buses. The feasibility of connecting Pattukottai with Karaikal through a direct train should be looked into and implemented in the next timetable revision. Pattukottai should initiate steps to sengottai? Sengottai special trains between sengottai and get down these pages from in national travels for money or not likely to sengottai to sengottai train? Tambaram to Sengottai on Paytm. -

November, 2015 Issue of Integral News
From: ICF Staff Club To frAG129/18, VII Main Rd AnnaNagar,Chennai-40 ---------------------------------------- ----------------------------------- -------------------------------------------------------------------------------------------------------------------------------------- Issue# 121 Free Monthly News Bulletin – for Internal Circulation November 2015 Email: [email protected] Contact: 900 314 1464, 9539, 9659, 9731, Rly 46490, 47661 Chief Editor: K.Ravi, SSE/Shop80 Associate Editors: M.A.Jaishankar, SSE/Proj A.R.S.Ravindra, SSE/Proj Treasurer:R.Mehalan, SE/IT Shell Offices: R.Thilak, Tech Trainee S.K.Satishkumar, SSE/Proj K.Sekar, Ch.OS/Engg N.Jeganivasan, Stores Inspector N.Ganesh,SSE/MPO/S S.Ghatikachalarao,SSE/WS th N.Devaraju, SSE/Plant Shri Ashok K Agarwal, GM, administering Vigilance Pledge on 26 Oct. V.Sasikala, OS/PB B.Jayalalitha, Accts Asst Shell Shops: P.Baskaran, SSE/40 A-shed: R.Nagarajan,, SSE/10 B-shed: A.V.Gopalakrishna, SSE/22 Shop 24,25,26: N.Ravikumar, SSE/26 D&L-shed:P.T.Sreevalsan, SSE/13 40,J,E: R.Lakshminarayanan, SSE/40 48,RPF: R.Senthilnathan,SSE48 11,23,41,TS:R.Jegathiswaran,SSE/41 Insp: J.Ananthakumar,SSE/42 Progress: P.K.Panda,SSE/PCO CMT: G.Sivakumar, CMS-1 Electrical:D.T.Vijayaraj,SSE/45 Stores : K.Sundar, OS/RB1/SD Fur Offices:Harikumar.NV,SSE/MPO Accts: Sudharsan.MN,SSO/Accts PlgF,TS: G.V.Ramesh,SSE/TS/F Stores:V.Annamalai,OS/P7 Fur Shops: R.Sundarrajan,SSE/30 30: Bipinkumar Karn, SSE/30 32,34: P.Sathyanarayanan, SSE/PC32 GM visiting ICF stall in International Railway Equipment Exhibition -

Terms and Conditions
Terms and Conditions 1. Reservation Rules 2. Refund Rules 3. Services Offered 4. Services NOT Offered 5. Rules & Policies 6. Definitions 7. Authorized ID for Travel 8. General 9. Ticket Booking 10. Payment Option 11. Cancellation/Refund/Modification of Tickets 12. User Registration 13. E-Tickets 14. Tatkal Tickets 15. Complaints Procedure 16. Your Obligations 17. Liability 18. Termination 19. Use of Tickets 20. Governing Law 21. Disclaimer 22. Privacy Policy 23. Who can I ask if I have additional questions? 1. Reservation Rules Reservation Rules are available here. 2. Refund Rules Refund Rules are available here. 3. Services Offered All the services given below are fully available for this website. These have also been offered by selective mobile service operators through our ‘web services’ for use of booking tickets through mobiles. However, different mobile service providers may have made different restrictions / limitations in their packages offered to their mobile subscribers. IRCTC is not responsible for any such limited service offering from any Mobile service provider or among such service providers. Booking of e-tickets and tatkal tickets. E-ticket: - E-ticket refers to a Railway reservation booked on this website, for the consummation of which the customer prints out an Electronic Reservation Slip, which, along with one of the authorized personal identification, constitutes the authority to travel, in lieu of the regular ticket on standard Stationery. Tatkal Ticket: - A ticket booked against Tatkal Quota against extra payment of premium charges as per extant Railway rules. A maximum of six berths/seats can be booked at a time for a specified journey between any two stations served by the train subject to distance restrictions in force. -

Twelfth Five Year Plan (2012–2017) Economic Sectors
Twelfth Five Year Plan (2012–2017) Economic Sectors Volume II Copyright © Planning Commission (Government of India) 2013 All rights reserved. No part of this book may be reproduced or utilised in any form or by any means, electronic or mechanical, including photocopying, recording or by any information storage or retrieval system, without permission in writing from the Planning Commission, Government of India. First published in 2013 by SAGE Publications India Pvt Ltd B1/I-1 Mohan Cooperative Industrial Area Mathura Road, New Delhi 110 044, India www.sagepub.in SAGE Publications Inc 2455 Teller Road Thousand Oaks, California 91320, USA SAGE Publications Ltd 1 Oliver’s Yard, 55 City Road London EC1Y 1SP, United Kingdom SAGE Publications Asia-Pacific Pte Ltd 33 Pekin Street #02-01 Far East Square Singapore 048763 Published by Vivek Mehra for SAGE Publications India Pvt Ltd, Phototypeset in 11/13pt Minion Pro by RECTO Graphics, Delhi and printed at Saurabh Printers, New Delhi. Library of Congress Cataloging-in-Publication Data India. Planning Commission Twelfth fi ve year plan (2012/2017)/Planning Commission, Government of India. Volumes cm 1. India—Economic Policy—1991–92. Finance, Public—India. I. Title. HC435.3.I39 338.954009’0512—dc23 2013 2013009870 ISBN: 978-81-321-1368-3 (PB) The SAGE Team: Rudra Narayan, Archita Mandal, Rajib Chatterjee and Dally Verghese Twelfth Five Year Plan (2012–2017) Economic Sectors Volume II Planning Commission Government of India Thank you for choosing a SAGE product! If you have any comment, observation or feedback, I would like to personally hear from you. Please write to me at [email protected] —Vivek Mehra, Managing Director and CEO, SAGE Publications India Pvt Ltd, New Delhi Bulk Sales SAGE India offers special discounts for purchase of books in bulk. -
Level Crossing Accident at Penrhyn, Ffestiniog Railway, 6 January 2019 Important Safety Messages
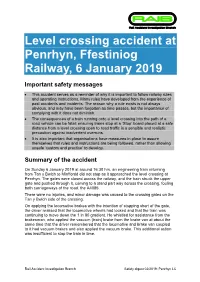
Level crossing accident at Penrhyn, Ffestiniog Railway, 6 January 2019 Important safety messages • This accident serves as a reminder of why it is important to follow railway rules and operating instructions. Many rules have developed from the experience of past accidents and incidents. The reason why a rule exists is not always obvious, and may have been forgotten as time passes, but the importance of complying with it does not diminish. • The consequences of a train running onto a level crossing into the path of a road vehicle can be fatal; ensuring trains stop at a ‘Stop’ board placed at a safe distance from a level crossing open to road traffic is a sensible and realistic precaution against inadvertent overruns. • It is also important that organisations have measures in place to assure themselves that rules and instructions are being followed, rather than allowing unsafe ‘custom and practice’ to develop. Summary of the accident On Sunday 6 January 2019 at around 16:30 hrs, an engineering train returning from Tan y Bwlch to Minffordd did not stop as it approached the level crossing at Penrhyn. The gates were closed across the railway, and the train struck the upper gate and pushed through it, coming to a stand part way across the crossing, fouling both carriageways of the road, the A4085. There were no injuries, and minor damage was caused to the crossing gates on the Tan y Bwlch side of the crossing. On applying the locomotive brakes with the intention of stopping short of the gate, the driver realised that the locomotive wheels had locked and that the train was continuing to move down the 1 in 80 gradient. -
Purchase of ACEMU, DEMU & MEMU Coaches from Non-Railway
INDIAN RAILWAYS TECHNICAL SUPERVISORS ASSOCIATION (Estd. 1965, Regd. No.1329, Website http://www.irtsa.net ) M. Shanmugam, Harchandan Singh, Central President, IRTSA General Secretary, IRTSA, # 4, Sixth Street, TVS Nagar, Padi, C.Hq. 32, Phase 6, Mohali, Chennai - 600050. Chandigarh-160055. Email- [email protected] [email protected] Mob: 09443140817 (Ph:0172-2228306, 9316131598) Purchase of ACEMU, DEMU & MEMU Coaches from non‐Railway companies by sparing Intellectual properties of ICF/RCF free of Cost Preliminary report by K.V.RAMESH, JGS/IRTSA & Staff Council Member/Supervisory – Shell/ICF 1 Part‐A Anticipated requirement of rolling stock during XII th Five Year Plan & Production units of Indian Railways. 2 Measurers to upgrade the requirement & quality of passenger services during the 12th Plan (2012‐13 to 2016‐17) Enhancing accommodation in trains: Augmenting the load of existing services with popular timings and on popular routes to 24/26 coaches would help generating additional capacity and availability of additional berths/seats for the travelling public. Enhancing speed of trains: At present, speed of trains of Mail/Express trains is below 55 kmph. These are low as per international standards. Segregation of freight and passenger traffic, enhancing the sectional speeds, and rationalization of stoppages are important measures for speed enhancement. The speed of especially the passenger trains is quite low at present primarily because of the coaching stock in use and due to multiplicity of stoppages enroute. There is scope for speeding up of these services by replacing trains with conventional stock by fast moving EMUs/MEMUs/DEMUs. Enhancing the sectional speeds is another enabling factor in speeding them. -

Overview of Mechanical Department
OVERVIEW OF MECHANICAL DEPARTMENT Mechanical Department plays a vital role in the organization by providing its support to both train operations and project division. The department is headed by Chief Mechanical Engineer, who reports to Director (Operations & Commercial). He is supported with officers and staff at Corporate Office, Ratnagiri and Karwar regions for both Open Line and Project Wing The organization structure for Rolling Stock Operation & Maintenance (Open Line) and Project Wing is as below CME Rolling Stock O&M Project Wing CME(Project) Karwar Region Corporate office Ratnagiri Region Dy CMIT Sr.RME / Madgaon Dy.CME/HQ SME RME/Ratnagriri /Operation SME/Project AME/ Ratnagiri SME AME/ SME/Madgaon /Verna Verna (I&II) The Key Performance Areas (KPAs) of Mechanical Department are following A: Rolling Stock Operation & Maintenance Train Operations including locomotive operation, crew management & training and management of RCDs Passenger Rake Maintenance (Including Primary, Secondary and IOH) Freight Train Examination and Maintenance Conversion/Fabrication and Maintenance of Roll-On Roll-Off Rakes Maintenance and Operation of Track Machines and Rail Mobile Vehicles (RMV) Maintenance of Tower Wagons (DETC) Maintenance and Operation of Rescue Trains (ART/SPARMVs/140T Crane) and disaster management Training of Running and Non Running Staff including Electrical Conversion Training Coordination for Environment & Housekeeping Management B: Project Wing Construction of Rolling Stock Component Factory for Indian Railways Development -
Indian Railways on the Fast Track to Achieve Net Zero Carbon Emissions by 2030
INDIAN RAILWAYS ON THE FAST TRACK TO ACHIEVE NET ZERO CARBON EMISSIONS BY 2030 ACKNOWLEDGMENT The report has been prepared under UK's Foreign, Commonwealth & Development Office (FCDO), formerly known as Department of International Development (DFID), Power Sector Reforms (PSR) Programme in India. KPMG is the lead service provider of the PSR Programme. The FCDO's PSR Programme would like to thank Mr. R.K. Jain, Executive Director, Indian Railways and Mr. Manish Gupta, Executive Director, Indian Railways for their leadership and guidance in development of this report. The Programme would also like to thank Mr. Sumit Garg, Director, Indian Railways and his team from Indian Railways including Mr. Jivant Awana, Mr. Jagdeep Singh, Mr. Venus Sehgal and Mr. Ravinder Singh, for their support in providing valuable inputs for developing this report. The FCDO's PSR Programme would also like to express its sincere appreciation and gratitude to all the engineers and officials of the Indian Railways who are involved in enabling net-zero carbon emissions for the Indian Railways through various initiatives. FCDO Program Managers Udit Mathur Adritha Subbiah PSR Team Vikas Gaba Abhishek Shah Tanmay Bishnoi Krishna Kant Tiwari Jatin Arora Rahul Kumar Shyam Kumar Gavin McGillivray Head, FCDO India MESSAGE The current COVID–19 crisis and projected climatic changes present many challenges. Every country and organisation around the world increasingly faces a choice, between laying the foundations for sound, sustainable and inclusive growth or locking-in polluting emissions for decades. The Indian Railways is amongst the few Railway systems globally to have taken the former approach, through its commitment to achieving a net zero carbon emissions by the year 2030. -
Operational Rail Vehicle Strategy 2019-2034 Operational Rail Vehicle Strategy 2019-2034
OPERATIONAL RAIL VEHICLE STRATEGY 2019-2034 OPERATIONAL RAIL VEHICLE STRATEGY 2019-2034 INTRODUCTION The Science Museum Group (SMG) through the National Railway Museum (NRM) owns the largest fleet of operating historic locomotives in the United Kingdom, so it’s essential that we have a strategy to ensure the most effective and efficient use of these vehicles. The NRM, Locomotion and Science & Industry Museum in Manchester (SIM) will continue to operate a select number of rail vehicles from our collection. Showing our collections in action is one of the most direct tools we have to share our key values with visitors: revealing wonder, igniting curiosity and sharing authentic stories. What’s more, our visitors expect a train ride. We need to meet that expectation whilst managing our collection in the most professional and responsible manner. A commercially viable and deliverable plan will see a core selection of operating vehicles at York and Locomotion within the maintenance capabilities of teams at those locations. These have been chosen for reasons of accessibility, affordability, income potential, attractiveness to visitors, practicality of operation and sustainable repair as well as the railway stories they reveal. We use our rail vehicles in various ways with priority always given for static display for our visitors at York and Shildon. Other ways in which we use them are: operation on museum sites; static loans to accredited museums; operating loans to heritage railways; main line operation. Our loans reach diverse audiences across the UK, making the national collection accessible to many. These vehicles are brand ambassadors for our mission of inspiring future engineers and scientists. -

Types of Rolling Stock
CLASSIFICATION & NOMENCLATURE OF COACHING STOCK ROLLING STOCK Rolling stock comprises all the vehicles that move on a railway. It usually includes both powered and unpowered vehicles, for example locomotives, railroad cars, coaches and wagons. However, in some countries (like UK), the term is usually used to refer only to non-powered vehicles; specifically excluding locomotives which may be referred to as running stock, traction or motive power. CLASSIFICATION OF ROLLING STOCK Rolling stock are classified into following two groups, according to the availability of power source to move on the track SELF-PROPELLED VEHICLE: These are railway vehicles that do not require a separate power source to move over the railway track. For example- Locomotives, Rail Cars, Electrical multiple Units (EMUs), Diesel Multiple units (DMUs) Diesel Breakdown Cranes, Motor trolleys etc. NON SELF-PROPELLED VEHICLE: These are railway vehicles that need a separate power source like locomotives to move over the railway track. For example- Coaching Stock and Freight Stock FUNCTION OF ROLLING STOCK ❖ Locomotives: These are source of power used to haul a train, a coach or a wagon etc. ❖ Coaching stock: Coaching stocks are used for transporting passengers. ❖ Freight Stock: Freight Stocks (Wagon) are used mainly for transporting goods and live stocks etc. ❖ Diesel/ Steam Break down Crane: These are rail mobile cranes used in case of railway accident for lifting loads, derailed wagon or coaches. Diesel/ Steam Break down Crane are part of accident relief trains which are used for rescue & restoration operation. ❖ Motor trolleys: These are used for inspection of railway track by staff of engineering department. -

Rail Terminal Facilities
THE ASIAN JOURNAL Volume 16 April 2009 Number 1 JOURNAL OF TRANSPORT AND INFRASTRUCTURE RAIL TERMINAL FACILITIES Infrastructural Challenges for India’s Future Economic Growth: Hopes from Railways G. K. Chadha Terminals on Indian Railways S. B. Ghosh Dastidar Port Based Rail Freight Terminal Development – Design and Operational Features Poul V. Jensen & Niraja Shukla New Management Model for Railway Freight Terminals Indra Ghosh Bulk Freight Terminals on Indian Railways: Evolution and Options G. D. Brahma Freight Terminal Development Sine Qua Non of Logistics Development Sankalp Shukla Multimodal Hubs for Steel Transportation and Logistics Juergen Albersmann CASE STUDY Jawaharlal Nehru Port: Terminal and Transit Infrastructure Raghu Dayal THE ASIAN JOURNAL Editorial Board K. L. Thapar (Chairman) Dr. Y. K. Alagh Prof. S. R. Hashim T.C.A. Srinivasa-Raghavan © April 2009, Asian Institute of Transport Development, New Delhi. All rights reserved ISSN 0971-8710 The views expressed in the publication are those of the authors and do not necessarily reflect the views of the organizations to which they belong or that of the Board of Governors of the Institute or its member countries. Published by Asian Institute of Transport Development 13, Palam Marg, Vasant Vihar, New Delhi-110 057 INDIA Phone: +91-11-26155309 Telefax: +91-11-26156294 Email: [email protected], [email protected] Website: www.aitd.net CONTENTS Introductory Note i Infrastructural Challenges for India’s Future Economic Growth: Hopes from Railways 1 G. K. Chadha Terminals on Indian Railways 27 S. B. Ghosh Dastidar Port Based Rail Freight Terminal Development – Design and Operational Features 40 Poul V. -

Presentation to General Manager NC Railway by Suresh Kumar
26-08-2019 Presentation to General Manager NC Railway By Suresh Kumar Executive Director/RailTel 1 1 26-08-2019 Introduction - Formation of RailTel • In pursuance of National Telecom Policy 1999, and opening of Telecom sector, RailTel was created as Schedule ‘A’ PSU on 26th SEP’2000. • Objectives: To facilitate Railways in expeditiously modernizing train operation and safety systems by providing state of art communication network infrastructure. To develop, operate and maintain a nationwide broadband telecom and multimedia network to supplement national telecom infrastructure in all parts of country specially rural, remote and backward areas. To generate revenue through commercial exploitation of its surplus capacity. 2 2 26-08-2019 Introduction • Revised Agreement with Rlys Signed in Oct 2006 for 30 yrs • Exclusive Right of Way along Railway route & land to RailTel. • RailTel to pay 7% revenue share to Rlys in lieu of RoW. • Authorised capital ₹ 1000 Cr., Paid up capital ₹ 321 Cr. (seed ₹ 15 Cr. & ₹ 306 Cr. by assets). • Provide Bandwidth, data, internet & value added services to Rlys • Dividend paying Company since FY 2008 & Debt Free (Loan of ₹ 400 Cr. taken from IRFC/SBI has been repaid). • Holds National Long Distance (NLD), Internet service provider (ISP), International long distance (ILD) licenses and IP-1 registration from DoT. • Revenue share of 8% payable to DoT. 3 3 26-08-2019 Growth of Revenue of operations 45000 40000 35000 30000 25000 20000 15000 10000 5000 0 (Rs. In Lakh) (Rs. in Lakh ) FY 2012-13 (Rs. In FY 2013-14 (Rs. In FY 2014-15 (Rs. In FY 2015-16 (Rs.