The Nord Stream, OPAL & Nel Pipelines and Europe´S Search For
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Economics of the Nord Stream Pipeline System
The Economics of the Nord Stream Pipeline System Chi Kong Chyong, Pierre Noël and David M. Reiner September 2010 CWPE 1051 & EPRG 1026 The Economics of the Nord Stream Pipeline System EPRG Working Paper 1026 Cambridge Working Paper in Economics 1051 Chi Kong Chyong, Pierre Noёl and David M. Reiner Abstract We calculate the total cost of building Nord Stream and compare its levelised unit transportation cost with the existing options to transport Russian gas to western Europe. We find that the unit cost of shipping through Nord Stream is clearly lower than using the Ukrainian route and is only slightly above shipping through the Yamal-Europe pipeline. Using a large-scale gas simulation model we find a positive economic value for Nord Stream under various scenarios of demand for Russian gas in Europe. We disaggregate the value of Nord Stream into project economics (cost advantage), strategic value (impact on Ukraine’s transit fee) and security of supply value (insurance against disruption of the Ukrainian transit corridor). The economic fundamentals account for the bulk of Nord Stream’s positive value in all our scenarios. Keywords Nord Stream, Russia, Europe, Ukraine, Natural gas, Pipeline, Gazprom JEL Classification L95, H43, C63 Contact [email protected] Publication September 2010 EPRG WORKING PAPER Financial Support ESRC TSEC 3 www.eprg.group.cam.ac.uk The Economics of the Nord Stream Pipeline System1 Chi Kong Chyong* Electricity Policy Research Group (EPRG), Judge Business School, University of Cambridge (PhD Candidate) Pierre Noёl EPRG, Judge Business School, University of Cambridge David M. Reiner EPRG, Judge Business School, University of Cambridge 1. -

Transporting Russian Natural Gas to Western Europe – from Source to Market
FACT SHEET December 2013 Transporting Russian Natural Gas to Western Europe – From Source to Market Overview of the pipelines connecting to Nord Stream Owner of the pipeline Operator 1 Bovanenkovo-Ukhta pipeline 2 SRTO-Torzhok pipeline 3 Brotherhood pipeline Gazprom Gazprom 4 Pochinki-Gryazovets pipeline 5 Gryazovets-Vyborg pipeline 6 Nord Stream Pipeline Nord Stream AG shareholders: Nord Stream AG OAO Gazprom (51%), Wintershall Holding GmbH (15.5%), E.ON SE (15.5%), N.V. Nederlandse Gasunie (9%), GDF SUEZ (9%) OPAL Gastransport W & G Beteiligungs-GmbH & Co. KG (80%), GmbH & Co. KG, 7 OPAL pipeline Lubmin-Brandov Gastransport GmbH (20%) Lubmin-Brandov Gastransport GmbH NEL Gastransport GmbH, NEL Gastransport GmbH (51%), Gasunie Gasunie Ostseeanbindungsleitung GmbH 8 NEL pipeline Ostseeanbindun (25%), gsleitung GmbH, Fluxys Deutschland GmbH (24%) Fluxys Deutschland GmbH 1 Industriestrasse 18 Moscow Branch 6304 Zug, Switzerland ul. Znamenka 7, bld. 3 Tel. +41 (0) 41 766 91 91 119019 Moscow, Russia Fax +41 (0) 41 766 91 92 Tel. +7 (0) 495 229 65 85 www.nord-stream.com Fax +7 (0) 495 229 65 80 Gas production sources Russia is one of the countries with the largest gas reserves in the world. With 32,900 bcm, Russia has 17.6% of the world's currently known natural gas reserves.1 This is equal to around 56 years of Russian gas production at 2012 levels or around 74 years of EU gas demand at 2012 levels. The International Energy Agency (IEA) estimates the ultimately recoverable gas resources2 in Russia to be three times as high – 127,000 bcm, of which 21,000 bcm have already been produced. -
The Real Financial Cost of Nord Stream 2
THE REAL FINANCIAL COST OF NORD STREAM 2 – ECONOMIC SENSITIVITY ANALYSIS OF THE ALTERNATIVES TO THE OFFSHORE PIPELINE THE REAL FINANCIAL COST OF NORD STREAM 2 – economic sensitivity analysis of the alternatives to the offshore pipeline Author: Piotr Przybyło Economy and Energy Programme Warsaw 2019 TABLE OF CONTENTS I. Pipeline from nowhere to nowhere 6 II. A €17.2 billion investment 7 III. The construction cost of offshore vs onshore 8 IV. Three times cheaper alternative onshore routes 9 V. The true motives behind the Nord Stream 2 14 PIPELINE FROM NOWHERE Siberia to Baltic coast in Russia. Similarly, newly TO NOWHERE constructed pipelines will transport 55 bcma of gas over 800 km down south from the Baltic shore In any economic analysis of Nord Stream 2 the first in Germany to one of the biggest European gas question to be considered is the actual cost of the hubs in Austria, its final destination. Consequently, project. Over the last couple of years, a variety of the overall construction cost of Nord Stream 2 publications have provided widely differing cost route should include all the additional necessary projections. The recent data suggest that Nord infrastructure to achieve this objective. Conclusively, Stream 2 capital investment will reach €9,5-10 the construction cost of the offshore pipeline is billion. only a portion of the bigger project which aims to deliver Russian gas to South-West of Europe. Yet, the €9,5-10 billion is not the final construction cost of the project. Nord Stream 2 will not fulfil its Here, the main focus will be put on the economic function in isolation. -

Nord Stream Delivers Gas to Lubmin
European gas grid gas European gas from Nord Stream is delivered to the the to delivered is Stream Nord from gas At the landfall facility in Lubmin, Germany, Germany, Lubmin, in facility landfall the At LUBMIN HEATH: European Mainland European High Tech AN ENERGY SITE A Connecting Nord the at Arrives Natural Gas Gas Natural for Quality In the context of the energy Hub on the strategy 2020 of Mecklenburg- Stream and Safety Western Pomerania, Lubmin developed into an energy hub German Coast with a range of energy sources Delivers More than 167 million standard cubic metres feeding electricity into the German (later: cubic metres) of natural gas can be distribution grid. The Lubmin landfall The Bovanenkovo oil and gas gas transport systems. Currently, condensate deposit is the main up to 36 billion cubic metres of processed in the receiving station in Lubmin facility is the logistical natural gas base for the Nord gas can flow through the OPAL every day. A sophisticated series of valves, filters, link between the Nord Gas to Lubmin DISMANTLING AND Stream Pipeline. Discovered and pipeline annually. This amount preheating, measuring and control facilities Stream Pipeline and CONSTRUCTION estimated gas reserves amount is enough to supply a third of ensure that the gas is of top quality, and the right the European gas to 4.9 trillion cubic meters which Germany with natural gas for a quantities are flowing to the connecting pipelines distribution grid. The makes the Bovanenkovo field a year. The pipeline runs south at the right pressure and temperature. In 1995, the Nord nuclear power natural gas that arrives reliable source of natural gas for from Lubmin to Brandov, in the plant in Lubmin was shut down. -
PDF of the Fact Sheet
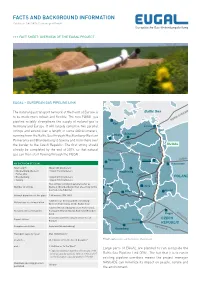
FACTS AND BACKGROUND INFORMATION Publisher: GASCADE Gastransport GmbH ••• FACT SHEET: OVERVIEW OF THE EUGAL PROJECT EUGAL – EUROPEAN GAS PIPELINE LINK The natural gas transport network at the heart of Europe is Baltic Sea to be made more robust and flexible: The new EUGAL gas pipeline reliably strengthens the supply of natural gas to NORD STREAM Kiel Germany and Europe. It will largely comprise two parallel Greifswald strings and extend over a length of some 480 kilometers, running from the Baltic Sea through Mecklenburg-Western Hamburg Schwerin Pomerania and Brandenburg to Saxony and from there over NEL the border to the Czech Republic. The first string should EUGAL OPAL already be completed by the end of 2019, so that natural NETRA gas can then start flowing through the EUGAL. FGL306 Hannover BERLIN JAMAL AN OVERVIEW OF EUGAL Frankfurt/Oder Total length About 480 kilometers Hameln Mecklenburg-Western About 102 kilometers Magdeburg Pomerania Brandenburg About 272 kilometers JAGAL POLAND Saxony About 106 kilometers OPAL Two strings running in parallel as far as Kassel Number of strings Weißack (Brandenburg), then one string to the Leipzig German-Czech border Erfurt Dresden Internal diameters of the pipes 1.40 meters (DN 1400) Lubmin near Greifswald (Mecklenburg- Natural gas receiving station Western Pomerania, on the Baltic Sea) Lubmin (Mecklenburg-Western Pomerania), Network connection points Kienbaum (Brandenburg), Radeland (Branden- NET4GAS burg) Prague MEGAL Deutschneudorf (Saxony, German-Czech GAZELLE Export station CZECH Border) Waidhaus REPUBLIC Compressor station Radeland (Brandenburg) NET4GAS Nuremberg Transport capacity / year Max. 55 billion m³ of which … 45.1 billion m³ to the Czech Republic* EUGAL application route (schematic illustration) and … 9.9 billion m³ to the West* Large parts of EUGAL are planned to run alongside the * Capacity expansion based on the results of the binding capacity auctions held on 6 March 2017 Baltic Sea Pipeline Link OPAL. -

Landfall: the Starting Point of the Pipelines
from the Russian gas transportation system transportation gas Russian the from into the Nord Stream offshore pipelines pipelines offshore Stream Nord the into In Portovaya Bay, near Vyborg, gas is fed fed is gas Vyborg, near Bay, Portovaya In VYBORG – the Russian Coast Russian the Safe Operations Landfall: A TOWN AT A Connecting Hub Begins on on Begins THE CROSSROADS Gas Transport Transport Gas Start at The Starting Point OF CULTURES on the Russian Coast Portovaya Bay Vyborg is a Russian city with a 700-year history that still bears The Landfall facility through up to date diagnostics, adjusted in terms of pressure of the Pipelines the hallmarks of old Europe. Its maintenance and repair tech- and volume as well as temper- The initial section of the Nord Stream Pipelines on at Portovaya Bay in the Russian shore is vitally important to the safe narrow winding paved streets niques. The UGSS of Russia is ature, before being transported with low buildings and summer Russia is the logistical controlled round-the-clock by further. The OPAL pipeline links operation of the entire gas transport system. In cafés as well as its medieval link between the Uni- Gazprom’s Central Operations Nord Stream with the existing order to transport gas over a distance of 1,224 kilo- monuments create a special fied Gas Transport Sys- and Dispatching Department, European natural gas transport metres, a powerful compressor station is needed cosy atmosphere the year tem of Russia and the which ensures uninterrupted systems. It is capable of trans- to build sufficient pressure of nearly 220 bar. -

Pigging Test Loops Safeguarding Life, Property and the Environment © Scanpix
ISSUE 14 DECEMBER 2012 In-line with success: pigging test loops Safeguarding life, property and the environment © Scanpix ™ As the focus on pipeline safety increases, stricter regulations Synergi demand better solutions for integrity management. The pipeline landscape is tough. Vermeer is tougher. Pipeline Do you have control? In addition to full compliance, operators are also seeing the benefits of Responsible and systems that increase efficiency and extend the lifetime of ageing assets. Synergi Pipeline is a company-wide risk and integrity management system efficient integrity that improves pipeline safety and reliability, maximises availability and Vermeer is equipped to see you through from start to finish with the products and experience you need. extends operational lifetime. It features support for international codes, Choose from a range of powerful horizontal and tub grinders, and track trenchers. Break through with a full management extensive risk assessment capabilities, coupled with tools to support the lineup of horizontal directional drills and accessories, including maxi rigs, reclaimers and high-pressure mud pumps, entire integrity and risk management process. as well as the tooling you need to tackle challenging subterrain. And it’s all backed by unmatched Vermeer dealer support that’s onsite when you need it. Learn how you can benefit from using Synergi Pipeline. VERMEER.COM Vermeer and the Vermeer logo are trademarks of Vermeer Manufacturing Company in the United States and/or other countries. © 2012 Vermeer Corporation. -

Ad Hoc Arbitration Under the Rules of Arbitration of the United Nations Commission on International Trade Law and Pursuant to the Energy Charter Treaty
AD HOC ARBITRATION UNDER THE RULES OF ARBITRATION OF THE UNITED NATIONS COMMISSION ON INTERNATIONAL TRADE LAW AND PURSUANT TO THE ENERGY CHARTER TREATY NORD STREAM 2 AG (Claimant) VS EUROPEAN UNION (Respondent) EUROPEAN UNION COUNTER-MEMORIAL ON THE MERITS Legal Service European Commission Rue de la Loi/Wetstraat 200 1049 Bruxelles/Brussel Christophe BONDY External Counsel Steptoe & Johnson LLP 3 May 2021 Ad Hoc Arbitration between Nord Stream 2 AG European Union and the European Union Counter-Memorial on the Merits ____________________________________________________________________________________ TABLE OF CONTENTS 1. INTRODUCTION AND SUMMARY ............................................................................................................... 1 1.1. THE CLAIMANT HAS FAILED TO PROVE ITS FACTUAL ALLEGATIONS ................................................................................ 4 1.1.1. The Amending Directive pursues legitimate and achievable public policy objectives ............................. 4 1.1.2. The Amending Directive did not involve a “dramatic and radical regulatory change” ........................... 5 1.1.3. The Amending Directive will not have the alleged on NSP2AG’s investment ..... 6 1.1.4. The NS2 pipeline project was not “deliberately excluded” from the Derogation Regime ....................... 7 1.1.5. The Claimant has failed to prove that the Amending Directive underwent an improper legislative process ................................................................................................................................................... -

The OPAL Exemption Decision: Past, Present, and Future
January 2017 The OPAL Exemption Decision: past, present, and future OIES PAPER: NG 117 Katja Yafimava The contents of this paper are the author’s sole responsibility. They do not necessarily represent the views of the Oxford Institute for Energy Studies or any of its members. Copyright © 2017 Oxford Institute for Energy Studies (Registered Charity, No. 286084) This publication may be reproduced in part for educational or non-profit purposes without special permission from the copyright holder, provided acknowledgment of the source is made. No use of this publication may be made for resale or for any other commercial purpose whatsoever without prior permission in writing from the Oxford Institute for Energy Studies. ISBN 978-1-78467-077-1 ii January 2017: The OPAL Exemption Decision: past, present, and future Preface To the casual gas reader, the dispute over the use of OPAL pipeline capacity is an issue for regulatory experts. But nearly eight years after the first regulatory decision and more than five years after the pipeline started operating it seems extraordinary that the share of capacity that Gazprom can use (if not required by other parties) remains unresolved. Indeed as we entered 2017, the controversy became even greater with the Commission being sued by a member state for having attempted to resolve this long-running problem causing the case to be referred to the European Court of Justice (CJEU). How and why we arrived at this point are the questions Katja Yafimava’s paper is designed to answer. Few of us, if we have only followed the headlines of the OPAL story, will have appreciated the complexity of the (competition and energy) regulatory issues, and in particular the impact of the evolving capacity allocation framework and development of capacity auction platforms, on the different options for resolving the dispute. -

Open Season: WINGAS TRANSPORT Extends Capacity Reservation in the OPAL Gas Pipeline
WINGAS TRANSPORT GmbH & Co. KG Press Release October 8, 2007 Stefan Leunig PI•07•08 ( +49 561 301•3301 4 +49 561 301•1321 press@wingas•transport.de Open Season: WINGAS TRANSPORT extends capacity reservation in the OPAL gas pipeline · Capacity in the German connection to the Nord Stream Baltic Sea pipeline · Initial use starting with 2010 Kassel. WINGAS TRANSPORT GmbH & Co KG has started another process for ordering transport capacities in a new gas pipeline. From Monday, October 8, 2007, 8 a.m. (CEST) interested parties can submit offers to use the OPAL (Ostsee•Pipeline•Anbindungs•Leitung, Baltic Sea Connection Pipeline) within the scope of a so•called open season procedure. This pipeline is currently being planned in the course of implementing the connection line to the Nord Stream Baltic Sea pipeline. Specifically, this means that capacities may be requested to inject natural gas into OPAL, especially in Greifswald and Olbernhau, and to withdraw gas from OPAL or – in this connection – from other points in WINGAS TRANSPORT’s existing pipeline network. More details about the conditions for taking part in this procedure can be found on the network operator's web site (www.wingas•transport.de). “From the start of the procedure all the interested parties have six weeks to acknowledge the terms and conditions of business, register to participate in the new Open Season, and formulate their capacity requirements,” explains Ingo Neubert, Managing Director of WINGAS TRANSPORT. Subsequently, a technical and economic concept will be drafted. In the second phase specific capacities and conditions will be defined. It is planned that the main key points will be concluded before the end of 2007. -

Gas Transport Begins from the Lubmin Landfall Facility in Germany the Landfall Facility Is the Logistical Link Between Nord Stream and the European Gas Grid
NEwSletter about ThE NaturalFacts gaS pIpEline THROUGH ThE baltic sea issue 20 / NovEmbEr 2011 The two lines of the Nord Stream pipeline system reach land at lubmin. at the landfall station, the natural gas is purified, measured, and if necessary adjusted to the proper temperature prior to transport. Gas transport Begins from the Lubmin Landfall Facility in Germany The landfall facility is the logistical link between Nord Stream and the European gas grid he landfall facility in lines also comes from the region into a gas transportation agree- Along its 470-kilometre route, the Lubmin is a hub of sorts, where the Yuzhno-Russkoye ment with OOO Gazprom Export pipeline runs through three Ger- t the actual switching gas field is located. It is the big- to book up to 55 bcm capacity man federal states, and crosses point of a cross-border project gest natural gas field developed annually. The pipelines will trans- a total of 172 roads, four high- that will contribute to a secure in Russia to date. Nord Stream port gas from the entry point in ways, 27 rail lines, and 39 bod- supply of energy to Europe for shareholders Gazprom, E.ON Russia to the exit point in Germa- ies of water. Since the gas loses decades. At the same time, the and Wintershall have a stake in ny, where the gas will be received pressure over the long route, it landfall facility is only a small part this gas field, where reserves by the connecting OPAL (Baltic is repressurised at a compres- of the puzzle in the entire frame- are estimated at 600 billion Sea Pipeline Link) and NEL (North sor station in Baruth, south of work of the onward transport of cubic metres (bcm). -

The OPAL Pipeline: Controversies About the Rules for Its Use and the Question of Supply Security
Centre for Eastern Studies NUMBER 229 | 17.01.2017 www.osw.waw.pl The OPAL pipeline: controversies about the rules for its use and the question of supply security Agata Loskot-Strachota with assistance from Szymon Kardaś, Rafał Bajczuk The record volumes of gas supplied via the OPAL and Nord Stream pipeline in recent weeks have been accompanied by controversy over the rules for utilisation of the OPAL pipeline’s capacity. There has long been uncertainty as to the actual content of the decision taken by the European Commission at the end of October 2016, the full text of which was published on 9 January 2017. Both the clash of interests between companies and states about how to use the gas pipeline, and the different interpretations of the impact of Gazprom’s increased utilisation of OPAL due to the new EC regulations on the situation on the gas markets in the EU, including in Central Europe and Poland, have been revealed. Uncertainty concerning the principles of the pipeline’s use has also been increased by Poland’s formal challenge of the EC’s decision. The decisions by the European Court of Justice and a court in Düsseldorf related to this mat- ter, which temporarily suspend the implementation of the EC’s regulations, have not yet been published. This deepens the doubts about the principles for increased utilisation of the OPAL pipeline, and about the legality of the increase in gas flows along the route which has been apparent since 22 December. At the same time, these gas flows are affecting the situation on the European (and especially Central European) gas markets.