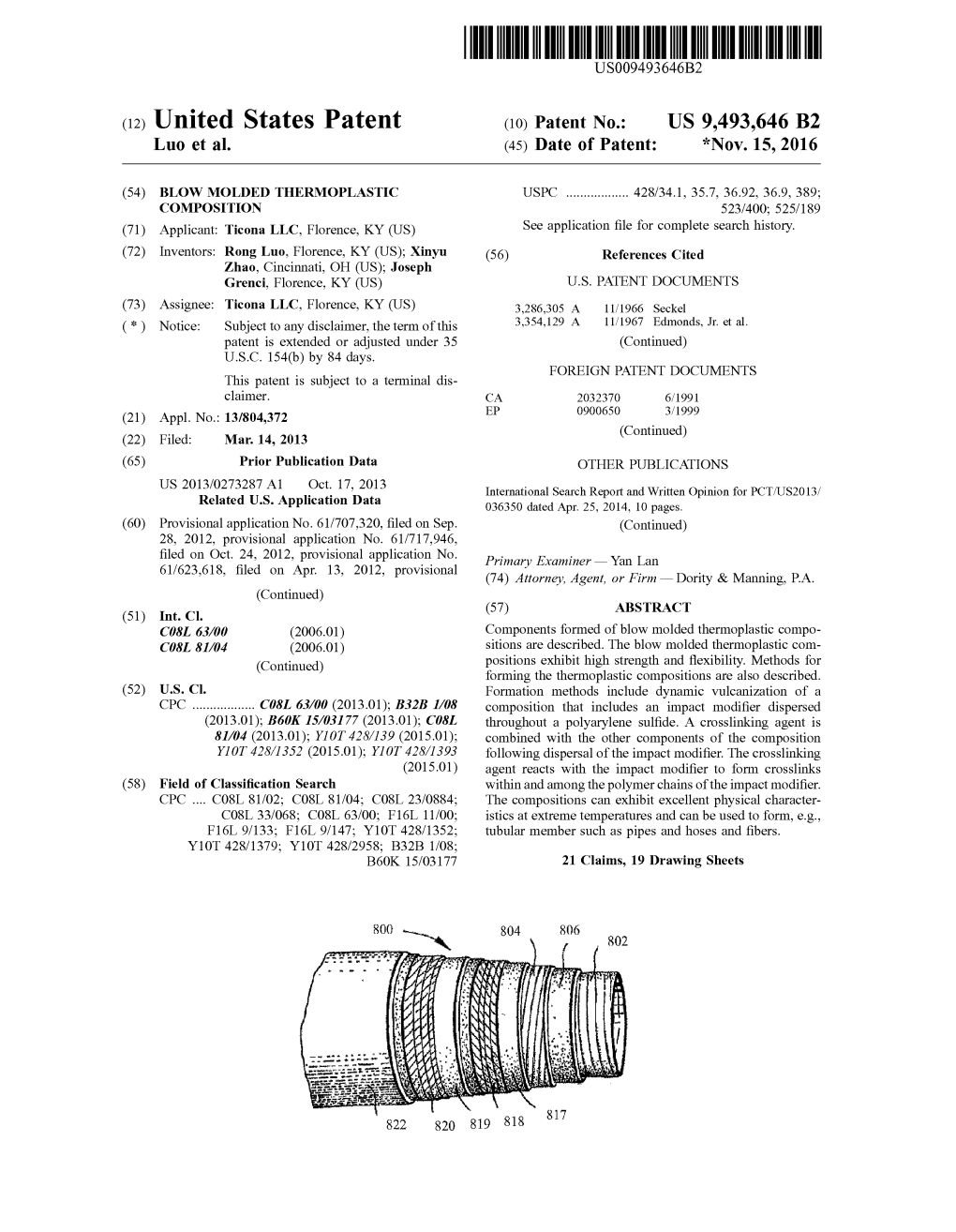
(12) United States Patent E. N
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Analysis of the Academic Effects from Utilizing Analogies in General Chemistry Course Education
Analysis of the Academic Effects from Utilizing Analogies in General Chemistry Course Education By Jason Timothy Smith A Thesis Presented to the Department of Chemistry At the University of Florida in Partial Fulfillment to Obtain A Bachelors in Science of Chemical Science Smith 1 Analogies in academic education help teach various ideas and topics. However, the usage of analogies has not been widely applied within second-level general chemistry. This project analyzed the effects and success that analogies have when taught to general chemistry students on a discussion level group size scale. During the fall 2018 semester at the University of Florida, certain analogies were taught to fifty-four students to help convey certain chemical topics in General Chemistry I (CHM2045). The progress exam scores of these students were then compared to the scores of approximately a hundred students who took the same course in the fall semester of 2017. While the exams were not identical, the structure and types of questions were similar on both. This allowed for an adequate source of data to analyze effects that the analogies might have. Several statistical tests were used to analyze the exam scores. It was confirmed that there was a statistical significance in the analogy questions but a statistical insignificance for the non-analogy questions. INTRODUCTION Mental models help convey particular theories and ideas by utilizing certain mental images to improve understanding and have been applied in many cognitive settings. One mental model seen often in everyday life is analogy. Because of their simplicity and effectiveness, analogies have played a huge role in problem solving, decision making, argumentation, conceptualization, and communication to name a few.1 Analogies work by providing a link between two different domains of meaning. -

Chemistry 101 Exam 2 Form 2N
CHEMISTRY 101 EXAM 2 SECTIONS 572-580 Dr. Joy Heising FORM 2N October 25, 2001 Directions: 1. This examination consists of two parts: 19 multiple choice questions (6 points each) in Part 1 and 3 free response questions (36 points total) in Part 2. The total point value for the exam is 150 points. 2. Fill out your scantron sheet to be used for Part 1. a. Do not forget to include your SIGNATURE and ID number. b. Dept = CHEM, Course No. = 101 c. If you want your scores posted, mark A under the option column 3. Fill in your NAME, SIGNATURE and ID number at the beginning of Part 2 (stapled separately). 4. Use a #1 or #2 pencil for marking the scantron. Fill in the appropriate circles completely. You may write on the multiple choice questions. 5. Read each question carefully, then choose the best answer for each question. There is no penalty for guessing. 6. Write your answers in Part 2 clearly and neatly. Show your work for partial credit. 7. DO NOT write on the envelope. 8. The last page of each Part is a sheet of scrap paper. You may tear it off. 9. When finished, put the SCANTRON SHEET AND PART 2 back in the envelope and turn it in. You may keep Part 1 (this stapled portion). 1 N PART 1 Multiple Choice (6 points each). Choose the BEST answer. 1. How many valence electrons does a phosphorus atom have? a) 2 b) 3 c) 4 d) 5 e) 6 2. Which of the following particles has the smallest mass? a) an electron b) a proton c) a neutron d) a hydrogen atom e) a hydrogen nucleus 3. -

Chapter 10: Chemical Reactions
CHAPTER 10 Chemical Reactions What You’ll Learn ▲ You will write chemical equations to describe chem- ical reactions. ▲ You will classify and identify chemical reactions. ▲ You will write ionic equa- tions for reactions that occur in aqueous solutions. Why It’s Important Chemical reactions affect you every second of every day. For example, life-sustaining chemical reactions occur con- tinuously in your body. Other chemical reactions occur in less likely situations, such as in a thunderstorm. Visit the Chemistry Web site at chemistrymc.com to find links about chemical reactions. The electricity of a lightning bolt provides the energy that sparks chemical reactions among sub- stances in the atmosphere. 276 Chapter 10 DISCOVERY LAB Observing a Change n indicator is a chemical that shows when change occurs during a A chemical reaction. Safety Precautions Always wear goggles and an apron in the laboratory. Procedure 1. Measure 10.0 mL distilled water in a graduated cylinder and pour it into the beaker. Add one drop of 0.1M ammonia to the water. Materials 2. Stir 15 drops of indicator into the solution with the stirring rod. Observe the solution’s color. Measure its temperature with the distilled water universal thermometer. 25-mL gradu- indicator ated cylinder stirring rod 3. Drop the effervescent tablet into the solution. Observe what hap- 100-mL beaker thermometer pens. Record your observations, including any temperature change. pipettes (2) effervescent Analysis 0.1M ammonia tablet Did a color change and a temperature change occur? Was a gas pro- duced? Did a physical change or a chemical change occur? Explain. -

US2278550.Pdf
April 7, 1942. D. J. OER E. A. 2,278,550 PREPARATION OF ALKALI METAL ALKOXIDES Filed June 21, 1939 REACTION ------ REGENERATION OFMX FROM M-represents an alkali metal N-represents a number from 2 to 3 R-represents an alkyl group X-represents the anion of a weak acid Donald D. Lee Donald J. Loder NVENTOR BY 232 az - ATTORNEY Patented Apr. 7, 1942 2,278,550 UNITED STATES PATENT OFFICE 2,278,550 PREPARATION OF ALKALI METAL ALKOXDES Donald J. Loder and Donald D. Lee, Wilmington, Del, assignors to E. I. du Pont de Nemours & Company, Wilmington, Del., a corporation of Delaware Application June 21, 1939, Serial No. 280,308 16 Claims. (CI. 260-632) The invention relates to improvements in the and R is an alkyl, or aralkyl radical which may be manufacture of metal alkoxides and more particu Saturated, unsaturated, substituted or unsub larly to the preparation of alkali metal alkoxides stituted. by the interaction of alcohols with alkali metal In Reactions 1 and 2, an alkali metal salt of a salts of weak acids. weak acid is digested with an alcohol at an ap Alkali metal alkoxides have been prepared by propriate temperature, the digestion being Con. direct reaction of the alkali metal as such with tinued until equilibrium has been substantially an alcohol. or by action of an alkali metal hy reached. The equilibrium mixture is filtered for. droxide. upon an alcohol. The higher cost of the the separation of any undissolved (MX or M3X) first of these methods has limited somewhat the O salt and the resulting solution (or filtrate) is industrial use of the alkoxide thus prepared and found to contain an alkali metal alkoxide, or much effort has been expended in endeavors to aralkoxide, (MOR) hereinafter called 'al make the second more commercially practicable. -

(12) United States Patent (10) Patent No.: US 9,381,492 B2 Turbeville Et Al
USOO9381492B2 (12) United States Patent (10) Patent No.: US 9,381,492 B2 Turbeville et al. (45) Date of Patent: Jul. 5, 2016 (54) COMPOSITION AND PROCESS FOR (56) References Cited MERCURY REMOVAL U.S. PATENT DOCUMENTS (71) Applicant: Sud-Chemie Inc., Louisville, KY (US) 4,094,777 A 6/1978 Sugier et al. 4.474,896 A 10, 1984 Chao (72) Inventors: Wayne Turbeville, Crestwood, KY 4,911,825 A * 3/1990 Roussel ................. C10G 45.04 (US);: Gregregisorynia, Korynta, Louisville, KY 5,409,522 A 4/1995. Durham et al. 208,251 R. (US); Todd Cole, Louisville, KY (US); 5,505,766 A 4/1996 Chang Jeffery L. Braden, New Albany, IN 5,607,496 A 3, 1997 Brooks (US) 5,827,352 A 10, 1998 Altman et al. 5,900,042 A 5/1999 Mendelsohn et al. 6,027,551 A 2/2000 Hwang et al. (73) Assignee: Clariant Corporation, Louisville, KY 6,136,281. A 10/2000 Meischen et al. (US) 6,451,094 B1 9/2002 Chang et al. 6,521,021 B1 2/2003 Pennline et al. c 6,699,440 B1 3/2004 Vermeulen (*) Notice: Subject to any disclaimer, the term of this 6,719,828 B1 4/2004 Lovellet al. patent is extended or adjusted under 35 6,770,119 B2 8/2004 Harada et al. U.S.C. 154(b) by 180 days. 6,890,507 B2 5/2005 Chen et al. 6,962,617 B2 11/2005 Simpson 7,040,891 B1 5/2006 Giuliani (21) Appl. No.: 13/691.977 7,081,434 B2 7/2006 Sinha 7,238,223 B2 7/2007 Meegan, Jr. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Physical Constants of Inorganic Compounds List of Abbreviations
PHYSICAL CONSTANTS OF INORGANIC COMPOUNDS The compounds in this table were selected on the basis of their radioactive elements for which IUPAC makes no recom- laboratory and industrial importance, as well as their value in illus- mendation, the mass number of the isotope with longest trating trends in the variation of physical properties with position half-life is used . in the periodic table . An effort has been made to include the most • Physical Form: The crystal system is given, when available, frequently encountered inorganic substances; a limited number of for compounds that are solid at room temperature, togeth- organometallics are also covered . Many, if not most, of the com- er with color and other descriptive features . Abbreviations pounds that are solids at ambient temperature can exist in more are listed below . than one crystalline modification . In the absence of other infor- • mp: Normal melting point in °C . The notation tp indicates mation, the data given here can be assumed to apply to the most the temperature where solid, liquid, and gas are in equilib- stable or common crystalline form . In many cases, however, two rium at a pressure greater than one atmosphere (i .e ., the or more forms are of practical importance, and separate entries normal melting point does not exist) . When available, the will be found in the table . triple point pressure is listed . Compounds are arranged primarily in alphabetical order by the • bp: Normal boiling point in °C (referred to 101 .325 kPa most commonly used name . However, adjustments are made in or 760 mmHg pressure) . The notation sp following the many instances so as to bring closely related compounds togeth- number indicates the temperature where the pressure of er . -

Process for Production of High Molecular-Weight Polyarylene Sulfides
~" ' MM II II II Ml II Ml I II II II II I II J European Patent Office nno n * © Publication number: 0 226 998 B1 Office europeen* des, brevets. , EUROPEAN PATENT SPECIFICATION © Date of publication of patent specification: 13.05.92 © Int. CI.5: C08G 75/02 © Application number: 86117446.4 @ Date of filing: 15.12.86 © Process for production of high molecular-weight polyarylene sulfides. ® Priority: 18.12.85 JP 285243/85 Qj) Proprietor: KUREHA KAGAKU KOGYO KABUSHIKI KAISHA @ Date of publication of application: 9-11 Horldome-cho 1-chome Nlhonbashl 01.07.87 Bulletin 87/27 Chuo-ku Tokyo 103(JP) © Publication of the grant of the patent: 13.05.92 Bulletin 92/20 @ Inventor: llzuka, Yo 1-36-10, Lino, Chuodal © Designated Contracting States: Iwakl-shl Fukushlma-Ken(JP) DE FR GB Inventor: Iwasakl, Takao 119, Asahldal Kanayama-Cho References cited: Iwakl-shl Fukushlma-Ken(JP) EP-A- 0 166 368 DE-A- 3 410 642 Inventor: Katto, Takayukl FR-A- 2 567 529 US-A- 3 756 993 1-1-5, Nakaoka-Cho US-A- 4 089 847 US-A- 4 282 347 Iwakl-Shl Fukushlma-Ken(JP) Inventor: Shllkl, Zenya CHEMICAL ABSTRACTS, vol. 80, no. 8, 25th 28-1, Ochlal Nlshlkl-Machl February 1974, page 179, column 2, abstract Iwakl-Shl Fukushlma-Ken(JP) no. 39836d, Columbus, Ohio, US; LA. POLUBOYARTSEVA et al.: "Corrosion-resistant evaporators for sodium © Representative: Dr. Elisabeth Jung Dr. Jurgen sulfide production"; & Schlrdewahn Dipl.-lng. Claus Gernhardt KHIM.PROM.(MOSCOW) 1973, 49(10), 768-769 P.O. Box 40 14 68 Clemensstrasse 30 00 W-8000 Munchen 40(DE) 00 Oi Oi CO CM CM Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. -

The Farewell Demos Andy Cherkas Stouffville DSS Retired [email protected]
The Farewell Demos Andy Cherkas Stouffville DSS Retired [email protected] Edit any lab or demonstration you may wish to do for your purposes. For example take out answers so the students can think about them. Try each before having students do them or before you demonstrate them to make sure everything will go as expected. Also remember that any demonstration can be reworked into a hands on lab for students and any lab for students can be demonstrated by the teacher. Any questions about these labs and demos should be directed towards myself or another experienced chemistry teacher that you have contacts with. Demo or Lab: CORROSION LAB Problem: What are the factors that slow and speed corrosion? Materials: eight clean test tubes, distilled water, tap water, common nails cleaned to remove any oil coating, painted nails, galvanized nails, copper wire, salt, acid, magnesium ribbon, 0.10 mol/L potassium ferricyanide solution Safety: Follow general safety procedures. Procedure: Prelab all the set up so students can come in the next day and start the set up. 1. Place a common nail in tap water in a test tube, with the nail head just out of the water 2. Place a 2nd nail in a second test tube completely covered by the tap water 3. Place a 3rd nail in distilled water in a test tube, with the nail head just out of the water 4. Place a 4th nail in the test tube, completely in tap water with salt added 5. Place a 5th nail in the test tube, completely in tap water with 5 drops of acid [vinegar will do] 6. -

Chapter 9: Chemical Reactions
Chemical Reactions BIG Idea Millions of chemical reactions in and around you transform reactants into products, resulting in the absorption or release of energy. 9.1 Reactions and Equations MAIN Idea Chemical reactions are represented by balanced chemical equations. 9.2 Classifying Chemical Before fire Reactions MAIN Idea There are four types of chemical reactions: synthesis, combustion, decomposition, and replacement reactions. 9.3 Reactions in Aqueous Solutions MAIN Idea Double-replacement reactions occur between substances in aqueous solutions and produce precipitates, water, or gases. ChemFacts After fire • Wood has to be heated to 260°C before it bursts into flames. • Before wood burns, the water in it boils off. This produces sizzling sounds. • The smoke produced when wood burns contains more than 100 substances. 280 (t)©Robert Clay/Alamy, (b)©Terry W. Eggers/CORBIS, (bkgd)©Woodfall Wild Images/Alamy SStart-Uptart-Up AActivitiesctivities Chemical Reactions Make the LAUNNCHCH LLabab following Foldable to help you How do you know when a organize information about how chemical change has occurred? chemical reactions are classified. An indicator is a chemical that is added to the substances STEP 1 Fold a sheet in a chemical reaction to show when change occurs. of paper lengthwise, keeping the margin visible on the left side. STEP 2 Cut the top flap into five tabs. STEP 3 Label as s Procedure follows: Chemical Reactions, Synthesi Synthesis, Combustion, Combustion 1. Read and complete the lab safety form. Reactions Decomposition, position 2. Measure 10.0 mL of distilled water in a 25-mL Decom Single- Single-Replacement, and ent graduated cylinder, and pour it into a 100-mL Chemical Replacem beaker. -

Process for the Production of Aromatic Sulfide/Sulfone Polymers
Europâisches Patentamt 0 033 906 ® ê European Patent Office (ÏÏ) Publication number: B1 Office européen des brevets ® EUROPEAN PATENT SPECIFICATION (§) Dateof publication of patent spécification: 15.05.85 © mtci.4: C 08 G 75/02, C 08 G 75/20 (B) Application number: 81100628.7 ® Date offiling: 28.01.81 (54) Process for the production of aromatic suif ide/sulfone polymers. (§) Priority: 29.01.80 US 116434 (73) Proprietor: PHILLIPS PETROLEUM COMPANY 5th and Keeler Bartlesville Oklahoma 74004 (US) (43) Date of publication of application: 19.08.81 Bulletin 81/33 (72) Inventor: Campbell, Robert Wayne 1330 S.E. Cherokee Hills Ct. (S) Publication of the grant of the patent: Bartlesville Oklahoma (US) 15.05.85 Bulletin 85/20 (74) Représentative: Dost, Wolfgang, Dr.rer.nat., (H) Designated Contracting States: Dipl.-Chem. et al BEDE GB Patent- und Rechtsanwàlte Bardehle- Pagenberg-Dost-Altenburg & Partner Postfach 86 06 20 Références cited: D-8000 Mùnchen 86 (DE) DE-A-2441 105 US-A-4016145 US-A-4070 349 US-A-4 089 847 ûû US-A-4 127 713 CD o co Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall CL be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been LU paid. (Art. 99(1 ) European patent convention). Courier Press, Leamington Spa, England. This invention relates to the production of aromatic sulfide/sulfone polymers exhibiting improved physical properties including improved melt flow stability. -

(12) United States Patent (10) Patent No.: US 8,361,355 B2
USOO8361355B2 (12) UnitedO States Patent (10) Patent No.: US 8,361,355 B2 Li et al. (45) Date of Patent: Jan. 29, 2013 (54) PREPARATION OF ANTIMICROBIAL 4,525,563 A 6/1985 Shibata CONTACT LENSES WITH REDUCED HAZE 3. A SE: thly et al. USING SWELLINGAGENTS 4,605,712 A 8/1986 Mueller 4,661,575 A 4, 1987 Tom (75) Inventors: Yongcheng Li, St. Augustine, FL (US); 4,680,336 A 7/1987 Larsen Stephen R. Beaton, Jacksonville, FL 4,703,097 A 10/1987 Wingler (US) 4,711,943 A 12/1987 Harvey, III 4,837,289 A 6, 1989 Mueller 4,871,785 A 10, 1989 Froix (73) Assignee: Johnson & Johnson Vision Care, Inc., 4,889,664 A 12/1989 Kindt Larsen Jacksonville, FL (US) 4.954,586 A 9/1990 Toyoshima 4.954,587 A 9, 1990 Mueller (*) Notice: Subject to any disclaimer, the term of this 38: A 4. 3. Meller patent is extended or adjusted under 35 5,039,459W - I A 8, 1991 Kindtal Larsen U.S.C. 154(b) by 0 days. 5,057,578 A 10/1991 Spinelli 5,070,215 A 12/1991 Bambury (21) Appl. No.: 13/010, 117 5.314,960 A 5/1994 Spinelli 5,336,797 A 8, 1994 McGee (22) Filed:1-1. Jan. 20, 2011 3.- Iw A 23 oKoyama - - w al O O 5,371,147 A 12/1994 Spinelli (65) Prior Publication Data 5.387.632 A 2, 1995 pine US 2011/011 1120 A1 May 12, 2011 33% A. E.