Introduction to Selection of Titanium Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk • Cobalt Chrome Alloy Rod, 5.5mm Diameter • Polaris™ Deformity System • Trivium™ Derotation System Customizable Spinal Deformity Correction The Polaris™ Deformity System is available in Titanium and Stainless Steel in both 5.5mm and 6.35mm diameter rods. We now offer three tensile strengths of Cobalt Chrome Alloy in 5.5mm diameter rods. Our rod options offer you the ability to customize deformity correction based on curve type, curve stiffness and rigidity, and desired curve correction. Polaris™ Cobalt Chrome Alloy and Stainless Steel rods are Titanium rods are offered in three grades. offered in three tensile strengths. Cobalt Chrome Alloy Stainless Steel Titanium • Available in 5.5mm • Available in 5.5mm • Available in 5.5mm and 6.35mm and 6.35mm • Imaging advantages due • Offered in Titanium alloy and Commercially Pure Titanium to its use with titanium • Retains the initial bend screws and hooks and provides rigid fixation • Less exertion required for bending • Maintaining high strength • Imaging advantages without compromising profile Low Standard CP Ti 5.5mm and Ti Alloy 5.5mm 6.35mm High Ti Alloy 6.35mm Material Comparison Characteristics Cobalt Chrome Alloy Stainless Steel Titanium Stiffness High High Low Strength High High Medium Corrosion Resistance Medium Low High Notch Sensitivity Medium Low High Imaging Compatibility Medium Low High Cobalt Chrome Alloy for Spinal Deformity Correction The Polaris™ Deformity System offers a 5.5mm diameter Cobalt Chrome Alloy (CoCrMo) rod, which is offered in three tensile strengths for use with Polaris™ Titanium Implants. CoCrMo has a history of use in various orthopedic implants, and provides rigid fixation while maintaining imaging capability. -

Exploring Density
Exploring Density Students investigate the densities of different liquids and solids and understand how density may help identify a substance. Suggested Grade Range: 6-8 Approximate Time: 1 hour Relevant National Content Standards: Next Generation Science Standards Science and Engineering Practices: Developing and using Models Modeling in 6–8 builds on K–5 experiences and progresses to developing, using, and revising models to describe, test, and predict more abstract phenomena and design systems. • Develop and use a model to describe phenomena. Science and Engineering Practices: Analyzing and Interpreting Data Analyzing data in 6-8 builds on K-5 and progresses to extending quantitative analysis to investigations, distinguishing between correlation and causation, and basic statistical techniques of data and error analysis. • Analyze and interpret data to determine similarities and differences in findings. Disciplinary Core Ideas: PS1.A Structure and Properties of Matter Each pure substance has characteristic physical and chemical properties (for any bulk quantity under given conditions) that can be used to identify it. Common Core State Standard: 7NS 2. Apply and extend previous understanding of multiplication and division and of fractions to multiply and divide rational numbers. 3. Solve real-world and mathematical problems involving the four operations with rational numbers. Common Core State Standard: 7EE Solve real-life and mathematical problems using numerical and algebraic expressions and equations. 4. Use variables to represent -
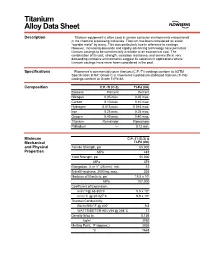
Titanium Alloy Data Sheet
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

Fighting Wear and Corrosion on Stainless Steel and Titanium Accept …And Remember First - a Closer Look at Titanium Allotropic Crystal Structure
AcceptLearn Structure: 1. General Titanium & Titanium alloy knowledge 2. ExpaniteHard-Ti Fighting wear and corrosion on stainless steel and titanium Accept …And remember First - A closer look at Titanium Allotropic crystal structure “Soft one” “Hard one” Extremely generalized a (HCP) 882.5°C b (BCC) Learn First - A closer look at Titanium Classification and general properties: Commercially pure (CP) titanium, alpha and near alpha titanium alloys - Generally non-heat treatable and weldable - Medium strength, good creep strength, good corrosion resistance Alpha-beta titanium alloys - Heat treatable, good forming properties - Medium to high strength, good creep strength Beta titanium alloys - Heat treatable - Readily formable (in solution treated condition) - Very high strength, low ductility Learn First - A closer look at Titanium Classification and general properties: Alpha stabilizers: Al, Sn, O & N a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Learn First - A closer look at Titanium Classification and general properties: a - stabilized phase diagram Alpha stabilizers: Al, Sn, O & N Pure titanium 882.5°C a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Degree of alloying elements Accept First - A closer look at Titanium a Heat treatment Annealing at 700C produces a-phase Quenching from the b phase field results in a martensitic transformation, i.e. b is converted to HCP-a’ (with some retained b) Air cooling from the b phase field results in a so- called Widmanstätten structure of a-plates Accept First - A closer look at Titanium Near-a Heat treatment The alloy is heated up to the b region • Air-cooling gives Widmanstätten α structure with some b • Quenching gives transformation of b to lath α’ with some b; ageing results in precipitation of α. -

Glossary of Terms
GLOSSARY OF TERMS For the purpose of this Handbook, the following definitions and abbreviations shall apply. Although all of the definitions and abbreviations listed below may have not been used in this Handbook, the additional terminology is provided to assist the user of Handbook in understanding technical terminology associated with Drainage Improvement Projects and the associated regulations. Program-specific terms have been defined separately for each program and are contained in pertinent sub-sections of Section 2 of this handbook. ACRONYMS ASTM American Society for Testing Materials CBBEL Christopher B. Burke Engineering, Ltd. COE United States Army Corps of Engineers EPA Environmental Protection Agency IDEM Indiana Department of Environmental Management IDNR Indiana Department of Natural Resources NRCS USDA-Natural Resources Conservation Service SWCD Soil and Water Conservation District USDA United States Department of Agriculture USFWS United States Fish and Wildlife Service DEFINITIONS AASHTO Classification. The official classification of soil materials and soil aggregate mixtures for highway construction used by the American Association of State Highway and Transportation Officials. Abutment. The sloping sides of a valley that supports the ends of a dam. Acre-Foot. The volume of water that will cover 1 acre to a depth of 1 ft. Aggregate. (1) The sand and gravel portion of concrete (65 to 75% by volume), the rest being cement and water. Fine aggregate contains particles ranging from 1/4 in. down to that retained on a 200-mesh screen. Coarse aggregate ranges from 1/4 in. up to l½ in. (2) That which is installed for the purpose of changing drainage characteristics. -

Carbon Dioxide
Safetygram 18 Carbon dioxide Carbon dioxide is nonflammable, colorless, and odorless in the gaseous and liquid states. Carbon dioxide is a minor but important constituent of the atmosphere, averaging about 0.036% or 360 ppm by volume. It is also a normal end-prod- uct of human and animal metabolism. Dry carbon dioxide is a relatively inert gas. In the event moisture is present in high concentrations, carbonic acid may be formed and materials resistant to this acid should be used. High flow rates or rapid depressurization of a system can cause temperatures approaching the sublimation point (–109.3°F [–78.5°C]) to be attained within the system. Carbon dioxide will convert directly from a liquid to a solid if the liquid is depressurized below 76 psia (61 psig). The use of ma- terials which become brittle at low temperatures should be avoided in applications where temperatures less than –20°F (–29°C) are expected. Vessels and piping used in carbon dioxide service should be designed to the American Society of Mechanical Engineers (ASME) or Department of Transportation (DOT) codes for the pressures and temperatures involved. Physical properties are listed in Table 1. Carbon dioxide in the gaseous state is colorless and odorless and not easily detectable. Gaseous carbon dioxide is 1.5 times denser than air and therefore is found in greater concentrations at low levels. Ventilation systems should be designed to exhaust from the lowest levels and allow make-up air to enter at a higher level. Manufacture Carbon dioxide is produced as a crude by-product of a number of manufactur- ing processes. -

Guidelines for the Use of Atomic Weights 5 10 11 12 DOI: ..., Received ...; Accepted
IUPAC Guidelines for the us e of atomic weights For Peer Review Only Journal: Pure and Applied Chemistry Manuscript ID PAC-REC-16-04-01 Manuscript Type: Recommendation Date Submitted by the Author: 01-Apr-2016 Complete List of Authors: van der Veen, Adriaan; VSL Meija, Juris Possolo, Antonio; National Institute of Standards and Technology Hibbert, David; University of New South Wales, School of Chemistry atomic weights, atomic-weight intervals, molecular weight, standard Keywords: atomic weight, measurement uncertainty, uncertainty propagation Author-Supplied Keywords: P.O. 13757, Research Triangle Park, NC (919) 485-8700 Page 1 of 13 IUPAC Pure Appl. Chem. 2016; aop 1 2 3 4 Sponsoring body: IUPAC Inorganic Chemistry Division Committee: see more details on page XXX. 5 IUPAC Recommendation 6 7 Adriaan M. H. van der Veen*, Juris Meija, Antonio Possolo, and D. Brynn Hibbert 8 9 Guidelines for the use of atomic weights 5 10 11 12 DOI: ..., Received ...; accepted ... 13 14 Abstract: Standard atomicFor weights Peer are widely used Review in science, yet the uncertainties Only associated with these 15 values are not well-understood. This recommendation provides guidance on the use of standard atomic 16 weights and their uncertainties. Furthermore, methods are provided for calculating standard uncertainties 17 of molecular weights of substances. Methods are also outlined to compute material-specific atomic weights 10 18 whose associated uncertainty may be smaller than the uncertainty associated with the standard atomic 19 weights. 20 21 Keywords: atomic weights; atomic-weight intervals; molecular weight; standard atomic weight; uncertainty; 22 uncertainty propagation 23 24 25 1 Introduction 15 26 27 Atomic weights provide a practical link the SI base units kilogram and mole. -

The Water Molecule
Seawater Chemistry: Key Ideas Water is a polar molecule with the remarkable ability to dissolve more substances than any other natural solvent. Salinity is the measure of dissolved inorganic solids in water. The most abundant ions dissolved in seawater are chloride, sodium, sulfate, and magnesium. The ocean is in steady state (approx. equilibrium). Water density is greatly affected by temperature and salinity Light and sound travel differently in water than they do in air. Oxygen and carbon dioxide are the most important dissolved gases. 1 The Water Molecule Water is a polar molecule with a positive and a negative side. 2 1 Water Molecule Asymmetry of a water molecule and distribution of electrons result in a dipole structure with the oxygen end of the molecule negatively charged and the hydrogen end of the molecule positively charged. 3 The Water Molecule Dipole structure of water molecule produces an electrostatic bond (hydrogen bond) between water molecules. Hydrogen bonds form when the positive end of one water molecule bonds to the negative end of another water molecule. 4 2 Figure 4.1 5 The Dissolving Power of Water As solid sodium chloride dissolves, the positive and negative ions are attracted to the positive and negative ends of the polar water molecules. 6 3 Formation of Hydrated Ions Water dissolves salts by surrounding the atoms in the salt crystal and neutralizing the ionic bond holding the atoms together. 7 Important Property of Water: Heat Capacity Amount of heat to raise T of 1 g by 1oC Water has high heat capacity - 1 calorie Rocks and minerals have low HC ~ 0.2 cal. -

Research on Selective Laser Melting of Ti6al4v: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism
metals Article Research on Selective Laser Melting of Ti6Al4V: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism Di Wang 1,2 ID , Wenhao Dou 1 and Yongqiang Yang 1,* 1 School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China; [email protected] (D.W.); [email protected] (W.D.) 2 School of Metallurgy and Materials, The University of Birmingham, Birmingham B152TT, UK * Correspondence: [email protected]; Tel./Fax: +86-020-8711-1036 Received: 24 May 2018; Accepted: 15 June 2018; Published: 21 June 2018 Abstract: The quality and mechanical properties of titanium alloy fabricated using selective laser melting (SLM) are critical to the adoption of the process which has long been impeded by the lack of uniformity in SLM-fabrication parameter optimization. In order to address this problem, laser power and scanning speed were combined into linear energy density as an independent variable, while surface morphology was defined as a metric. Based on full-factor experiments, the surface quality of SLM-fabricated titanium alloy was classified into five zones: severe over-melting zone, high-energy density nodulizing zone, smooth forming zone, low-energy density nodulizing zone, and sintering zone. The mechanism resulting in the creation of each zone was analyzed. Parameter uniformity was achieved by establishing a parameter window for each zone, and it also revealed that under smooth forming conditions, the relationship of linear energy density to the quality of the formed surface is not linear. It was also found that fabrication efficiency could be improved in the condition of the formation of a smooth surface by increasing laser power and scanning speed. -

Selective Laser Melting of Titanium Alloy with 50 Wt% Tantalum: Effect of Laser Process
Title: Selective Laser Melting of Titanium Alloy with 50 wt% Tantalum: Effect of Laser Process Parameters on Part Quality Authors: Swee Leong Sing a,b, (S.L. Sing) [email protected] Florencia Edith Wiria a,c, (F.E. Wiria) [email protected] Wai Yee Yeong a,b, (W.Y. Yeong) [email protected] +65 6790 4343 (corresponding author) Affiliations: a SIMTech-NTU Joint Laboratory (3D Additive Manufacturing), Nanyang Technological University Address: HW3-01-01, 65A Nanyang Drive, Singapore 637333 b Singapore Centre for 3D Printing, School of Mechanical & Aerospace Engineering, Nanyang Technological University Address: N3.1-B2C-03, 50 Nanyang Avenue, Singapore 639798 c Singapore Institute of Manufacturing Technology (SIMTech) @ NTU Address: 73 Nanyang Drive, Singapore 637662 Keywords: Additive manufacturing; 3D printing; Selective laser melting; Powder mixture; Titanium; Tantalum Abstract: Selective laser melting (SLM) is a powder bed fusion additive manufacturing (AM) technique that produces three-dimensional (3D) parts by fusing metallic powders with a high-energy laser. SLM involves numerous process parameters that may influence the properties of the final parts. Hence, establishing the effect of the SLM processing parameters is important for producing parts of high quality. In this study, titanium-tantalum alloy was fabricated by SLM using a customized powder blend to achieve in situ alloying. The influence of processing parameters on the microstructure and properties such as relative density, microhardness and surface roughness was investigated. The results show that fully dense titanium-tantalum parts can be obtained from SLM. With laser power of 360 W, scan speed of 400 mm/s, powder layer thickness of 0.05 mm and hatch spacing of 0.125 mm, the titanium-tantalum alloy produced by SLM has relative density of 99.85 ± 0.18 %. -

Measuring Density
Measuring Density Background All matter has mass and volume. Mass is a measure of the amount of matter an object has. Its measure is usually given in grams (g) or kilograms (kg). Volume is the amount of space an object occupies. There are numerous units for volume including liters (l), meters cubed (m3), and gallons (gal). Mass and volume are physical properties of matter and may vary with different objects. For example, it is possible for two pieces of metal to be made out of the same material yet for one piece to be bigger than the other. If the first piece of metal is twice as large as the second, then you would expect that this piece is also twice as heavy (or have twice the mass) as the first. If both pieces of metal are made of the same material the ratio of the mass and volume will be the same. We define density (ρ) as the ratio of the mass of an object to the volume it occupies. The equation is given by: M ρ = (1.1) V here the symbol M stands for the mass of the object, and V the volume. Density has the units of mass divided by volume such as grams per centimeters cube (g/cm3) or kilograms per liter (kg/l). Sample Problem #1 A block of wood has a mass of 8 g and occupies a volume of 10 cm3. What is its density? Solution 8g The density will be = 0.8g / cm 3 . 10cm 3 This means that every centimeter cube of this wood will have a mass of 0.8 grams. -

Applications of an Aluminum-Beryllium Composite for Structural Aerospace Components
Applications of an Aluminum -Beryllium Composite for Structural Aerospace Components William Speer and Omar S. Es -Said Mechanical Engineering Department, Loyola Marymount University, 7900 Loyola Blvd, Los Angeles, CA 90045 -8145, USA Abstract The us e of AlBeMet AM162, an aluminum -beryllium metal matrix composite, is an effective way to reduce the size and weight of many structural aerospace components that are currently made out of aluminum and titanium alloys. These savings, which are essential for today’s technologies, are primarily due to the material’s high modulus and low density combined with its better than average specific strength. The raw material costs are significantly higher than they are for traditional engineering alloys, and the avai lable billet sizes are more limited than they are for aluminum and titanium alloys. Although the material costs are higher for the aluminum -beryllium composite, ease of machining makes it financially competitive when compared to equivalent parts made out of titanium alloys. Due to toxic nature of beryllium, however, debris -generating operations must be strictly regulated to limit worker’s exposure to the material and protect them from potentially fatal diseases. Keywords: Metal matrix; AlBeMet; High el astic modulus; Low density; Weight reduction; Stiffness -driven design 1. Introduction The aerospace industry is continually searching for ways to reduce the weight of its products and maximize the amount of profit -making payload in launch vehicles. One o f the most common ways engineers reduce weight is to make their products out of low-density alloys or engineering composites. These materials offer very high strength and/or stiffness to weight ratios; therefore, they require less mass and take less space to support a given load in comparison to other material choices.