Applications of an Aluminum-Beryllium Composite for Structural Aerospace Components
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

High-Strength Aluminum P/M Alloys
ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials Copyright © 1990 ASM International® ASM Handbook Committee, p 200-215 All rights reserved. DOI: 10.1361/asmhba0001064 www.asminternational.org High-Strength Aluminum P/M Alloys J.R. Pickens, Martin Marietta Laboratories POWDER METALLURGY (P/M) tech- one of the dominant structural material fam- of particular concern to designers of aircraft nology provides a useful means of fabricating ilies of the 20th century. Aluminum has low and aerospace structures, where high ser- net-shape components that enables machin- density (2.71 g/cm 3) compared with compet- vice temperatures preclude the use of alu- ing to be minimized, thereby reducing costs. itive metallic alloy systems, good inherent minum alloys for certain structural compo- Aluminum P/M alloys can therefore compete corrosion resistance because of the contin- nents. with conventional aluminum casting alloys, uous, protective oxide film that forms very The number of alloying elements that as well as with other materials, for cost- quickly in air, and good workability that have extensive solid solubility in aluminum critical applications. In addition, P/M technol- enables aluminum and its alloys to be eco- is relatively low. Consequently, there are ogy can be used to refine microstructures nomically rolled, extruded, or forged into not many precipitation-hardenable alumi- compared with those made by conventional useful shapes. Major alloying additions to num alloy systems that are practical by ingot metallurgy (I/M), which often results in aluminum such as copper, magnesium, conventional I/M. This can be viewed as a improved mechanical and corrosion proper- zinc, and lithium--alone, or in various limitation when alloy developers endeavor ties. -
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk • Cobalt Chrome Alloy Rod, 5.5mm Diameter • Polaris™ Deformity System • Trivium™ Derotation System Customizable Spinal Deformity Correction The Polaris™ Deformity System is available in Titanium and Stainless Steel in both 5.5mm and 6.35mm diameter rods. We now offer three tensile strengths of Cobalt Chrome Alloy in 5.5mm diameter rods. Our rod options offer you the ability to customize deformity correction based on curve type, curve stiffness and rigidity, and desired curve correction. Polaris™ Cobalt Chrome Alloy and Stainless Steel rods are Titanium rods are offered in three grades. offered in three tensile strengths. Cobalt Chrome Alloy Stainless Steel Titanium • Available in 5.5mm • Available in 5.5mm • Available in 5.5mm and 6.35mm and 6.35mm • Imaging advantages due • Offered in Titanium alloy and Commercially Pure Titanium to its use with titanium • Retains the initial bend screws and hooks and provides rigid fixation • Less exertion required for bending • Maintaining high strength • Imaging advantages without compromising profile Low Standard CP Ti 5.5mm and Ti Alloy 5.5mm 6.35mm High Ti Alloy 6.35mm Material Comparison Characteristics Cobalt Chrome Alloy Stainless Steel Titanium Stiffness High High Low Strength High High Medium Corrosion Resistance Medium Low High Notch Sensitivity Medium Low High Imaging Compatibility Medium Low High Cobalt Chrome Alloy for Spinal Deformity Correction The Polaris™ Deformity System offers a 5.5mm diameter Cobalt Chrome Alloy (CoCrMo) rod, which is offered in three tensile strengths for use with Polaris™ Titanium Implants. CoCrMo has a history of use in various orthopedic implants, and provides rigid fixation while maintaining imaging capability. -
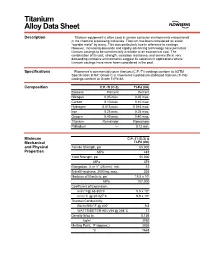
Titanium Alloy Data Sheet
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

ANNEX III Restricted Nuclear Goods, Commodities, and Technologies
ANNEX III* Restricted Nuclear Goods, Commodities, and Technologies Pursuant to paragraph 5 (b) of resolution 2087 (2013), the items contained in this document are subject to the provisions of paragraph 8 (a), 8 (b) and 8 (c) of resolution 1718 (2006) under the DPRK sanctions regime; and pursuant to resolution 1929 (2010) under the Iran sanctions regime (corresponding with document INFCIRC/254/Rev.11/Part1‐1) * Annex III to Enrico Carisch and Loraine Rickard-Martin, “United Nations Sanctions on Iran and North Korea: An Implementation Manual,” New York: International Peace Institute. March 2014. UN Sanctions on Iran and North Korea SPECIAL FISSIONABLE MATERIAL INFCIRC/254/Rev.11/Part1 ANNEX B Plutonium-239 For plutonium to reach this state it has to be processed from U-238. Plutonium in this form has gone through a nuclear reactor. Varies based on level of enrichment and portion of Pu-240 inherent in the metal. ~5 kg of very pure Pu- 239 is enough for a strategic nuclear weapon. This metal is extremely heavy per unit of volume. This is a radioactive isotope of plutonium; it generally will be transported in ways to minimize radioactive exposure—lead-lined containers, etc. Uranium-233 Made from thorium-232. It has never been used to generate power or in nuclear weapons, but it has been used in research reactors. Production costs alone have been estimated at 2–4 million per kilogram during the Cold War. This metal is extremely heavy per unit of volume. This is a radioactive isotope of uranium; it generally will be transported in ways to minimize radioactive exposure—lead-lined containers, etc. -

Fighting Wear and Corrosion on Stainless Steel and Titanium Accept …And Remember First - a Closer Look at Titanium Allotropic Crystal Structure
AcceptLearn Structure: 1. General Titanium & Titanium alloy knowledge 2. ExpaniteHard-Ti Fighting wear and corrosion on stainless steel and titanium Accept …And remember First - A closer look at Titanium Allotropic crystal structure “Soft one” “Hard one” Extremely generalized a (HCP) 882.5°C b (BCC) Learn First - A closer look at Titanium Classification and general properties: Commercially pure (CP) titanium, alpha and near alpha titanium alloys - Generally non-heat treatable and weldable - Medium strength, good creep strength, good corrosion resistance Alpha-beta titanium alloys - Heat treatable, good forming properties - Medium to high strength, good creep strength Beta titanium alloys - Heat treatable - Readily formable (in solution treated condition) - Very high strength, low ductility Learn First - A closer look at Titanium Classification and general properties: Alpha stabilizers: Al, Sn, O & N a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Learn First - A closer look at Titanium Classification and general properties: a - stabilized phase diagram Alpha stabilizers: Al, Sn, O & N Pure titanium 882.5°C a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Degree of alloying elements Accept First - A closer look at Titanium a Heat treatment Annealing at 700C produces a-phase Quenching from the b phase field results in a martensitic transformation, i.e. b is converted to HCP-a’ (with some retained b) Air cooling from the b phase field results in a so- called Widmanstätten structure of a-plates Accept First - A closer look at Titanium Near-a Heat treatment The alloy is heated up to the b region • Air-cooling gives Widmanstätten α structure with some b • Quenching gives transformation of b to lath α’ with some b; ageing results in precipitation of α. -
Reinforcements—The Key to High Performance Composite Materials
^_ a ^-9I NASA Technical Memorandum 103230 Reinforcements—The Key to High Performance Composite Materials Salvatore J. Grisaffe Lewis Research Center Cleveland, Ohio Prepared for the Complex Composites Workshop sponsored by the Japanese Technology Evaluation Center Washington, DC, March 27, 1990 NASA REINFORCEMENTS - THE KEY TO HIGH-PERFORMANCE COMPOSITE MATERIALS Salvatore J. Grisaffe National Aeronautics and Space Administration Lewis Research Center Cleveland, Ohio 44135 INTRODUCTION High-temperature reinforcements are the key to high-performance composite materials. Such materials are the critical enabling technological issue in the design and development of 21st-century aerospace propulsion and power systems. The purpose of this section is to review some of the insights and findings developed on Japanese fibers and whiskers during the Japanese Technology Evalu- ation Center (JTEC) one-week visit to Japan and to examine these in light of current U.S. fiber technology. Conventional materials are too heavy to provide effective structural mem- bers for future flight systems. The estimated cost of moving 1 pound to orbit is about $1000; cost per pound to the Noon is about $50,000; and cost per pound to Mars is about $500,000. Thus, the payoff for low-density, high-strength fibers and composites becomes clear. Figure 1 shows how high-performance com- posites could generally benefit any future high-speed civil transport aircraft. NOx intrusion and noise must be overcome before such an aircraft can be consid- ered feasible. Minimal environmental intrusion is contingent on combustors that can operate at extremely high temperatures and so , must ,be constructed of, for example, ceramic matrix composites. -

Research on Selective Laser Melting of Ti6al4v: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism
metals Article Research on Selective Laser Melting of Ti6Al4V: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism Di Wang 1,2 ID , Wenhao Dou 1 and Yongqiang Yang 1,* 1 School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China; [email protected] (D.W.); [email protected] (W.D.) 2 School of Metallurgy and Materials, The University of Birmingham, Birmingham B152TT, UK * Correspondence: [email protected]; Tel./Fax: +86-020-8711-1036 Received: 24 May 2018; Accepted: 15 June 2018; Published: 21 June 2018 Abstract: The quality and mechanical properties of titanium alloy fabricated using selective laser melting (SLM) are critical to the adoption of the process which has long been impeded by the lack of uniformity in SLM-fabrication parameter optimization. In order to address this problem, laser power and scanning speed were combined into linear energy density as an independent variable, while surface morphology was defined as a metric. Based on full-factor experiments, the surface quality of SLM-fabricated titanium alloy was classified into five zones: severe over-melting zone, high-energy density nodulizing zone, smooth forming zone, low-energy density nodulizing zone, and sintering zone. The mechanism resulting in the creation of each zone was analyzed. Parameter uniformity was achieved by establishing a parameter window for each zone, and it also revealed that under smooth forming conditions, the relationship of linear energy density to the quality of the formed surface is not linear. It was also found that fabrication efficiency could be improved in the condition of the formation of a smooth surface by increasing laser power and scanning speed. -

Selective Laser Melting of Titanium Alloy with 50 Wt% Tantalum: Effect of Laser Process
Title: Selective Laser Melting of Titanium Alloy with 50 wt% Tantalum: Effect of Laser Process Parameters on Part Quality Authors: Swee Leong Sing a,b, (S.L. Sing) [email protected] Florencia Edith Wiria a,c, (F.E. Wiria) [email protected] Wai Yee Yeong a,b, (W.Y. Yeong) [email protected] +65 6790 4343 (corresponding author) Affiliations: a SIMTech-NTU Joint Laboratory (3D Additive Manufacturing), Nanyang Technological University Address: HW3-01-01, 65A Nanyang Drive, Singapore 637333 b Singapore Centre for 3D Printing, School of Mechanical & Aerospace Engineering, Nanyang Technological University Address: N3.1-B2C-03, 50 Nanyang Avenue, Singapore 639798 c Singapore Institute of Manufacturing Technology (SIMTech) @ NTU Address: 73 Nanyang Drive, Singapore 637662 Keywords: Additive manufacturing; 3D printing; Selective laser melting; Powder mixture; Titanium; Tantalum Abstract: Selective laser melting (SLM) is a powder bed fusion additive manufacturing (AM) technique that produces three-dimensional (3D) parts by fusing metallic powders with a high-energy laser. SLM involves numerous process parameters that may influence the properties of the final parts. Hence, establishing the effect of the SLM processing parameters is important for producing parts of high quality. In this study, titanium-tantalum alloy was fabricated by SLM using a customized powder blend to achieve in situ alloying. The influence of processing parameters on the microstructure and properties such as relative density, microhardness and surface roughness was investigated. The results show that fully dense titanium-tantalum parts can be obtained from SLM. With laser power of 360 W, scan speed of 400 mm/s, powder layer thickness of 0.05 mm and hatch spacing of 0.125 mm, the titanium-tantalum alloy produced by SLM has relative density of 99.85 ± 0.18 %. -

Controls the Level of Power in the Core, and the Components Which Normally Contain, Come Into Direct Contact with Or Control the Primary Coolant of the Reactor Core;
Document Generated: 2019-11-16 Status: This is the original version (as it was originally made). This item of legislation is currently only available in its original format. SCHEDULE 1 PROHIBITED GOODS PART III GROUP 2 ATOMIC ENERGY MINERALS AND MATERIALS AND NUCLEAR FACILITIES, EQUIPMENT, APPLIANCES AND SOFTWARE Interpretations and definitions In this Group: “boron equivalent” (BE) is defined as: BE = CF × Concentration of element Z in ppm and gammaB and gammaZ are the thermal neutron capture cross sections (in barns) for boron and element Z respectively; and AB and AZ are the atomic weights of boron and element Z respectively; “depleted uranium” means uranium depleted in the isotope 235 below that occurring in nature; “effective gramme” of special fissile material or other fissile material means: a. for plutonium isotopes and uranium-233, the isotope weight in grammes; b. for uranium enriched 1 per cent or greater in the isotope U-235, the element weight in grammes multiplied by the square of its enrichment expressed as a decimal weight fraction; c. for uranium enriched below 1 per cent in the isotope U-235, the element weight in grammes multiplied by 0.0001; d. for americium-242m, curium-245 and curium-247, californium-249 and californium-251, the isotope weight in grammes multiplied by 10; “fibrous or filamentary materials” include: a. continuous monofilaments; b. continuous yarns and rovings; c. tapes, fabrics, random mats and braids; d. chopped fibres, staple fibres and coherent fibre blankets; e. whiskers, either monocrystalline -

A Review of Metastable Beta Titanium Alloys
metals Review A Review of Metastable Beta Titanium Alloys R. Prakash Kolli 1,* ID and Arun Devaraj 2 1 Department of Materials Science and Engineering, University of Maryland, College Park, MD 20742, USA 2 Physical and Computational Sciences Directorate, Pacific Northwest National Laboratory, Richland, WA 99354, USA; [email protected] * Correspondence: [email protected]; Tel.: +1-301-405-5217; Fax: 301-405-6327 Received: 21 May 2018; Accepted: 25 June 2018; Published: 30 June 2018 Abstract: In this article, we provide a broad and extensive review of beta titanium alloys. Beta titanium alloys are an important class of alloys that have found use in demanding applications such as aircraft structures and engines, and orthopedic and orthodontic implants. Their high strength, good corrosion resistance, excellent biocompatibility, and ease of fabrication provide significant advantages compared to other high performance alloys. The body-centered cubic (bcc) b-phase is metastable at temperatures below the beta transus temperature, providing these alloys with a wide range of microstructures and mechanical properties through processing and heat treatment. One attribute important for biomedical applications is the ability to adjust the modulus of elasticity through alloying and altering phase volume fractions. Furthermore, since these alloys are metastable, they experience stress-induced transformations in response to deformation. The attributes of these alloys make them the subject of many recent studies. In addition, researchers are pursuing development of new metastable and near-beta Ti alloys for advanced applications. In this article, we review several important topics of these alloys including phase stability, development history, thermo-mechanical processing and heat treatment, and stress-induced transformations. -

ATI 45Nb™ Alloy
ATI 45Nb™ Alloy Technical Data Sheet ATI 45Nb™ Alloy Titanium Alloy INTRODUCTION Originally developed for application as an aerospace alloy because of its relative ease of formability, high strength and ductility at temperatures up to 427°C (801°F), ATI 45Nb™ Alloy is an ideal candidate for rivets that secure aluminum aircraft panels, particularly in areas exposed to high engine exhaust temperatures. This alloy has been used as welded flange components that secure high energy physics RF linear accelerator cavities (made from high purity niobium), and has been drawn into superconductivity wire. It is used as a medical device material for cochlear hearing implants and its low elastic modulus makes the material a consideration for a variety of medical and dental devices. ATI 45Nb™ Alloy is easily fabricated into structures and components. Although it is considered a refractory metal, processing techniques are the same as those for other titanium alloys. Parts are typically welded using the GTAW process but require the addition of trailing and backing shields and due to its simple metallurgical structure there is no requirement for post weld heat treatment. Machining requires the use of solid fixture setups, high torque at low RPM ridge machine tools with sharp high rake cutters. With an exceptionally small bend radius capability (down to a bend radius of 1t where t=sheet thickness) and low modulus of elasticity, ATI 45Nb™ Alloy is highly formable and yet still retains excellent tensile and elongation properties. It can also be cast into shapes with the same processes used to cast CP titanium. ATI 45Nb™ Alloy readily accepts surface oxidation treatment to enhance its hardness and wear resistance. -

Understanding the Properties of Low-Cost Iron-Containing Powder Metallurgy Titanium Alloys
Materials and Design 110 (2016) 317–323 Contents lists available at ScienceDirect Materials and Design journal homepage: www.elsevier.com/locate/matdes Understanding the properties of low-cost iron-containing powder metallurgy titanium alloys L. Bolzoni a,⁎, E.M. Ruiz-Navas b, E. Gordo b a WaiCAM (Waikato Centre for Advanced Materials), The University of Waikato, Private Bag 3105, 3240 Hamilton, New Zealand b Department of Materials Science and Engineering, University Carlos III of Madrid, Avda. de la Universidad, 30, 28911 Leganes, Madrid, Spain HIGHLIGHTS GRAPHICAL ABSTRACT • Low-cost iron-containing powder met- allurgy Ti-5%eq.Fe and Ti-7%eq.Fe alloys are designed. • Homogeneous microstructures are ob- tained using the appropriate sintering parameters. • The materials studied show mechanical behavior comparable to wrought α + β alloys. • The novel compositions are potential candidates for cheaper structural com- ponents. article info abstract Article history: The high production costs of titanium in comparison to other structural metals is the main limiting factor for the Received 22 April 2016 wide employment of titanium. Cost reduction can be addressed considering creative fabrication methods and/or Received in revised form 3 July 2016 formulating new chemical compositions. In this work the fabrication of low-cost iron-containing powder metal- Accepted 2 August 2016 lurgy titanium alloys is studied by using a spherical 85Fe/15Ni powder whose small particle size and spherical Available online 03 August 2016 morphology favours both the densification of the material and the diffusion of the alloying elements. The de- Keywords: signed composition are obtained by the blending elemental approach and processed by means of the convention- α β Low-cost titanium alloy al powder metallurgy route.