Reinforcements—The Key to High Performance Composite Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Published on July 21, 2021 1. Changes in Constituents 2
Results of the Periodic Review and Component Stocks of Tokyo Stock Exchange Dividend Focus 100 Index (Effective July 30, 2021) Published on July 21, 2021 1. Changes in Constituents Addition(18) Deletion(18) CodeName Code Name 1414SHO-BOND Holdings Co.,Ltd. 1801 TAISEI CORPORATION 2154BeNext-Yumeshin Group Co. 1802 OBAYASHI CORPORATION 3191JOYFUL HONDA CO.,LTD. 1812 KAJIMA CORPORATION 4452Kao Corporation 2502 Asahi Group Holdings,Ltd. 5401NIPPON STEEL CORPORATION 4004 Showa Denko K.K. 5713Sumitomo Metal Mining Co.,Ltd. 4183 Mitsui Chemicals,Inc. 5802Sumitomo Electric Industries,Ltd. 4204 Sekisui Chemical Co.,Ltd. 5851RYOBI LIMITED 4324 DENTSU GROUP INC. 6028TechnoPro Holdings,Inc. 4768 OTSUKA CORPORATION 6502TOSHIBA CORPORATION 4927 POLA ORBIS HOLDINGS INC. 6503Mitsubishi Electric Corporation 5105 Toyo Tire Corporation 6988NITTO DENKO CORPORATION 5301 TOKAI CARBON CO.,LTD. 7011Mitsubishi Heavy Industries,Ltd. 6269 MODEC,INC. 7202ISUZU MOTORS LIMITED 6448 BROTHER INDUSTRIES,LTD. 7267HONDA MOTOR CO.,LTD. 6501 Hitachi,Ltd. 7956PIGEON CORPORATION 7270 SUBARU CORPORATION 9062NIPPON EXPRESS CO.,LTD. 8015 TOYOTA TSUSHO CORPORATION 9101Nippon Yusen Kabushiki Kaisha 8473 SBI Holdings,Inc. 2.Dividend yield (estimated) 3.50% 3. Constituent Issues (sort by local code) No. local code name 1 1414 SHO-BOND Holdings Co.,Ltd. 2 1605 INPEX CORPORATION 3 1878 DAITO TRUST CONSTRUCTION CO.,LTD. 4 1911 Sumitomo Forestry Co.,Ltd. 5 1925 DAIWA HOUSE INDUSTRY CO.,LTD. 6 1954 Nippon Koei Co.,Ltd. 7 2154 BeNext-Yumeshin Group Co. 8 2503 Kirin Holdings Company,Limited 9 2579 Coca-Cola Bottlers Japan Holdings Inc. 10 2914 JAPAN TOBACCO INC. 11 3003 Hulic Co.,Ltd. 12 3105 Nisshinbo Holdings Inc. 13 3191 JOYFUL HONDA CO.,LTD. -

High-Strength Aluminum P/M Alloys
ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials Copyright © 1990 ASM International® ASM Handbook Committee, p 200-215 All rights reserved. DOI: 10.1361/asmhba0001064 www.asminternational.org High-Strength Aluminum P/M Alloys J.R. Pickens, Martin Marietta Laboratories POWDER METALLURGY (P/M) tech- one of the dominant structural material fam- of particular concern to designers of aircraft nology provides a useful means of fabricating ilies of the 20th century. Aluminum has low and aerospace structures, where high ser- net-shape components that enables machin- density (2.71 g/cm 3) compared with compet- vice temperatures preclude the use of alu- ing to be minimized, thereby reducing costs. itive metallic alloy systems, good inherent minum alloys for certain structural compo- Aluminum P/M alloys can therefore compete corrosion resistance because of the contin- nents. with conventional aluminum casting alloys, uous, protective oxide film that forms very The number of alloying elements that as well as with other materials, for cost- quickly in air, and good workability that have extensive solid solubility in aluminum critical applications. In addition, P/M technol- enables aluminum and its alloys to be eco- is relatively low. Consequently, there are ogy can be used to refine microstructures nomically rolled, extruded, or forged into not many precipitation-hardenable alumi- compared with those made by conventional useful shapes. Major alloying additions to num alloy systems that are practical by ingot metallurgy (I/M), which often results in aluminum such as copper, magnesium, conventional I/M. This can be viewed as a improved mechanical and corrosion proper- zinc, and lithium--alone, or in various limitation when alloy developers endeavor ties. -

FTSE Japan ESG Low Carbon Select
2 FTSE Russell Publications 19 August 2021 FTSE Japan ESG Low Carbon Select Indicative Index Weight Data as at Closing on 30 June 2021 Constituent Index weight (%) Country Constituent Index weight (%) Country Constituent Index weight (%) Country ABC-Mart 0.01 JAPAN Ebara 0.17 JAPAN JFE Holdings 0.04 JAPAN Acom 0.02 JAPAN Eisai 1.03 JAPAN JGC Corp 0.02 JAPAN Activia Properties 0.01 JAPAN Eneos Holdings 0.05 JAPAN JSR Corp 0.11 JAPAN Advance Residence Investment 0.01 JAPAN Ezaki Glico 0.01 JAPAN JTEKT 0.07 JAPAN Advantest Corp 0.53 JAPAN Fancl Corp 0.03 JAPAN Justsystems 0.01 JAPAN Aeon 0.61 JAPAN Fanuc 0.87 JAPAN Kagome 0.02 JAPAN AEON Financial Service 0.01 JAPAN Fast Retailing 3.13 JAPAN Kajima Corp 0.1 JAPAN Aeon Mall 0.01 JAPAN FP Corporation 0.04 JAPAN Kakaku.com Inc. 0.05 JAPAN AGC 0.06 JAPAN Fuji Electric 0.18 JAPAN Kaken Pharmaceutical 0.01 JAPAN Aica Kogyo 0.07 JAPAN Fuji Oil Holdings 0.01 JAPAN Kamigumi 0.01 JAPAN Ain Pharmaciez <0.005 JAPAN FUJIFILM Holdings 1.05 JAPAN Kaneka Corp 0.01 JAPAN Air Water 0.01 JAPAN Fujitsu 2.04 JAPAN Kansai Paint 0.05 JAPAN Aisin Seiki Co 0.31 JAPAN Fujitsu General 0.01 JAPAN Kao 1.38 JAPAN Ajinomoto Co 0.27 JAPAN Fukuoka Financial Group 0.01 JAPAN KDDI Corp 2.22 JAPAN Alfresa Holdings 0.01 JAPAN Fukuyama Transporting 0.01 JAPAN Keihan Holdings 0.02 JAPAN Alps Alpine 0.04 JAPAN Furukawa Electric 0.03 JAPAN Keikyu Corporation 0.02 JAPAN Amada 0.01 JAPAN Fuyo General Lease 0.08 JAPAN Keio Corp 0.04 JAPAN Amano Corp 0.01 JAPAN GLP J-REIT 0.02 JAPAN Keisei Electric Railway 0.03 JAPAN ANA Holdings 0.02 JAPAN GMO Internet 0.01 JAPAN Kenedix Office Investment Corporation 0.01 JAPAN Anritsu 0.15 JAPAN GMO Payment Gateway 0.01 JAPAN KEWPIE Corporation 0.03 JAPAN Aozora Bank 0.02 JAPAN Goldwin 0.01 JAPAN Keyence Corp 0.42 JAPAN As One 0.01 JAPAN GS Yuasa Corp 0.03 JAPAN Kikkoman 0.25 JAPAN Asahi Group Holdings 0.5 JAPAN GungHo Online Entertainment 0.01 JAPAN Kinden <0.005 JAPAN Asahi Intecc 0.01 JAPAN Gunma Bank 0.01 JAPAN Kintetsu 0.03 JAPAN Asahi Kasei Corporation 0.26 JAPAN H.U. -

ANNUAL REPORT January 1, 2018—December 31, 2018 2018
ANNUAL REPORT January 1, 2018—December 31, 2018 2018 https://www.tokaicarbon.co.jp/en/ 1-2-3 Kita-Aoyama, Minato-ku, Tokyo 107-8636, Japan Tel: +81-3-3746-5100 (main line) Corporate Philosophy New Growth Stage Tokai Carbon Group Basic Philosophy Ties of Reliability Guidelines By applying the following four guidelines, Tokai Carbon Group will continue pursuing its corporate philosophy through unique activities as a manufacturer of carbon materials. Ability to create value Fairness Ecology Internationalism Code of Ethics Appropriate Fair business activities Compliance Information disclosure management of information Response to breach of Respect for Severing relationships Respect for overseas the Tokai Carbon human rights with antisocial forces cultures and customs Code of Ethics Philosophy https://www.tokaicarbon.co.jp/en/company/philosophy.html 2 TOKAI CARBON ANNUAL REPORT 2018 Corporate Philosophy New Growth Stage Tokai Carbon Group Basic Philosophy Ties of Reliability Guidelines By applying the following four guidelines, Tokai Carbon Group will continue pursuing its corporate philosophy through unique activities as a manufacturer of carbon materials. Ability to create value Fairness Ecology Internationalism Code of Ethics Appropriate Fair business activities Compliance Information disclosure management of information Response to breach of Respect for Severing relationships Respect for overseas the Tokai Carbon human rights with antisocial forces cultures and customs Code of Ethics Philosophy https://www.tokaicarbon.co.jp/en/company/philosophy.html -

ANNUAL REPORT 2009 for the Year Ended December 31, 2009 ANNUAL REPORT 2009
ANNUAL REPORT 2009 For the Year Ended December 31, 2009 ANNUAL REPORT 2009 Contents 1 Profile 11 Consolidated Statements of Income 1 Corporate Philosophy 12 Consolidated Statements of Changes in Equity 1 Medium Term Management Strategies 14 Consolidated Statements of Cash Flows 2 Consolidated Financial Highlights 15 Notes to Consolidated Financial Statements 3 President’s Message 27 Independent Auditors’ Report 4 Review of Operations 28 Board of Directors, Executive Officers 6 Research and Development and Corporate Auditors 6 Forecast of Consolidated Earnings 28 Corporate Data for Fiscal 2010 29 Investor Information 7 Corporate Governance 9 Consolidated Balance Sheets CAUTIONARY STATEMENT WITH REGARD TO FORWARD-LOOKING STATEMENTS Certain of the statements made in this annual report are forward-looking statements, which involve certain risks and uncertainties that could cause actual results to differ materially from those projected. Readers are cautioned not to place undue reliance on these forward-looking statements, which are valid only as of the date thereof. The Tokai Carbon Group undertakes no obligation to republish revised forward-looking statements to reflect events or circumstances after the date thereof or to reflect the occurrence of unanticipated events. Profile Annual Report 2009 The Tokai Carbon Group commenced operations as a wide range of new energy related fields, such as solar pioneer in the carbon industry in Japan in 1918, and since batteries and semi-conductors, Friction materials for use then has actively contributed to the development of society in brakes and clutches on engineering vehicles, motorcycles through carbon-related products and services based on and automobiles, etc., and Industrial furnaces & related diverse manufacturing fields and technology. -

ANNEX III Restricted Nuclear Goods, Commodities, and Technologies
ANNEX III* Restricted Nuclear Goods, Commodities, and Technologies Pursuant to paragraph 5 (b) of resolution 2087 (2013), the items contained in this document are subject to the provisions of paragraph 8 (a), 8 (b) and 8 (c) of resolution 1718 (2006) under the DPRK sanctions regime; and pursuant to resolution 1929 (2010) under the Iran sanctions regime (corresponding with document INFCIRC/254/Rev.11/Part1‐1) * Annex III to Enrico Carisch and Loraine Rickard-Martin, “United Nations Sanctions on Iran and North Korea: An Implementation Manual,” New York: International Peace Institute. March 2014. UN Sanctions on Iran and North Korea SPECIAL FISSIONABLE MATERIAL INFCIRC/254/Rev.11/Part1 ANNEX B Plutonium-239 For plutonium to reach this state it has to be processed from U-238. Plutonium in this form has gone through a nuclear reactor. Varies based on level of enrichment and portion of Pu-240 inherent in the metal. ~5 kg of very pure Pu- 239 is enough for a strategic nuclear weapon. This metal is extremely heavy per unit of volume. This is a radioactive isotope of plutonium; it generally will be transported in ways to minimize radioactive exposure—lead-lined containers, etc. Uranium-233 Made from thorium-232. It has never been used to generate power or in nuclear weapons, but it has been used in research reactors. Production costs alone have been estimated at 2–4 million per kilogram during the Cold War. This metal is extremely heavy per unit of volume. This is a radioactive isotope of uranium; it generally will be transported in ways to minimize radioactive exposure—lead-lined containers, etc. -
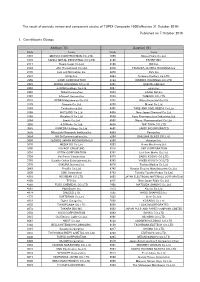
Published on 7 October 2016 1. Constituents Change the Result Of
The result of periodic review and component stocks of TOPIX Composite 1500(effective 31 October 2016) Published on 7 October 2016 1. Constituents Change Addition( 70 ) Deletion( 60 ) Code Issue Code Issue 1810 MATSUI CONSTRUCTION CO.,LTD. 1868 Mitsui Home Co.,Ltd. 1972 SANKO METAL INDUSTRIAL CO.,LTD. 2196 ESCRIT INC. 2117 Nissin Sugar Co.,Ltd. 2198 IKK Inc. 2124 JAC Recruitment Co.,Ltd. 2418 TSUKADA GLOBAL HOLDINGS Inc. 2170 Link and Motivation Inc. 3079 DVx Inc. 2337 Ichigo Inc. 3093 Treasure Factory Co.,LTD. 2359 CORE CORPORATION 3194 KIRINDO HOLDINGS CO.,LTD. 2429 WORLD HOLDINGS CO.,LTD. 3205 DAIDOH LIMITED 2462 J-COM Holdings Co.,Ltd. 3667 enish,inc. 2485 TEAR Corporation 3834 ASAHI Net,Inc. 2492 Infomart Corporation 3946 TOMOKU CO.,LTD. 2915 KENKO Mayonnaise Co.,Ltd. 4221 Okura Industrial Co.,Ltd. 3179 Syuppin Co.,Ltd. 4238 Miraial Co.,Ltd. 3193 Torikizoku co.,ltd. 4331 TAKE AND GIVE. NEEDS Co.,Ltd. 3196 HOTLAND Co.,Ltd. 4406 New Japan Chemical Co.,Ltd. 3199 Watahan & Co.,Ltd. 4538 Fuso Pharmaceutical Industries,Ltd. 3244 Samty Co.,Ltd. 4550 Nissui Pharmaceutical Co.,Ltd. 3250 A.D.Works Co.,Ltd. 4636 T&K TOKA CO.,LTD. 3543 KOMEDA Holdings Co.,Ltd. 4651 SANIX INCORPORATED 3636 Mitsubishi Research Institute,Inc. 4809 Paraca Inc. 3654 HITO-Communications,Inc. 5204 ISHIZUKA GLASS CO.,LTD. 3666 TECNOS JAPAN INCORPORATED 5998 Advanex Inc. 3678 MEDIA DO Co.,Ltd. 6203 Howa Machinery,Ltd. 3688 VOYAGE GROUP,INC. 6319 SNT CORPORATION 3694 OPTiM CORPORATION 6362 Ishii Iron Works Co.,Ltd. 3724 VeriServe Corporation 6373 DAIDO KOGYO CO.,LTD. 3765 GungHo Online Entertainment,Inc. -

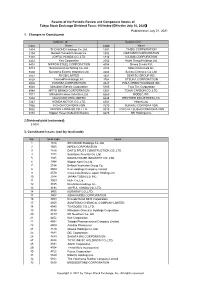
JPX-Nikkei Index 400 Constituents (Applied on August 31, 2021) Published on August 6, 2021 No
JPX-Nikkei Index 400 Constituents (applied on August 31, 2021) Published on August 6, 2021 No. of constituents : 400 (Note) The No. of constituents is subject to change due to de-listing. etc. (Note) As for the market division, "1"=1st section, "2"=2nd section, "M"=Mothers, "J"=JASDAQ. Code Market Divison Issue Code Market Divison Issue 1332 1 Nippon Suisan Kaisha,Ltd. 3048 1 BIC CAMERA INC. 1417 1 MIRAIT Holdings Corporation 3064 1 MonotaRO Co.,Ltd. 1605 1 INPEX CORPORATION 3088 1 Matsumotokiyoshi Holdings Co.,Ltd. 1719 1 HAZAMA ANDO CORPORATION 3092 1 ZOZO,Inc. 1720 1 TOKYU CONSTRUCTION CO., LTD. 3107 1 Daiwabo Holdings Co.,Ltd. 1721 1 COMSYS Holdings Corporation 3116 1 TOYOTA BOSHOKU CORPORATION 1766 1 TOKEN CORPORATION 3141 1 WELCIA HOLDINGS CO.,LTD. 1801 1 TAISEI CORPORATION 3148 1 CREATE SD HOLDINGS CO.,LTD. 1802 1 OBAYASHI CORPORATION 3167 1 TOKAI Holdings Corporation 1803 1 SHIMIZU CORPORATION 3231 1 Nomura Real Estate Holdings,Inc. 1808 1 HASEKO Corporation 3244 1 Samty Co.,Ltd. 1812 1 KAJIMA CORPORATION 3254 1 PRESSANCE CORPORATION 1820 1 Nishimatsu Construction Co.,Ltd. 3288 1 Open House Co.,Ltd. 1821 1 Sumitomo Mitsui Construction Co., Ltd. 3289 1 Tokyu Fudosan Holdings Corporation 1824 1 MAEDA CORPORATION 3291 1 Iida Group Holdings Co.,Ltd. 1860 1 TODA CORPORATION 3349 1 COSMOS Pharmaceutical Corporation 1861 1 Kumagai Gumi Co.,Ltd. 3360 1 SHIP HEALTHCARE HOLDINGS,INC. 1878 1 DAITO TRUST CONSTRUCTION CO.,LTD. 3382 1 Seven & I Holdings Co.,Ltd. 1881 1 NIPPO CORPORATION 3391 1 TSURUHA HOLDINGS INC. 1893 1 PENTA-OCEAN CONSTRUCTION CO.,LTD. -

Member List Corporate Member List
TOP » Corporate Member List Organization / Committees Important Business Introduction Member List Annual Report Members Officers Corporate Members Association Members Overview Where We Are ABC DEF GHI JKL MNO PQR STU VWX YZ TOP Committees Corporate Member List 177 Corporate Members ABC ADEKA CORPORATION AGC Inc. Air Liquide Japan Ltd. AIR WATER INC. ARAKAWA CHEMICAL INDUSTRIES, LTD. ASAHI KASEI CORPORATION Astellas Pharma Inc. BASF Japan Ltd. Bell Polyester Products, Inc. BP Japan K.K. Canon Inc Carlit Holdings Co., Ltd. Celanese Japan Limited CENTRAL GLASS CO., LTD. Chemours Co.,Ltd. Chemours-Mitsui Fluoroproducts Co., Ltd Chevron Japan Ltd. Chugai Pharmaceutical Co., Ltd. CHUGOKU KAYAKU CO., LTD. Clariant(Japan) K.K. Connell Brothers Japan Co., Ltd. Corbion Japan K.K. Croda Japan KK DEF Dai Nippon Toryo Company, Limited DAI-ICHI KOGYO SEIYAKU CO., LTD. DAICEL CHEMICAL INDUSTRIES, LTD. Daihachi Chemical Industry Co., Ltd. DAIICHI SANKYO Co., Ltd. DAIKIN INDUSTRIES, LTD. Dainichiseika Color & Chemicals Mfg. Co., Ltd. Denka Company Limited DIC Corporation Dow Chemical Japan Limited Dow-Mitsui Polychamicals Co., Ltd. DSM K.K. Du Pont Kabushiki Kaisha Earth Chemical Co., Ltd. Eastman Chemical Japan Ltd. Eisai Co., Ltd. EMORI Infotech Co.,Ltd. Evonik Japan Co., Ltd. ExxonMobile Japan Godo Kaisha FUJIFILM Holdings Corporation FUJIFILM Wako Pure Chemical Corporation FUJIMI INCORPORATED GHI GIFU SHELLAC MANUFACTURING CO., LTD. HAKUGEN EARTH Co.,Ltd. HITACHI CHEMICAL CO., LTD. HODOGAYA CHEMICAL CO., LTD. Hokkaido Soda Co., Ltd. HOKKO CHEMICAL INDUSTRY CO., LTD. HoneyComb Techno Research Inc. Honshu Chemical Industry Co., Ltd. Idemitsu Kosan Co., Ltd. Infineum Japan Ltd. Ishihara Sangyo Kaisha, Ltd. ITOCHU Corporation JKL Japan Chemical Database Ltd. -

Applications of an Aluminum-Beryllium Composite for Structural Aerospace Components
Applications of an Aluminum -Beryllium Composite for Structural Aerospace Components William Speer and Omar S. Es -Said Mechanical Engineering Department, Loyola Marymount University, 7900 Loyola Blvd, Los Angeles, CA 90045 -8145, USA Abstract The us e of AlBeMet AM162, an aluminum -beryllium metal matrix composite, is an effective way to reduce the size and weight of many structural aerospace components that are currently made out of aluminum and titanium alloys. These savings, which are essential for today’s technologies, are primarily due to the material’s high modulus and low density combined with its better than average specific strength. The raw material costs are significantly higher than they are for traditional engineering alloys, and the avai lable billet sizes are more limited than they are for aluminum and titanium alloys. Although the material costs are higher for the aluminum -beryllium composite, ease of machining makes it financially competitive when compared to equivalent parts made out of titanium alloys. Due to toxic nature of beryllium, however, debris -generating operations must be strictly regulated to limit worker’s exposure to the material and protect them from potentially fatal diseases. Keywords: Metal matrix; AlBeMet; High el astic modulus; Low density; Weight reduction; Stiffness -driven design 1. Introduction The aerospace industry is continually searching for ways to reduce the weight of its products and maximize the amount of profit -making payload in launch vehicles. One o f the most common ways engineers reduce weight is to make their products out of low-density alloys or engineering composites. These materials offer very high strength and/or stiffness to weight ratios; therefore, they require less mass and take less space to support a given load in comparison to other material choices. -

Controls the Level of Power in the Core, and the Components Which Normally Contain, Come Into Direct Contact with Or Control the Primary Coolant of the Reactor Core;
Document Generated: 2019-11-16 Status: This is the original version (as it was originally made). This item of legislation is currently only available in its original format. SCHEDULE 1 PROHIBITED GOODS PART III GROUP 2 ATOMIC ENERGY MINERALS AND MATERIALS AND NUCLEAR FACILITIES, EQUIPMENT, APPLIANCES AND SOFTWARE Interpretations and definitions In this Group: “boron equivalent” (BE) is defined as: BE = CF × Concentration of element Z in ppm and gammaB and gammaZ are the thermal neutron capture cross sections (in barns) for boron and element Z respectively; and AB and AZ are the atomic weights of boron and element Z respectively; “depleted uranium” means uranium depleted in the isotope 235 below that occurring in nature; “effective gramme” of special fissile material or other fissile material means: a. for plutonium isotopes and uranium-233, the isotope weight in grammes; b. for uranium enriched 1 per cent or greater in the isotope U-235, the element weight in grammes multiplied by the square of its enrichment expressed as a decimal weight fraction; c. for uranium enriched below 1 per cent in the isotope U-235, the element weight in grammes multiplied by 0.0001; d. for americium-242m, curium-245 and curium-247, californium-249 and californium-251, the isotope weight in grammes multiplied by 10; “fibrous or filamentary materials” include: a. continuous monofilaments; b. continuous yarns and rovings; c. tapes, fabrics, random mats and braids; d. chopped fibres, staple fibres and coherent fibre blankets; e. whiskers, either monocrystalline -

STOXX Japan 600 Last Updated: 03.04.2018
STOXX Japan 600 Last Updated: 03.04.2018 Rank Rank (PREVIOUS ISIN Sedol RIC Int.Key Company Name Country Currency Component FF Mcap (BEUR) (FINAL) ) JP3633400001 6900643 7203.T 690064 Toyota Motor Corp. JP JPY Large 140.9 1 1 JP3902900004 6335171 8306.T 659668 Mitsubishi UFJ Financial Group JP JPY Large 69.7 2 2 JP3436100006 6770620 9984.T 677062 Softbank Group Corp. JP JPY Large 52.8 3 3 JP3854600008 6435145 7267.T 643514 Honda Motor Co. Ltd. JP JPY Large 50.7 4 5 JP3435000009 6821506 6758.T 682150 Sony Corp. JP JPY Large 49.8 5 6 JP3735400008 6641373 9432.T 664137 Nippon Telegraph & Telephone C JP JPY Large 48.7 6 4 JP3890350006 6563024 8316.T 656302 Sumitomo Mitsui Financial Grou JP JPY Large 48.2 7 7 JP3236200006 6490995 6861.T 649099 Keyence Corp. JP JPY Large 47.4 8 8 JP3756600007 6639550 7974.T 663955 Nintendo Co. Ltd. JP JPY Large 43.0 9 9 JP3802400006 6356934 6954.T 635693 Fanuc Ltd. JP JPY Large 40.0 10 10 JP3496400007 6248990 9433.T 624899 KDDI Corp. JP JPY Large 37.2 11 13 JP3885780001 6591014 8411.T 625024 Mizuho Financial Group Inc. JP JPY Large 37.2 12 11 JP3898400001 6596785 8058.T 659678 Mitsubishi Corp. JP JPY Large 34.8 13 12 JP3371200001 6804585 4063.T 680458 Shin-Etsu Chemical Co. Ltd. JP JPY Large 34.5 14 15 JP3734800000 6640682 6594.T 664068 Nidec Corp. JP JPY Large 34.3 15 14 JP3970300004 BQRRZ00 6098.T JP503G RECRUIT HOLDINGS JP JPY Large 32.0 16 20 JP3242800005 6172323 7751.T 617232 Canon Inc.