Atlantic Stamp Mill Operation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Mines An~ Mf 1Terals of Ulllasbf Ngton
I I I I I t I t I I t I I I I l I l I I t I I I I I I t • I I I I I I f Mines an~ Mf1terals of Ulllasbf ngton . • A~AL REPORT or GEORGE A. BETHUNE, FIRST STATE GEOLOGIST. OT.Y~rT'lA, \V A!':IT.: O. C. WOITE, tiTAT.E .PRINT.ER, 1801. I I t I I I t I I I I I I ' I f I I f I I I t I I t I f I I I I I t I I Tacoma, Wash.) Jan. ..............................1 891. To ······-·····-·················································-·····························.··········· I take pleasure in presenting this, the first annual report upon the Mines and Minerals of Washington. Yours very truly, GEO. A... BETHUNE, ~ First State Geologist. Mines anb Minerals of Ulllasbington . • ANNUAL REPORT OF GEORGE A . BETHUNE, FIRST STATE GEOL OGIST. OLYMPIA, WASU.: O. C. WU I TE, STATE PRI NTER. 1891. • ANNUAL REPORT. 'l'o his Excellency, Ct1ARU:S E. LAUG HTON, Governor·, and tlie lion orable, the membm·s of the Seri ate and House of Rep1·esentatives of the State of Washington: G~NTLEMEN- Herewitb find my annual report, as the first ~tate geologist of the State of Washington. In submitting this report for your consideration, and possibly for dissemination throughout the state, I beg leave first to call your attention to the following facts: By act of the legislature, the first to convene in this state, the office of which I have the honor to be the possessor, was created in March, 1890, and my appointment as state geologist and con firmation by the senate followed shortly thereafter. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -

The Pharaohs' Gold: Ancient Egyptian Metallurgy
THE PHARAOHS' GOLD: ANCIENT EGYPTIAN METALLURGY TI n an age when mining is conducted on an lode country increased in size and scale, the clam industrial scale through the use of explosives, or for more efficient means of processing ores huge draglines, and enormous ore-carriers, there grew ever more strident and in response to this is a tendency to forget that mining was, and is, an demand milling processes grew increasingly activity involving the concerted efforts of human sophisticated. Greever notes that California's beings. In his depiction of mining activities in hardrock miners first relied on arrastras and California's nineteenth-century gold fields, Chilean mills to reduce their ores. When these William S. Greever in The Bonanza West: The Story devices failed to provide satisfactory returns of the Western Mining Frontier, 1848-1900 calls to California's argonauts then began to employ mind the human factor involved in the extraction stamp mills to process their gold ores.3 of ore from beneath the earth's surface: The processes underlying the operation of a stamp mill had changed little in the centuries [T)he deepest shafts in California leading up to the California gold rush.4 Greever quartz mining went down ... about compares the basic function of a stamp to that of a three hundred feet; often a deposit was pharmacist's mortar and pestle. In its simplest worked by a tunnel into a hillside or application, a stamp was dropped repeatedly on a even an open cut. The men used hand piece of metallic ore until the ore was reduced to drills, sledges, and a little black pow powder. -

A History of Tailings1
A HISTORY OF MINERAL CONCENTRATION: A HISTORY OF TAILINGS1 by Timothy c. Richmond2 Abstract: The extraction of mineral values from the earth for beneficial use has been a human activity- since long before recorded history. Methodologies were little changed until the late 19th century. The nearly simultaneous developments of a method to produce steel of a uniform carbon content and the means to generate electrical power gave man the ability to process huge volumes of ores of ever decreasing purity. The tailings or waste products of mineral processing were traditionally discharged into adjacent streams, lakes, the sea or in piles on dry land. Their confinement apparently began in the early 20th century as a means for possible future mineral recovery, for the recycling of water in arid regions and/or in response to growing concerns for water pollution control. Additional Key Words: Mineral Beneficiation " ... for since Nature usually creates metals in an impure state, mixed with earth, stones, and solidified juices, it is necessary to separate most of these impurities from the ores as far as can be, and therefore I will now describe the methods by which the ores are sorted, broken with hammers, burnt, crushed with stamps, ground into powder, sifted, washed ..•. " Agricola, 1550 Introduction identifying mining wastes. It is frequently used mistakenly The term "tailings" is to identify all mineral wastes often misapplied when including the piles of waste rock located at the mouth of 1Presented at the 1.991. National mine shafts and adi ts, over- American. Society for Surface burden materials removed in Mining and Reclamation Meeting surface mining, wastes from in Durango, co, May 1.4-17, 1.991 concentrating activities and sometimes the wastes from 2Timothy c. -
Choosing & Using a Milling Machine
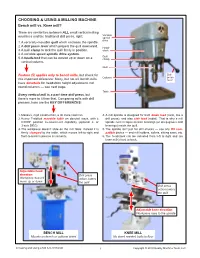
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

History of the Belshazzar and Mountain Chief Mines, Boise County, Idaho
History of the Belshazzar and Mountain Chief Mines, Boise County, Idaho Victoria E. Mitchell Idaho Geological Survey Morrill Hall, Third Floor Staff Report 08-3 University of Idaho July 2008 Moscow, Idaho 83844-3014 History of the Belshazzar and Mountain Chief Mines, Boise County, Idaho Victoria E. Mitchell Staff Reports present timely information for public distribution. This publication may not conform to the agency's standards. Idaho Geological Survey Morrill Hall, Third Floor Staff Report 08-3 University of Idaho July 2008 Moscow, Idaho 83844-3014 CONTENTS Introductory Note.. vii History of the Belshazzar and Mountain Chief Mines, Boise County, Idaho. 1 Introduction. 1 Geology. 1 Ore Characteristics.. 16 History of the Belshazzar and Mountain Chief Mines, Boise County, Idaho. 18 Belshazzar Mine.. 18 Mountain Chief Mine.. 25 References. 51 ILLUSTRATIONS Figure 1. Location of the Belshazzar and Mountain Chief mines, Boise County, Idaho.. 2 Figure 2. Boise Basin and area surrounding the Belshazzar and Mountain Chief mines. 3 Figure 3. Location of the Belshazzar and Mountain Chief Mines, Boise County, Idaho.. 4 Figure 4. Geology of the Belshazzar and Mountain Chief mines and vicinity, Boise County, Idaho.. 5 Figure 5. Sketch showing the underground features of the ore vein at the Belshazzar Mine.. 7 iii Figure 6. Sketch showing relationship of geologic features to the workings at the Mountain Chief Mine.. 8 Figure 7. Geologic map of the workings of the Belshazzar Mine in 1930. 10 Figure 8. Geologic map of the Quartzburg area, Boise Basin, Idaho.. 11 Figure 9. Geologic map of the workings of the Belshazzar Mine in 1932 or 1933. -
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
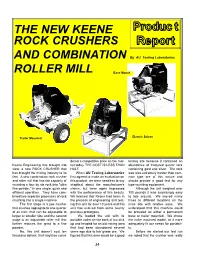
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -

Mercury Use and Loss from Gold Mining in Nineteenth-Century Victoria 45
CSIRO Publishing The Royal Society of Victoria, 127, 44 –54, 2015 www.publish.csiro.au/journals/rs 10.1071/RS15017 Me RCuRy uSe and LOSS fROM GOLd MInInG In nIneTeenTh- CenTuRy Victoria Peter Davies1, susan Lawrence2 anD JoDi turnbuLL3 1, 2, 3 department of archaeology and history, La Trobe university, Bundoora, Victoria 3086 Correspondence: Peter davies, [email protected] ABSTRACT: This paper reports on preliminary research into gold-mining-related mercury contamination in nineteenth-century Victoria. data drawn from contemporary sources, including Mineral Statistics of Victoria and Mining Surveyors Reports from 1868‒1888, are used to calculate quantities of mercury used by miners to amalgamate gold in stamp batteries and the rates of mercury lost in the process. Some of the mercury discharged from mining and ore milling flowed into nearby waterways and some remained in the waste residue, the tailings near the mills. We estimate that a minimum of 121 tons of mercury were discharged from stamp batteries in this period. although the figures fluctuate through time and space, they allow a good estimate of how much mercury was leaving the mine workings and entering Victorian creeks and rivers. Better understanding of historic mercury loss can provide the basis for improved mapping of mercury distribution in modern waterways, which can in turn inform the management of catchment systems. Keywords: mercury, gold mining, pollution, water, rivers In recent years, mercury in waterways has emerged as an et al. 1996) and new Zealand (Moreno et al. 2005), while important environmental issue in south-eastern australia extensive mercury pollution also resulted from silver and in many other areas. -

Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling
minerals Article Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling Ngonidzashe Chimwani 1,* and Murray M. Bwalya 2 1 Institute of the Development of Energy for African Sustainability (IDEAS), Florida Campus, University of South Africa (UNISA), Private Bag X6, Johannesburg 1710, South Africa 2 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa; [email protected] * Correspondence: [email protected]; Tel.: +27-731838174 Abstract: A number of experiments were conducted on a laboratory batch impact crusher to investi- gate the effects of particle size and impeller speed on grinding rate and product size distribution. The experiments involved feeding a fixed mass of particles through a funnel into the crusher up to four times, and monitoring the grinding achieved with each pass. The duration of each pass was approximately 20 s; thus, this amounted to a total time of 1 min and 20 s of grinding for four passes. The population balance model (PBM) was then used to describe the breakage process, and its effectiveness as a tool for describing the breakage process in the vertical impact crusher is assessed. It was observed that low impeller speeds require longer crushing time to break the particles significantly whilst for higher speeds, longer crushing time is not desirable as grinding rate sharply decreases as the crushing time increases, hence the process becomes inefficient. Results also showed that larger particle sizes require shorter breakage time whilst smaller feed particles require longer breakage time. Keywords: impact crusher; comminution; milling parameters; population balance mode Citation: Chimwani, N.; Bwalya, M.M. -

Anthropogenic Copper Inventories and Mercury Profiles from Lake Superior: Evidence for Mining Impacts
J. Great Lakes Res. 25(4):663–682 Internat. Assoc. Great Lakes Res., 1999 Anthropogenic Copper Inventories and Mercury Profiles from Lake Superior: Evidence for Mining Impacts W. Charles Kerfoot*,1, Sandra Harting1, Ronald Rossmann2, and John A. Robbins3 1Lake Superior Ecosystem Research Center and Department of Biological Sciences Michigan Technological University Houghton, Michigan 49931 2United States Environmental Protection Agency Mid-Continent Ecology Division, Large Lakes Research Station 9311 Groh Road Grosse Ile, Michigan 48138 3NOAA Great Lakes Environmental Research Laboratory 2205 Commonwealth Blvd Ann Arbor, Michigan 48105 ABSTRACT. During the past 150 years, the mining industry discharged more than a billion tons of tailings along Lake Superior shorelines and constructed numerous smelters in the watershed. Given the vast size of Lake Superior, were sediment profiles at locations far offshore impacted by nearshore activi- ties? Did copper and associated precious metal mining modify regional fluxes for copper and mercury? Samples from thirty sediment cores document that background concentrations of copper are high (mean 60.9 ± 7.0 µg/g), due to the proximity of natural ore sources. Anthropogenic inventories uncorrected for focusing also are high, ranging from 20 to 780 µg/cm2 (mean 187 ± 54 µg/cm2). Focusing factor correc- tions decrease the mean estimate and reduce variance (144 ± 24 µg/cm2). Several approaches to estimat- ing inputs suggest that only 6 to 10% of historic copper deposition originated directly from atmospheric sources, emphasizing terrestrial sources. Moreover, coastal sediment cores often show synchronous early increases in copper and mercury with buried maxima. Around the Keweenaw Peninsula, twenty-two cores trace high copper and mercury inventories back to mill and smelting sources. -
Avoiding Slopping in Top-Blown BOS Vessels
ISSN: 1402-1757 ISBN 978-91-7439-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SI S Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy Mats Brämming Avoiding Slopping in Top-Blown BOS Vessels BOS Top-Blown Slopping in Mats Brämming Avoiding ISSN: 1402-1757 ISBN 978-91-7439-173-2 Avoiding Slopping Luleå University of Technology 2010 in Top-Blown BOS Vessels Mats Brämming Avoiding Slopping in Top-blown BOS Vessels Mats Brämming Licentiate Thesis Luleå University of Technology Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy SE-971 87 Luleå Sweden 2010 Printed by Universitetstryckeriet, Luleå 2010 ISSN: 1402-1757 ISBN 978-91-7439-173-2 Luleå 2010 www.ltu.se To my fellow researchers: “Half a league half a league, Half a league onward, All in the valley of Death Rode the six hundred: 'Forward, the Light Brigade! Charge for the guns' he said: Into the valley of Death Rode the six hundred. 'Forward, the Light Brigade!' Was there a man dismay'd ? Not tho' the soldier knew Some one had blunder'd: Theirs not to make reply, Theirs not to reason why, Theirs but to do & die, Into the valley of Death Rode the six hundred.” opening verses of the poem “The Charge Of The Light Brigade” by Alfred, Lord Tennyson PREFACE Slopping* is the technical term used in steelmaking to describe the event when the slag foam cannot be contained within the process vessel, but is forced out through its opening. This phenomenon is especially frequent in a top-blown Basic Oxygen Steelmaking (BOS) vessel, i.e. -

Tamarack Area Facilities Task 3
TAMARACK AREA FACILITIES TASK 3 - PHASE 2 REPORT Historical Archive Research and Mapping From Hubbell Beach through Tamarack City C&H Historic Properties of Torch Lake Prepared for: MICHIGAN DEPARTMENT OF ENVIRONMENTAL QUALITY Reclamation and Redevelopment Division 55195 US Highway 41 Calumet, Michigan 49913 Prepared by: MICHIGAN TECHNOLOGICAL UNIVERSITY Carol MacLennan, Principal Investigator With John Baeten, Emma Schwaiger, Dan Schneider, Brendan Pelto Industrial Archaeology and Heritage Program Department of Social Sciences October 2014 Contract No. Y4110 1 TABLE OF CONTENTS Section 1: Introduction …………………………………………………………………………………….5 Section 2: Narratives and Timelines ……………….……………...………………………………11 Ahmeek Mill Facilities1 - Narrative & Timeline ...……………...………………………………….12 Tamarack Reclamation Plant2 – Narrative & Timeline ………….……………………………..23 Lake Chemical Co. – Narrative & Timeline …………………………………………………………..46 Building Narratives ………………………………………………………………………………………..…55 Ahmeek Stamp Mill ………………………………………………..……………………………….58 Ahmeek Pump House ...……………………………………………………………………………60 Ahmeek Power House ……………………………………………………………………………..62 Ahmeek Transformer House ……………………………………………………………………64 Ahmeek Boiler House …...…………………………………………………………………………65 Tamarack Regrinding Plant ……………………………………………………………………..67 Tamarack Electric Sub-Station ...………………………………………………………………69 Tamarack Classifying Plant ..……………………………………………………………………70 Tamarack Flotation Plant ………………………………………………………………………..72 Tamarack Leaching Plant ...……………………………………………………………………...74 Tamarack Stamp