Grinding Machines Safety Precautions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
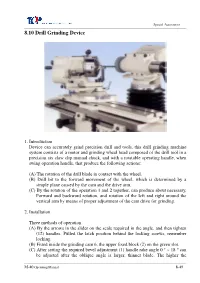
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

Grinding Machines
GRINDING MACHINES www.fermatmachinetool.com CYLINDRICAL GRINDING MACHINES FERMAT FAST FACTS CONTENT FERMAT MACHINE TOOL LTD CYLINDRICAL GRINDING MACHINES 650 Number of employees TOP SIEMENS Seller COMPANY INFORMATION .................................... 4 About the company FERMAT CYLINDRICAL GRINDING MACHINES ...................... 8 BHC / BHC HD CYLINDRICAL GRINDING MACHINES ...................... 12 BHCR / BHCR HD mill. NEW MODELS € 1901 CYLINDRICAL GRINDING MACHINES ...................... 16 78 Oldest member of FERMAT Group BHM / BHMR Annual sales in 2016 BASIC DESIGN ELEMENTS OF THE MACHINE .................. 23 Beds and Tables, Grinding Wheel Head, Work Head, Tailstock, Ball screws, Other Components, 8 Electric Equipment, Control Systems and Drives Branches in Czech Republic 100+ ACCESSORIES AND POSSIBLE OPTIONS....................... 28 Annual production/sold machines COMPONENTS ............................................... 34 ...................... CYLINDRICAL GRINDING MACHINES 36 BUC E BESTSELLERS CYLINDRICAL GRINDING MACHINES ...................... 38 5 BUB E Football playgrounds would 1 fit in floor space OTHER PRODUCTS ........................................... 40 of FERMAT Production facilities Table Type Horizontal Boring Mills, Micron (1 µm) has the most Floor Type Horizontal Boring Mills accurate production machine from our machining shop REFERENCES ................................................ 44 - - 2 3 - - ABOUT THE COMPANY ABOUT THE COMPANY FERMAT MACHINE TOOL LTD FERMAT MACHINE TOOL LTD Prague The FERMAT Group is a traditional Czech care. As a result, the FERMAT Group be- Manufacturing, servicing, upgrading lopment, design and construction with- manufacturer of machine tools. The prod- longs to the top machine tool manufactur- or complete overhauling of grinding in the strong FERMAT Group led to ex- uct portfolio consists primarily of grinding ers around the globe. machines are the key activities of the traordinary quality of our modern CNC machines as well as horizontal boring and FERMAT Machine Tool Ltd. -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -

Precision Guidance Needed for Metalworking Machinery That
Precision guidance needed for metalworking machinery that automatically grinds 40,000 sinks every year https://www.hepcomotion.com/case-studies/precision-guidance-needed-for-metalworking-machinery-that- automatically-grinds-40000-sinks-every-year/ INDUSTRY PRODUCT COUNTRY PROCESS GV3 - V Linear Manufacturing Germany Grinding Guide System Peitzmeier Maschinenbau machine builders based in Germany specialise in the construction of grinding machines. Their latest invention, the Omni-Grind Twin 3100 AC, enables automated grinding and polishing of workpieces in the metalworking industry. The machine builder relies on HepcoMotion’s GV3 guidance to prevent damage to the steel during processing; the linear guide system enables precise alignment of the grinding tool in the range of hundredths of a millimetre. The challenge: A major customer wants to precision grind 40,000 stainless steel sinks per year Among the users of Peitzmeier’s grinding machines is a Dutch manufacturer, who processes stainless steel sinks for a Swiss company. The design of the grinding machine had some challenging requirements, as Ulrich Peitzmeier, Managing Director of Peitzmeier explains: “The three-ton plant needed to be capable of grinding 40,000 sinks per year with extra care – the sinks are made from sheet metal just one millimetre thick. If a tool takes too long grinding material in one place, it can very quickly damage the workpiece.” Peitzmeier had to adapt their grinding machine to meet these requirements. The heavy grinding tool, usually mounted on a double-stranded U-rail, had to be replaced in favour of a lighter tool that could be aligned more precisely on just a single guide rail. -

Aviation Machinist's Mate 3 & 2
NONRESIDENT TRAINING COURSE Aviation Machinist’s Mate 3 & 2 NAVEDTRA 14008 DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. PREFACE About this course: This is a self-study course. By studying this course, you can improve your professional/military knowledge, as well as prepare for the Navywide advancement-in-rate examination. It contains subject matter about day- to-day occupational knowledge and skill requirements and includes text, tables, and illustrations to help you understand the information. An additional important feature of this course is its reference to useful information in other publications. The well-prepared Sailor will take the time to look up the additional information. History of the course: • Sep 1991: Original edition released. Prepared by ADCS(AW) Terence A. Post. • Jan 2004: Administrative update released. Technical content was not reviewed or revised. Published by NAVAL EDUCATION AND TRAINING PROFESSIONAL DEVELOPMENT AND TECHNOLOGY CENTER TABLE OF CONTENTS CHAPTER PAGE 1. Jet Engine Theory and Design ............................................................................... 1-1 2. Tools and Hardware ............................................................................................... 2-1 3. Aviation Support Equipment.................................................................................. 3-1 4. Jet Aircraft Fuel and Fuel Systems ........................................................................ 4-1 5. Jet Aircraft Engine Lubrication Systems .............................................................. -

Material Removal Modeling and Life Expectancy of Electroplated CBN Grinding Wheel and Paired Polishing Tianyu Yu Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2016 Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing Tianyu Yu Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Engineering Mechanics Commons, and the Mechanical Engineering Commons Recommended Citation Yu, Tianyu, "Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing" (2016). Graduate Theses and Dissertations. 16045. https://lib.dr.iastate.edu/etd/16045 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing by Tianyu Yu A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: Engineering Mechanics-Aerospace Engineering Program of Study Committee: Ashraf F. Bastawros, Major Professor Abhijit Chandra Wei Hong Thomas Rudolphi Stephen Holland Iowa State University Ames, Iowa 2016 Copyright © Tianyu Yu, 2016. All rights reserved. ii DEDICATION I would like to dedicate this dissertation to my parents -

11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF
11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF TRANSPORTATION 517122151 U056-046 KA 4670-01 NHPP-A467(001) ___________________________________________________________________________ CONTRACT PROPOSAL 1. The Secretary of Transportation of the State of Kansas [Secretary] will accept only electronic internet proposals from prequalified contractors for construction, improvement, reconstruction, or maintenance work in the State of Kansas, said work known as Project No.: U056-046 KA 4670-01 NHPP-A467(001) The general scope, location and net length are: MILLING AND HMA OVERLAY. US-56 FR APPRX 900 FT E US56/US69 JCT TO APPROX 1350 FT E OF ROE AVE IN JO CO. LENGTH IS 1.825 MI. 2. This is the Proposal of [Contractor] to complete the Project for the amount set out in the accompanying Unit Prices List. 3. The Contractor makes the following ties and riders as part of its Proposal in addition to state ties, if any: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Contractors and other interested entities may examine the Bidding Proposal Form/Contract Documents (see paragraph 11 below) at the County Clerk's Office in the County in which the Project is located and at the Kansas Department of Transportation [KDOT] Bureau of Construction and Materials, Eisenhower State Office Building, 700 SW Harrison, Topeka, Kansas 66603. Contractors may examine and print the Bidding Proposal Form/ Contract Documents by using KDOT's website at http://www.ksdot.org and choosing the following selections: "Doing Business","Bidding & Letting" and "Proposal Information", and using the links provided in the Project information for this project. KDOT will not print and mail paper copies of Proposal Forms. -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us.