Competition Between Powder Metallurgy and Other Near Net Shape Processes: Case Studies in the Automotive and Aerospace Industries T
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Impact of Synthesis Conditions on the Morphology and Crystal Structure of Tungsten Nitride Nanomaterials
RSC Advances View Article Online PAPER View Journal | View Issue Impact of synthesis conditions on the morphology and crystal structure of tungsten nitride Cite this: RSC Adv.,2021,11, 28198 nanomaterials Olivia Wenzel, *a Viktor Rein,b Milena Hugenschmidt, ac Frank Schilling,d Claus Feldmann b and Dagmar Gerthsena Nanocrystalline tungsten nitride (WNx) aggregates and nanosheets are synthesized with a new alkylamine- based synthesis strategy for potential applications in nanoelectronics and catalysis. These applications preferentially require crystalline materials with controlled morphology, which has been rarely demonstrated for WNx nanomaterials in the past. In the synthesis approach presented in this work, the morphology of nanoscale WNx is controlled by long-chained amines that form lyotropic or lamellar phases depending on the surfactant concentration. The structural and chemical properties of the WNx nanomaterials are studied in detail using different electron microscopic techniques in combination with Creative Commons Attribution-NonCommercial 3.0 Unported Licence. electron spectroscopic analyses. Material synthesis and sample preparation for transmission electron microscopy (TEM) were performed in an argon atmosphere (Schlenk line and glovebox). The samples were inserted into the electron microscope via an air-tight TEM transfer holder to protect the material from hydrolysis and oxidation. From the lyotropic phase nanocrystalline WNx aggregates were obtained, which consist of 2.4 Æ 0.8 nm small crystallites of the cubic WNx phase with a composition of WN0.7. The lamellar phase with a higher surfactant concentration yields WNx nanosheets with lateral dimensions up to 500 nm and a mean thickness of 2.1 Æ 1.1 nm. The nanosheets are N rich with a composition Received 8th June 2021 WN – and occur in the hexagonal crystal structure. -

Stainless Steel Fasteners – a Systematic Approach to Their Selection
STAINLESS STEEL FASTENERS – A SYSTEMATIC APPROACH TO THEIR SELECTION A DESIGNERS’ HANDBOOK SERIES NO 9003 Produced by Distributed by AMERICAN IRON NICKEL AND STEEL INSTITUTE INSTITUTE STAINLESS STEEL FASTENERS – A SYSTEMATIC APPROACH TO THEIR SELECTION A DESIGNERS’ HANDBOOK SERIES NO 9003 Originally, this handbook was published in 1976 by the Committee of Stainless Steel Producers, American Iron and Steel Institute. The Nickel Institute republished the handbook in 2020. Despite the age of this publication the information herein is considered to be generally valid. Material presented in the handbook has been prepared for the general information of the reader and should not be used or relied on for specific applications without first securing competent advice. The Nickel Institute, the American Iron and Steel Institute, their members, staff and consultants do not represent or warrant its suitability for any general or specific use and assume no liability or responsibility of any kind in connection with the information herein. Nickel Institute [email protected] www.nickelinstitute.org CONTENTS Introduction ................................................3 Fastener Materials ..........................................3 Stainless Steels Identification ................................5 Choosing the Right Type .....................................8 Stainless Steel Fastener Properties ...........................13 Tensile & Yield Strength Shear Strength High- and Low-Temperature Service ..........................16 Magnetic and -

ESMA Tech Talk
ESMA Tech Talk August 2006 Volume 103 In This Issue ESMA Opens A New Branch in Deira - Dubai ESMA Industrial Enterprises has a new location in • ESMA Opens A New the heart of the trading zone of Deira. This location, Branch in Deira - which is strategically located close to the Hardware Dubai Market, Electrical Market and Refrigeration Market, is located close to Al Maktoum Hospital. This facility • Parker Extends Its shall cater for the immediate requirements of the Unique ‘Snap- customers unable to visit Jebel Ali. They shall stock Together’ Tubing the standard range of items for a faster response and Clamp Range better service with full access to the main stocks held in their Central Warehouse. For details, please contact them on 04-2293545. • Exotic Material Manifolds Provide Optimal Solutions for Parker Extends Its Unique ‘Snap-Together’ Tubing Aggressive Media Applications Clamp Range ESMA has extended the versatility of its novel one-piece clamp for instrumentation tubing, Snap-Trap®, with a new Contact Us fitting tool and accessories from Parker Instrumentation. ESMA Industrial Enterprises Jebel Ali Free Zone, Snap-Trap® clamps can be fitted in seconds, reducing Dubai – U.A.E. installation time by up to 80% compared with some Tel: +971 4 8839100 alternative systems which require the assembly of up to 12 Fax: +971 4 8839495 parts. Email: [email protected] Already widely used in the Norwegian sector, the clamps are highly resistant to ESMA Industrial Enterprises corrosion and comply with the NORSOK offshore standard. Just two sizes of Snap- Mussafah Indl Area, Trap® handle the spectrum of metric and imperial instrumentation tubing diameters Abu Dhabi – U.A.E. -

Metal Coupon Testing in an Axial Rotating Detonation Engine for Wear Characterization
METAL COUPON TESTING IN AN AXIAL ROTATING DETONATION ENGINE FOR WEAR CHARACTERIZATION A Thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Materials Science and Engineering by GARY S. NORTH B. S., Colorado School of Mines, 2017 2020 Wright State University WRIGHT STATE UNIVERSITY GRADUATE SCHOOL April 15, 2020 I HEREBY RECOMMEND THAT THE THESIS PREPARED UNDER MY SUPERVISION BY Gary S. North ENTITLED Metal Coupon Testing in an Axial Rotating Detonation Engine for Wear Characterization BE ACCEPTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF Master of Science in Materials Science and Engineering. _____________________________ H. Daniel Young, Ph.D. Thesis Director _____________________________ Raghavan Srinivasan, Ph.D., P.E. Professor and Interim Chair, Department of Mechanical and Materials Engineering Committee on Final Examination: ________________________________ H. Daniel Young, Ph.D. ________________________________ Raghavan Srinivasan, Ph.D., P.E. ________________________________ Christopher Stevens, Ph.D. ________________________________ Barry Milligan, Ph.D. Interim Dean of the Graduate School ABSTRACT North, Gary S. M.S.M.S.E., Department of Mechanical and Materials Engineering, Wright State University, 2020. Metal Coupon Testing in an Axial Rotating Detonation Engine for Wear Characterization. Rotating Detonation Engines (RDE) are being explored as a possible way to get better fuel efficiency for turbine engines than is otherwise possible. The walls of the RDE are subjected to cyclic thermal and mechanical shock loading at rates of approximately 3 KHz, with gas temperatures as high as 2976 K. This project performed testing with Inconel 625 and 304 stainless steel coupons in an RDE outer body to attempt to measure material ablation rates. -

A Corrosion Resistant Silicon Barrier Coating Ideal for Acidic, Oxidative, and High Purity Environments
Coating Data Sheet A corrosion resistant silicon barrier coating ideal for acidic, oxidative, and high purity environments. Overview Features & Benefits Silcolloy® (US Patent 7,070,833) is a chemically • 3D non-line-of-sight process coats all protective, corrosion resistant, multi-layered barrier complex geometries and small orifices of amorphous silicon. Applied via chemical vapor deposition (CVD), Silcolloy is the ideal choice for • Achieve exotic material performance at a protecting stainless steels, exotic metals, glass, fraction of the price ceramics and other alloys from acidic attack or for preventing unwanted compounds from entering the • Fight corrosion with a non-reactive, pure process stream. barrier Specifications SS alloys, ceramics, glass, titanium, most exotic metals, TIG/ Substrate compatibility*: MIG welds, vacuum-nickel brazed areas Allowable temp. range: -210°C to +1140°C Thickness: 180-800 nm Allowable pH exposure: 0-8 Lubricity (coefficient of friction): 0.7 Hydrophobicity (contact angle): 80° Wear resistance 14.00 (304 stainless steel: 13.81) Lit. Cat. #SY-002 * Contact technical service Data Acid Corrosion Resistance Semiconductor-Related Corrosion Silcolloy® protects stainless steel against High purity, corrosion resistant Silcolloy is ideal corrosive attack from even the strongest acids. for gas delivery and chamber systems. Crevice Corrosion Acid Corrosion Comparative Results Silcolloy acts as a barrier to prevent pitting and Silcolloy shows minimal pitting while uncoated crevice corrosion. stainless steel shows significant crevice corrosion. Adhesion High Purity Our CVD process ensures a molecularly Multilayer silicon surface prevents leaching of bonded coating that will not flake or peel. metal ions into process streams. Lifecycle Cost Silcolloy offers a signficantly lower lifecycle cost compared to exotic materials. -
View Annual Report
2009 ATI ANNUAL REPOR ANNUAL ATI T 2009 Corporate Headquarters 1000 Six PPG Place Pittsburgh, PA 15222-5479 U.S.A. 412. 394. 2800 www.ATImetals.com © 2010 ATI Unsurpassed Manufacturing Capabilities… Product Innovation… Differentiation. 0680_Cover.indd 1 3/19/10 4:56:27 AM Contents Investor Information Financial Review 1 Stockholder Publications Message from the Chairman 3 Corporate Headquarters Annual reports and proxy statements are mailed to all stockholders of New Product Family 7 1000 Six PPG Place record. These publications and Reports on Form 10-K and Form Pittsburgh, PA 15222-5479 10-Q and other information may also be obtained through the World’s Newest and Most Advanced 412. 394. 2800 Company’s website www.ATImetals.com. Titanium Processing Path 8 Value-Based Leadership New Assets 11 Annual Meeting For additional information contact: Enabling Sustainability 12 ATI and all its operating companies represent who we are as The Annual Meeting of Stockholders will be Investor Relations and Corporate Communications at individuals. A company is always best described by the values held on May 7, 2010 at 11:00 a.m. corporate headquarters, or by calling 412. 394. 3004. Enabling Better Use of Resources 13 expressed in the actions of its leaders and its employees, William Penn Ballroom, William Penn Level consultants, and agents. What We Make and Where It Goes 14 Omni William Penn Hotel Independent Auditors 530 William Penn Place, Pittsburgh, PA 15219 Ernst & Young LLP ATI Products and Markets 16 INTEGRITY is the cornerstone of our business. To that end, we Pittsburgh, PA Segment Information 17 must be honest and forthright in everything we do. -
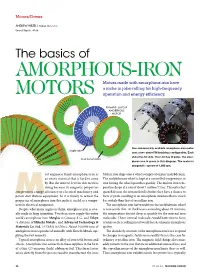
Amorphous-Iron Motors Made with Amorphous Iron Have a Niche in Jobs Calling for High-Frequency Motors Operation and Energy Efficiency
Motors/Drives ANDREW HIRZEL | Radam Motors LLC Grand Rapids, Mich. The basics of AMORPHOUS-IRON Motors made with amorphous iron have a niche in jobs calling for high-frequency MOTORS operation and energy efficiency. EXAMPLE: 36-POLE AMORPHOUS MOTOR One commercially available amorphous-iron motor Single rotor uses a two-stator PM brushless configuration. Each stator has 54 slots. The rotor has 36 poles. The amor- Dual slotted stators phous iron is green in this diagram. The motor is designed to operate at 1,000 rpm. ost engineers think amorphous iron is Molten iron drips onto a wheel comprised of pure molybdenum. an exotic material that is hard to come The molybdenum wheel is kept at a controlled temperature so by. But the interest level in this metal is iron hitting the wheel quenches quickly. The molten iron tem- rising because its magnetic properties perature drops at a rate of about 1 million°C/sec. This extra-fast can promote energy efficiency in electrical machinery and quench freezes the iron molecules before they have a chance to Mpower distribution equipment. So it is timely to review the form crystals, resulting in an amorphous structure that is much properties of amorphous iron that make it useful as a compo- less orderly than that of crystalline iron. nent in electrical equipment. The amorphous iron harvested from the molybdenum wheel Despite what many engineers think, amorphous iron is actu- is necessarily thin. At thicknesses exceeding about 25 microns, ally made in large quantities. Two firms now supply the entire the temperature doesn’t drop as quickly for the internal iron world’s amorphous iron: Metglas in Conway, S. -

Use ·Of Electron Beam Skull Melting with Electromagnetic Stirring of Melt for the Titanium Alloy Castings Production
TITANIUM'99: SCIENCE AND TECHNOLOGY USE ·OF ELECTRON BEAM SKULL MELTING WITH ELECTROMAGNETIC STIRRING OF MELT FOR THE TITANIUM ALLOY CASTINGS PRODUCTION Dr. S. LADOKHIN, eng. N. LEVITSKY, p.g. A. KOSHELAP Physico-Technological Institute of Metals and Alloys of National Academy of Sciences of Ukraine, 34/1 Vemadsky Ave.,Kiev-142, 252680, Ukraine ANNOTATION A technology of the electron beam skull melting of titanium alloys is discussed. The efficiency of the electromagnetic stirring of melt in the skull crucible at the electron beam melting of titanium alloys (EBSM with EMS) is demonstrated. In particular, the possibility of the reduction of the specific electric energy consumption at the use of electromagnetic stirring systems is shown. · Results of the investigation of highly alloyed titanium alloys melting by means of the'EBSM with the EMS, including alloys based on intermetallic compounds TiAl and TiNi and alloys containing highly volatile component Al, are presented. The possibility of an efficient alloying of melt in the course of melting is shown. Mechanical (including high temperature) properties of alloys produced at the EBSM with the EMS, as well as their chemical content are described. Comparative analysis of the EBMS with the EMS and the vacuum arc skull melting is performed. key words: titanium, electron, beam, skull, melting ' 1. INTRODUCTION Titanium and its alloys are the one of the most long-range among materials used in contemporary machine building. Now, titanium alloys are widely used in aircraft and ship building industries, chemical machine building, aerospace complex and oil and gas industry. During the last 10 ... 20 years titanium stopped to be an exotic material that used only in war industry and so-called "special technologies" area and now has wider use in production of medicine tools, sport implements and many other widespread goods for everyday use. -
BIBUS METALS: Solid As a Rock
Y R O T S R E V O C BIBUS METALS: Solid as a rock Currently celebrating their 30th anniversary, BIBUS METALS are active in ten European countries as well as in China and Russia as a stockholder and trader of nickel alloys , titanium, high-end alloys, special materials and stainless steel. The company is part of BIBUS HOLDING AG, a family- held company headquartered in Fehraltorf, Switzerland. By providing high quality products and exceptional service, Martin Vonmoos (CEO) and Philipp Bachmann (Managing Director Switzerland) explained that the company is focused “on making the impossible possible” for its customers. Stainless Steel World was keen to find out more. By John Butterfield and Joanne McIntyre BIBUS METALS is part of the Materials The company stocks and distributes few years BIBUS METALS had set out on group of its parent company, BIBUS nickel-based alloys, titanium and special its path of expansion into Eastern HOLDING. Although the Materials materials, and has large stocks of semi- Europe. Group only employs around 140 of the finished products. With the large more than 700 employees in the warehouse located in the Basle region of Steady expansion, clear goals holding, it generates over half of the Switzerland, BIBUS METALS expanded The company has followed a steady entire company’s turnover and has steadily, adding a service centre to its expansion plan, building and enlarging achieved impressive year-on-year facilities. After gaining the right to its warehouses for large stocks in nickel growth since BIBUS METALS was become Inco Alloy’s exclusive alloys and titanium in the forms of bar, founded in 1979 as the exclusive distributor for Germany and Austria in sheet, plate, tube& pipe, wire, strip and distributor of Inco Alloys International 1990 the company soon became the welding material. -

Download Article
Selecting the Right 28 powertransmissionengineering february 2010 www.powertransmission.com www.powertransmission.com february 2010 powertransmissionengineering Precision Ball Material FOR AGGRESSIVE ENVIRONMENTS Jim Peta alls are a common mechanical balls to resist aggressive environments for applications where the balls are only component used in nearly all and help in selecting the right one. required to withstand a medium load. B complex—and many simple— Brass Balls Brass provides excellent electrical con- mechanical products. The criti- Brass balls provide excellent resis- ductivity, so it is well suited for many cal nature of balls is illustrated by the tance to corrosion by water, including electrical applications. A silver coat- fact that ball bearing factories were one seawater, and also resist the corrosive ing is sometimes applied to brass balls of the primary targets for Allied bomb- effects of fuel oil, gasoline, butane, to improve their electrical conductivity ers seeking to disrupt the German war dry carbon oxide, benzene and similar and corrosion resistance to even higher industry during World War II. While chemical agents. However, it should be levels. the vast majority of balls are made of noted that brass can be unstable in the Brass balls’ combination of resis- some type of steel, steel’s relatively weak presence of acids and bases. tance to corrosion from water and high resistance to chemical attack means Another key advantage of brass balls hardness make them suitable for water that applications involving aggressive is their cost, which is substantially lower valves, including high-pressure applica- environments generally require a more than other corrosion-resisting balls. -

EXOTIC FINAL BROUCHER 2013 Final by Annan
Manufacturers of Chemical Process Equipments made out of... • Titanium • Tantalum • Nickel • Hastelloy® • Monel® om ech.c • Inconel t ab oticf • Duplex SS x .e w w • Super Duplex SS w • Alloy 904L • Alloy 20 • Zirconium • Niobium • Stainless Steel om ech.c abt oticf x .e w w w OFFICE : WORKS: The Ultimate Destination Bldg. No. C/6-102, Survey No. 183, Village - Dhamangao, T : +91 22 6566 3100 (5 Lines) Saket Complex, K. K. Marg, Talati - Vadpe, Bhiwandi Bypass Road, F : +91 22 2544 6556 for Exotic Material Fabrication Thane (W) 400 601, Maharashtra. Bhiwandi, Dist: Thane 421 302, Maharashtra. E : [email protected] om ech.c Our Range of Products abt oticf x EXOTIC FABTECH with its governance over Exotic metals like Titanium, Tantalum, Nickel, Hastelloy .e w ‘B’ & ‘C’, Monel, Inconel, Zirconium, Niobium, Alloy 20, Alloy 904L , Stainless Steel & other special alloys w w offers a wide range of products for various process Industries. EXOTIC FABTECH designs and fabricates highly EXOTIC FABTECH’s dedication to only the Our Product Range include... corrosion Resistance Equipments for the Chemical, Exotic Metals has led us to become experts in • Reactors • Tantalum Repair Kits For Glass Lined Vessels Process Industries. Our expertise lies in our Process Equipment application for the following • Columns & Towers • Tantalum Evaporation Boards reputation to Design and Fabricate cost effective chemicals and pharmaceutical processes : • Heat Exchangers • Tantalum Thermo Tips process Equipments using the Exotic Metals such as : • Acetic Acid • Titanium • Tantalum • Tanks & Vessels • Activated Titanium Metal Anodes • Agricultural Chemicals • Zirconium • High Nickel Alloys • Filters • Platinised Titanium Metal Anodes • Duplex SS • Super Duplex SS • Ammonium Nitrate • Heating & Cooling Coils • Falling Film Evaporators ® ® • Hastelloy • Monel • Bromine • Pipes & Pipe Fittings • Spargers • Nickel • Nickel Alloys • Chlorine • Chemical Mixers • Immersion Heaters • SS 904L etc. -

THE EXOTIC GIFT and the ART of the SEVENTEENTH-CENTURY DUTCH REPUBLIC By
THE EXOTIC GIFT AND THE ART OF THE SEVENTEENTH-CENTURY DUTCH REPUBLIC By ©2013 ELLEN O’NEIL RIFE Submitted to the graduate degree program in Art History and the Graduate Faculty of the University of Kansas in partial fulfillment of the requirements for the degree of Doctor of Philosophy. ________________________________ Chairperson Linda Stone-Ferrier, Ph.D. ________________________________ Sally J. Cornelison, Ph.D. ________________________________ Stephen H. Goddard, Ph.D. ________________________________ Amy McNair, Ph.D. ________________________________ William D. Keel, Ph.D. Date Defended: 4/9/2013 The Dissertation Committee for Ellen O’Neil Rife certifies that this is the approved version of the following dissertation: THE EXOTIC GIFT AND THE ART OF THE SEVENTEENTH-CENTURY DUTCH REPUBLIC ________________________________ Chairperson Linda Stone-Ferrier, Ph.D. Date approved: 4/9/2013 ii Abstract This dissertation examines the intersection between art and the gifting of exotic objects in the seventeenth-century United Provinces, directing attention to a special class of imagery visualizing the remarkable extent to which Europe’s first consumer culture became intertwined with foreign goods and influences. Its four chapters present representative case studies encompassing a range of media, including prints and paintings, and artistic genres, such as still life, portraiture, landscape, and allegory, from the mid- through the late- seventeenth century. These episodes of exotic gift exchange and their manifestation in art belonged to public and private spheres, the gifting of men and women, and multiple classes of society. In analyzing these images, my methodology draws on close readings; socioeconomic, historical, pictorial, and cultural contexts; gender; and issues in gift theory, including reciprocity, identity, personalization, and commodity/gift status, to explore the pictures’ meanings or functions for their audiences.