Method and System for Improvement of Tire
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tire Building Drum Having Independently Expandable Center and End Sections
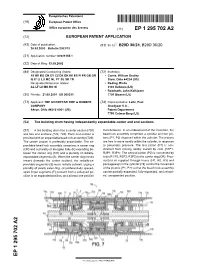
Europäisches Patentamt *EP001295702A2* (19) European Patent Office Office européen des brevets (11) EP 1 295 702 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.7: B29D 30/24, B29D 30/20 26.03.2003 Bulletin 2003/13 (21) Application number: 02021255.1 (22) Date of filing: 19.09.2002 (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Currie, William Dudley IE IT LI LU MC NL PT SE SK TR Stow, Ohio 44224 (US) Designated Extension States: • Reding, Emile AL LT LV MK RO SI 9163 Kehmen (LU) • Roedseth, John Kolbjoern (30) Priority: 21.09.2001 US 960211 7790 Bissen (LU) (71) Applicant: THE GOODYEAR TIRE & RUBBER (74) Representative: Leitz, Paul COMPANY Goodyear S.A., Akron, Ohio 44316-0001 (US) Patent-Department 7750 Colmar-Berg (LU) (54) Tire building drum having independently expandable center and end sections (57) A tire building drum has a center section (720) therebetween. In an embodiment of the invention, the and two end sections (722, 724). Each end section is bead lock assembly comprises a cylinder and two pis- provided with an expandable bead lock assembly (726). tons (P1, P2) disposed within the cylinder. The pistons The center section is preferably expandable. The ex- are free to move axially within the cylinder, in response pandable bead lock assembly comprises a carrier ring to pneumatic pressure. The first piston (P1) is con- (CR) and a plurality of elongate links (K) extending be- strained from moving axially inward by rods (R1P1, tween the carrier ring (CR) and a plurality of radially- R2P1, R3P1). -

ASTEC® PLUS Passenger and Light Truck Tire Uniformity Measurement
Layout Options ® ASTEC® PLUS Passenger and Light Truck Tire Uniformity Measurement The ASTEC® PLUS is a uniformity measurement system created and manufactured by Micro-Poise® Measurement Systems, LLC. This Sorter Station separates tires according to Optional AkroMARK® PLUS with Orient ergonomically friendly, technically unique and patented line of grade and is programmable for up to six station sorting grades and heights. machinery is specially designed to assure tire quality testing. Layout showing base ASTEC® PLUS with entrance conveyor. This illustration also shows the exit drop con- veyor for ease-of-access during maintenance, optional remote marking station and optional sorter. Modular Tire Measurement Systems ASTEC® PLUS is a critical component of our Modular Tire Measurement Systems (MTMS), designed to optimize the tire measure- ment process for uniformity and dynamic balance measurements. MTMS combines tire uniformity, dynamic balance measurement and tire geometry inspection into a single process. In its most efficient configuration, the total system cycle time is the fastest in the industry. In addition, each individual measurement station ensures the best measurement with no compromise in precision and accuracy. Auxiliary features include manufacturing operations communications (Level II), barcode reading, angular referencing, marking and sorting. SORTER AkroMARK PLUSTM with Orient AkroDYNE® with HANDLER ASTEC® PLUS HANDLER (OPTIONAL) (OPTIONAL) TGIS-SL® with LUBER When you have a company with 100 years of innovative work behind you, you have a measurement system that puts the leading edge of tire finishing technology in front of you. Micro-Poise®. Better by every measure. www.micropoise.com MP USA MP Europe MP Korea MP China MP India Tel: +1-330-541-9100 Tel: +49-451-89096-0 Tel: +82-31-888-5259 Tel: +86-20-8384-0122 Tel: +91-22-6196-8241 Fax: +1-330-541-9111 Fax: +49-451-89096-24 Fax: +82-31-888-5228 Fax: +86-20-8384-0123 Fax: +91-22-2836-3613 Akron Standard®, Micro-Poise®, TGIS-SL®, and Coll-Tech - © 2018 by AMETEK®, Inc. -

Influência Da Estrutura Ímpar Em Pneus De Lonas Cruzadas
Igor Zucato Influência da estrutura ímpar em pneus de lonas cruzadas (“Cross-Ply”) São Paulo 2006 Livros Grátis http://www.livrosgratis.com.br Milhares de livros grátis para download. Igor Zucato Influência da estrutura ímpar em pneus de lonas cruzadas (“Cross-Ply”) Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do título de Mestre em Engenharia Mecânica. Orientador: Prof. Dr. Marco Stipkovic Fº. São Paulo 2006 II Folha de Aprovação Igor Zucato Influência da estrutura ímpar em pneus lonas cruzadas (“Cross-Ply”) Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do título de Mestre em Engenharia Mecânica. Aprovado em: 21 de novembro de 2006 Banca Examinadora Prof. Dr. Marco Stipkovic Filho Instituição: EP – USP Assinatura :__________________ Prof. Dr. Gilberto Francisco Martha de Souza Instituição: EP – USP Assinatura :__________________ Prof. Dr. Renato Barbieri Instituição: PUC – PR (externo) Assinatura :__________________ III "Nosso maior desejo na vida é encontrar alguém que nos faça fazer o melhor que pudermos." Ralph Waldo Emerson Fabiana, obrigado minha esposa e companheira, com todo o amor de minha vida. IV Agradecimentos Primeiramente ao meu amigo e por acaso meu chefe, Eduardo Pinheiro, que me incentivou e apostou no desenvolvimento desse trabalho com suas sugestões e opiniões, bem como no desenvolvimento desta pós-graduação. Ao meu orientador e amigo que teve a paciência para suportar, guiar e me ajudar durante essa caminhada. À Pirelli Pneus S.A. pelo apoio e oportunidade de desenvolver e publicar este trabalho que reúne uma parte da minha experiência na área de pesquisa e desenvolvimento de pneus, e pelo suporte do R&D. -

Position Paper: 2004-4
Issued: March 2005 Future Truck Program Position Paper: 2004-4 Expectations for Future Tires Developed by the Technology & Maintenance Council’s (TMC) Future Tire Reliability/Productivity Task Force ABSTRACT This TMC Future Truck Position Paper defines the future performance requirements of tires based on fleet/equipment user descriptions of their needs and concerns. This paper covers all aspects of new tires, retreaded tires, tire repairs, and all associated maintenance issues. INTRODUCTION and dry environments—for starting, stopping This TMC Future Truck Position Paper defines and cornering. However traction is improved— future features and expectations for tires and whether it be by compound or tread design, for wheels in terms of product performance, main- example—tire noise must be controlled, resis- tainability, reliability, durability, serviceability, tance to flat spotting must improve, the ten- environmental and educational issues. The dency for hydroplaning must be reduced, and paper’s objective is improving tire and wheel tire-related splash and spray must be mini- value to fleets/equipment users. mized. Future tires should experience less stone retention and, therefore, less stone drill- PERFORMANCE EXPECTATIONS ing-type casing damage. Tires should also The focus of all tire performance is ultimately feature improved casing retreadability and to improve tire value. It is expected that contin- repairability, as well as improved appearance ued advances in technology will yield longer with respect to ozone or weather checking—a tread life, both in terms of miles per 32nd rate tire’s natural aging condition. of wear and actual removal mileage, even with the greater engine horsepower we see now Future tire performance will require greater and in the future. -

27 Annual Meeting and Conference on Tire Science and Technology
27th Annual Meeting and Conference on Tire Science and Technology Program and Abstracts September 15-16, 2008 John S. Knight Center Akron, Ohio http://www.tiresociety.org The Tire Society thanks the following for their support: Bronze Sponsor - “H” Speed Rating Sponsor - “S” Speed Rating Sponsor - “S” Speed Rating 27th Annual Meeting and Conference on Tire Science and Technology Day 1 – Monday, September 15 7:30 AM Registration 8:00 AM Conference Opening Hans Dorfi President of The Tire Society 8:10 AM Technical Program Opening Jim McIntyre, Conference Chair 8:15 AM Session 1: Wear / Friction John Luchini, Session Chair 8:15 AM 1.1 Influence of Pattern Void on Hydroplaning and Bernhard Röger, Burkhard Wies, Related Target Conflicts Reinhard Mundl 8:40 AM 1.2 The Unified Approach to the Optimization of the Naoya Ageishi, Yoshihiro Tanaka Tread Pattern Shape and the Cross-Sectional Contour of Tires 9:05 AM 1.3 Tire Dry-Traction and Rolling Resistance Mohamed Kamel Salaani, Dependency Larry Evans, John Harris, James D. MacIsaac Jr. 9:30 AM Break 9:45 AM Session 2: Vehicle Dynamics Terrence Wei, Session Chair 9:45 AM 2.1 Winter Tires: Operating Conditions, Tire Burkhard Wies, Helge Dörrie, Characteristics and Vehicle Driving Behavior Carsten Schröder 10:10 AM 2.2 Influence of Friction Heat on Tire Traction on Ice Martin Giessler, Frank Gauterin, and Snow Burkhard Wies, Klaus Wiese 10:35 AM 2.3 Effect of Tire Wear on Tire Force and Moment Robert J. Pascarella, Characteristics Donald F. Tandy, Jr., Joseph W. Neal, John M. Baldwin, Jackie D. -

Tire Engineering an Introduction
Tire Engineering Tire Engineering An Introduction Brendan Rodgers First edition published 2021 by CRC Press 6000 Broken Sound Parkway NW, Suite 300, Boca Raton, FL 33487-2742 and by CRC Press 2 Park Square, Milton Park, Abingdon, Oxon, OX14 4RN © 2021 Taylor & Francis Group, LLC CRC Press is an imprint of Taylor & Francis Group, LLC Reasonable efforts have been made to publish reliable data and information, but the author and publisher can- not assume responsibility for the validity of all materials or the consequences of their use. The authors and publishers have attempted to trace the copyright holders of all material reproduced in this publication and apologize to copyright holders if permission to publish in this form has not been obtained. If any copyright material has not been acknowledged please write and let us know so we may rectify in any future reprint. Except as permitted under U.S. Copyright Law, no part of this book may be reprinted, reproduced, transmit- ted, or utilized in any form by any electronic, mechanical, or other means, now known or hereafter invented, including photocopying, microfilming, and recording, or in any information storage or retrieval system, with- out written permission from the publishers. For permission to photocopy or use material electronically from this work, access www .copyright .com or contact the Copyright Clearance Center, Inc. (CCC), 222 Rosewood Drive, Danvers, MA 01923, 978-750-8400. For works that are not available on CCC please contact mpkbookspermissions @tandf .co .uk Trademark notice: Product or corporate names may be trademarks or registered trademarks, and are used only for identification and explanation without intent to infringe. -

SECRETARY of LABOR, Complainant, V. DAYTON
United States of America OCCUPATIONAL SAFETY AND HEALTH REVIEW COMMISSION 1120 20th Street, N.W., Ninth Floor Washington, DC 20036-3457 SECRETARY OF LABOR, Complainant, v. OSHRC Docket No. 94-1374 DAYTON TIRE, BRIDGESTONE/FIRESTONE, Respondent, UNITED STEEL WORKERS OF AMERICA, LOCAL 998, Authorized Employee Representative. APPEARANCES: Ronald J. Gottlieb and John Shortall, Attorneys; Kenneth A. Hellman and Nicholas J. Levintow, Senior Trial Attorneys; Ann Rosenthal, Counsel for Appellate Litigation; Joseph M. Woodward, Associate Solicitor; Marvin Krislov, Deputy Solicitor; J. Davitt McAteer, Acting Solicitor; U.S. Department of Labor, Washington, DC For the Complainant Willis J. Goldsmith, Esq.; Thomas M. Beck, Esq.; Jacqueline M. Holmes, Esq.; Michael F. Dolan, Esq.; Jones, Day, Reavis & Pogue, Washington, DC and Chicago, IL For the Respondent George H. Cohen, Esq.; Jeremiah A. Collins, Esq.; Margo Pave, Esq.; Bredhoff & Kaiser, PLLC, Washington, DC For the Authorized Employee Representative DECISION Before: ROGERS, Chairman; THOMPSON and ATTWOOD, Commissioners. BY THE COMMISSION: Following an accident that resulted in a fatality, the Occupational Safety and Health Administration (“OSHA”) inspected a tire manufacturing plant operated by Dayton Tire, a division of Bridgestone/Firestone, Inc. (“Dayton”) located in Oklahoma City, Oklahoma. The Secretary issued a citation to Dayton under the Occupational Safety and Health Act of 1970 (“OSH Act” or “Act”), 29 U.S.C. §§ 651-678, alleging 107 willful violations under various provisions of the general industry lockout/tagout (“LOTO”) standard, 29 C.F.R. § 1910.147. The Secretary alleges that Dayton violated the cited LOTO standard provisions based on its failure to do the following: (1) establish energy control procedures for seven different machines located in six departments; (2) inspect, certify, and utilize those procedures; (3) supply the necessary locks to effectively lock out its equipment; and (4) provide its employees with the required level of LOTO training. -

Tire - Wikipedia, the Free Encyclopedia
Tire - Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/Tire Tire From Wikipedia, the free encyclopedia A tire (or tyre ) is a ring-shaped covering that fits around a wheel's rim to protect it and enable better vehicle performance. Most tires, such as those for automobiles and bicycles, provide traction between the vehicle and the road while providing a flexible cushion that absorbs shock. The materials of modern pneumatic tires are synthetic rubber, natural rubber, fabric and wire, along with carbon black and other chemical compounds. They consist of a tread and a body. The tread provides traction while the body provides containment for a quantity of compressed air. Before rubber was developed, the first versions of tires were simply bands of metal that fitted around wooden wheels to prevent wear and tear. Early rubber tires were solid (not pneumatic). Today, the majority of tires are pneumatic inflatable structures, comprising a doughnut-shaped body of cords and wires encased in rubber and generally filled with compressed air to form an inflatable cushion. Pneumatic tires are used on many types of vehicles, including cars, bicycles, motorcycles, trucks, earthmovers, and aircraft. Metal tires are still used on locomotives and railcars, and solid rubber (or Stacked and standing car tires other polymer) tires are still used in various non-automotive applications, such as some casters, carts, lawnmowers, and wheelbarrows. Contents 1 Etymology and spelling 2 History 3 Manufacturing 4 Components 5 Associated components 6 Construction types 7 Specifications 8 Performance characteristics 9 Markings 10 Vehicle applications 11 Sound and vibration characteristics 12 Regulatory bodies 13 Safety 14 Asymmetric tire 15 Other uses 16 See also 17 References 18 External links Etymology and spelling Historically, the proper spelling is "tire" and is of French origin, coming from the word tirer, to pull. -

Vmi Production Program
GLOBAL ORGANIZATION - LOCAL SUPPORT MAIN PR ODUCTION PR OGRAM CONTENTS Page Introduction 3 Millroom equipment 4 Bead apeX assemblY 7 Extrusion, straining and preforming 8 Extrusion 9 Component manufacturing systems 10 Tire assemblY systems 14 Tire curing equipment 22 Test machines 23 Tire Inner Tube Splicing machines 26 Air-spring building systems 27 Rubber to Metal processing 28 Machinery for Can Industry 30 INTRODUCTION YOUR NEEDS – OUR MISSION YOUR NEEDS – OUR SERVICE In the rubber and tire industrY Yesterday’s VMI’s global organization includes spare- technologY is being replaced bY today’s parts supplY and servicing from our plants in innoVation for tomorrow’s requirements. the Netherlands, USA and P.R. of China. Our Amidst the turmoil of innoVation there is, service departments are on call 24 hours a hoWeVer, one constant: daY to proVide rapid on-site service. VMI’s commitment to supplY innoVatiVe and VMI: a partner to relY on in the race against time reliable services and equipment to the rubber - and Your competitors! and tire industry. YOUR NEEDS – OUR CHALLENGE VMI supplies millroom equipment and a complete line of tire manufacturing, tire curing and tire testing systems for bias and radial tires for cars, truck, utility and off-the road Vehicles. Our services range from financing to engineering and contracting projects. We also offer maintenance contracts and upgrade eXisting rubber and tire equipment. We Work closelY With clients to create customized solutions that meet their needs. RightfullY, VMI is knoWn as the leader in millroom equipment and single-stage tire building machines for radial car and truck tires. -

Keywords List
Following is a list to guide authors in selecting keywords to use when writing ASABE publications. This is a list under development and is not intended to be a complete list of every possible keyword an author might use. Authors are not restricted to keywords matching this list but are encouraged to use them when appropriate. ASABE members use this same list for the automatic alert system related to the ASABE Online Technical Library. Using these keywords will increase the chances that members interested in your topic will be made aware that it is included in the web-based collection. Please send comments and suggestions for additions [email protected] 4-h aerodynamic properties air flow animal health abatement aerodynamics air ionization animal housing abrasion aeroponics air jet animal husbandry absorbance aerosols air pollution animal power absorption aerosol sprayers air quality animal wastes accelerated testing aflatoxin air sparging animal welfare accelerometer africa air speed anthropometric dimensions accident prevention aggregate air stream antioxidant accidents agricultural air temperature apex model accuracy agricultural aviation Alabama apparatus acetaldehyde agricultural chemicals Alaska apple juice acid agricultural engineering alcohol apples acidity agricultural machinery industralfalfay application acoustic agricultural management algae application equipment acoustic profiling agricultural pollution algae culture application rates acoustic properties agricultural products algorithms application to land acquisition -

Tire Uniformity Machine PTU-E All from a Single Source
Tire Uniformity Machine PTU-E All from a single source. Made in Germany. Purpose of the machine: The automatic SEIB Uniformity Machine for Tires and/or Tire/Wheel Assemblies allows a comprehensive quality evaluation. Range: P/C up to light truck dimensions. Funcion: Precise, short cycle time, wide range of analysis. Design: Welded machine frame for quality control purposes. Electrical system as PLC; Industrial Computer for evaluation, display and processing of the measured results, capable for network. Options: e.g. Run out detection and Machine concept is prepared to extend to two measuring stations (double station). SEIB Industrie GmbH Robert- Bunsen Str. 30 D-64579 Gernsheim Germany SEIB – Your partner for modern Test-Equipment: Mounting, Balancing Testing out of one source. Service 24/7: +49 800 6647105 www.seib-industrie.com Tire Uniformity Maschine PTU-E PKW technical data min. max specifcations min. max. tire outside diameter 21 in 37 in Reifen Außen Durchmesser 500 mm 950 mm tire bead diameter 14 in 24 in Reifen Innen Durchmesser 14 in 24 in rim width 4 in 12 in Felgen Breite 4 in 12 in of set (ET) 100 mm Einpresstiefe 100 mm spindle speed 60 RPM Rad Drehzahl 60 U/min approx.Number of Rotations per measuring run 3 Anzahl Umdrehungen pro Messlauf ca. 3 tire loading max. radial force 10.000 N Anpresskraft max. ( Vorlast ) 10.000 N radial force variation 500 N Messbereich Radialkraft schwankung 500 N lateral force variation 500 N Messbereich Lateralkraft schwankung 500 N lateral force 1000 N literale Kraft 1000 N connicity 500 N Konus Efekt 500 N ply steer 500 N Winkelefekt 500 N radial force variation 1. -

K U M H O Tir E Nam in G S Y S
TECHNICAL DATA 04 • Kumho Tire Naming System 04 • Structure Optimization 12 • Technical Specification Chart 06 • Rubber Compound Technology 13 • SmartWay Certification 08 • Sidewall Information 14 • Application Chart 09 • Tire Dimensions 15 • Performance Analysis 10 MEDIUM COMMERCIAL TRUCK 16 KLS02e 16 KRS02 (e) 17 KRS03 18 STEER STEER STEER STEER VERIFIED VERIFIED KLD02 (e) 19 KLD11e 20 KRD01 21 DRIVE DRIVE DRIVE VERIFIED VERIFIED KRD03 22 KRD16 23 KRD50 24 DRIVE DRIVE DRIVE DRIVE KMD41 25 DRIVE MIXED SERVICE KLT12e 26 KRT03a 27 KRT12 28 TRAILER TRAILER TRAILER VERIFIED TRAILER KRA12 29 KMA01 30 KMA02 31 ALL-POSITION ALL-POSITION ALL-POSITION MIXED SERVICE MIXED SERVICE ALL-POSITION KMA12 32 ALL-POSITION MIXED SERVICE WARRANTY POLICIES 34 • Warranty Coverage 34 – What is warranted and who is eligible under this • Casing Credit 35 warranty – What is covered by the warranty and how long • Replacement Warranty 35 – What is not covered by the warranty • Safety Warnings 36 • Owner's Obligation – Your Responsibilities in Order to Maintain Your Warranties 35 – Owner's Obligation • Adjustment Credit Percentage Chart 37 – Other Rights – New Tire D.O.T. Registration MEDIUM COMMERCIAL TRUCK Kumho Tire offers a wide selection of medium commercial tires for regional and local delivery trucks, long distance tankers and trailers, dump trucks, cement mixers and buses. Conventional and low profile designs and standard, deep, extra deep and shallow tread depths are available to match your exact application needs. KLD01 BRAND APPLICATION POSITION CODE K