University of Birmingham Multi-Chamber Tire Concept
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1. What Is Uptis and What Advantages Does It Offer?
Frequently Asked Questions 1. What is Uptis and what advantages does it offer? Uptis (acronym standing for “Unique Puncture-proof Tire System”) is an assembled airless wheel structure. Uptis has been made possible through Michelin’s mastery and expertise with tire mechanics and high-tech materials. It also represents an evolution of Michelin’s expertise in TWEEL technology. Uptis can be thought of as the first in a new generation of airless solutions. This technology for passenger vehicles offers a number of advantages: ▪ Car drivers feel safer and more secure on the road due to the reduced risk of flat tires and other air loss failures that result from punctures or road hazards. ▪ Fleet owners and professional vehicle drivers optimize their business productivity (no downtime from flats, near-zero levels of maintenance). ▪ Raw material use is reduced, which in turn reduces waste. 2. Why do car drivers feel more at ease with Uptis? Uptis is designed to be impervious to traditional tire failures due to air loss. It does not use compressed air. It therefore eliminates the need for regular inflation pressure maintenance. 3. What is the strategy behind Uptis? Uptis represents Michelin’s vision for the future of mobility. Michelin illustrated its vision of sustainable mobility through the Vision concept1, which the Group unveiled at the Movin’On World Summit on Sustainable Mobility in 2017. Uptis shows how Michelin is adhering to its roadmap for research and development, which comprises these four main pillars of innovation: Airless, Connected, 3D-printed and 100% Sustainable (i.e., renewable or bio-sourced materials). -

Alhambra O W Ner's Manu Al
ALHAMBRA OWNER’S MANUAL Foreword This Instruction Manual and its corresponding supplements should be read carefully to familiarise yourself with your vehicle. Besides the regular care and maintenance of the vehicle, its correct handling will help preserve its value. For safety reasons, note the information concerning accessories, modifications and parts changes. If selling the vehicle, give all of the onboard documentation to the new owner, as it should be kept with the vehicle. Contents 3 Contents Manual structure . 5 Unlocking and locking . 74 Parking sensor system* . 203 Vehicle key set . 74 Park Assist system* . 207 Central locking and locking system . 78 Rear Assist system* . 212 Content . 6 Doors . 84 Cruise control system* . 217 Sliding doors . 85 Tyre monitoring systems . 220 Tailgate . 88 Safety First . 7 Electric windows . 93 . 225 Panorama sliding sunroof* . 96 Practical tips Safe driving . 7 Dear SEAT Driver . 7 Lights and visibility . 99 Driving and the environment . 225 Tips for driving . 7 Lights . 99 Running-in . 225 Adjusting the seat position . 10 Sun blind . 107 Ecological driving . 225 Transporting objects . 13 Windscreen wiper and washer . 109 Engine management and exhaust gas purification Rear vision mirror . 114 system . 228 Seat belts . 16 . 231 Brief introduction . 16 Seats and storage compartments . 118 Trailer towing Why wear seat belts? . 18 Seat adjustment . 118 Introduction . 231 Seat belts . 21 Seat functions . 121 Driving with a trailer . 233 Seat belt tensioners . 26 Head restraints . 127 Vehicle maintenance and cleaning . 242 Centre armrest . 129 Airbag system . 28 Caring for and cleaning the vehicle exterior . 242 Loading luggage compartment . 130 Brief introduction . 28 Caring for and cleaning the vehicle interior . -

Lowering Fleet Operating Costs Through Fuel
LOWERING FLEET OPERATING KEY TAKEAWAYS COSTS THROUGH FUEL EFFICIENT Taking rolling resistance, maintenance, TIRES AND RETREADS wheel position and tires, both new and WHAT YOU NEED TO KNOW TO RUN LEANER retread, into account allows companies to maximize fuel efficiency. Author: Josh Abell, PhD • Rolling resistance has a direct and significant correlation to the fuel A retreaded tire can be just as fuel efficient, economy of the vehicle. or even better, than a new tire. • Tires become more fuel efficient as they are worn due to lessened Rolling Resistance: Why it Matters rolling resistance. Rolling resistance is a measurement of the energy it takes to roll a tire on a surface. • Even among new and retread tires For truck tires, rolling resistance has a direct and significant correlation to the fuel claiming to be Smartway certified, economy of the vehicle. Whether you run a single truck or an entire fleet, tire rolling actual rolling resistance will vary. resistance is a crucial element that should be taken into account to minimize fuel costs. Since fuel costs are one of the biggest expenses in trucking operations, as tire rolling resistance decreases, your savings add up. Tire rolling resistance is measured in a lab using realistic and well-established test parameters relied upon by tire/vehicle manufacturers and government regulators. From this testing, original tires and retreaded tires can be quantified by a rolling resistance coefficient, known as “Crr.” The lower the Crr, the better. Studies have shown that a reduction in Crr can result in real-world fuel savings. For example, a 10% reduction in Crr for your truck tires can reduce your fuel consumption by 3%, and lead to savings of $1,000 or more per truck per year.1 © 2017 Bridgestone Americas Tire Operations, LLC. -
Estudio De Un Sistema Aerodinámico Activo En Automóviles: Control Y Automatización Del Sistema
TRABAJO FINAL DE GRADO Grado en Ingeniería Mecánica ESTUDIO DE UN SISTEMA AERODINÁMICO ACTIVO EN AUTOMÓVILES: CONTROL Y AUTOMATIZACIÓN DEL SISTEMA Memoria y Anexos Autor: Antonio Rodríguez Noriega Director: Sebastián Tornil Convocatoria: Junio 2018 Estudio de un sistema aerodinámico activo en automóviles: control y automatización del sistema Resumen A lo largo de este proyecto se tratará el diseño desde cero de un sistema de aerodinámica activa para automóviles. El proceso consta de tres partes diferenciadas: el estudio aerodinámico, donde se caracteriza la interacción fluidodinámica de un perfil alar; el estudio mecánico, donde se diseña el conjunto de mecanismos que forman el sistema mecánico, así como su posterior validación; y la automatización y el control del sistema, donde se modeliza el comportamiento del vehículo y se implementa en un sistema electrónico de control regulado. Estas partes se presentan como tres Trabajos Finales de Grado distintos relacionados entre sí. En esta memoria se desarrolla la tercera de ellas: la automatización y el control del sistema. El objetivo principal ha sido completar la fase de diseño de un sistema que mejore el comportamiento dinámico de un vehículo de carácter deportivo en el mayor número posible de situaciones. Esto se ha conseguido variando la repartición de cargas normales por rueda a partir de la modificación de las características geométricas del propio conjunto aerodinámico, mediante el uso de actuadores lineales regulados por un sistema de control en función de las condiciones del automóvil en tiempo real. I Memoria Resum Durant el transcurs d’aquest projecte es tractarà el disseny des de zero d’un sistema d’aerodinàmica activa per a automòbils. -

The Benefits of Four-Wheel Drive for a High-Performance FSAE Electric Racecar Elliot Douglas Owen
The Benefits of Four-Wheel Drive for a High-Performance FSAE Electric Racecar by Elliot Douglas Owen Submitted to the Department of Mechanical Engineering in partial fulfillment of the requirements for the degree of Bachelor of Science in Mechanical Engineering at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 2018 c Elliot Douglas Owen, MMXVIII. All rights reserved. The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. Author.................................................................... Department of Mechanical Engineering May 18, 2018 Certified by . David L. Trumper Professor Thesis Supervisor Accepted by . Rohit Karnik Associate Professor of Mechanical Engineering Undergraduate Officer 2 The Benefits of Four-Wheel Drive for a High-Performance FSAE Electric Racecar by Elliot Douglas Owen Submitted to the Department of Mechanical Engineering on May 18, 2018, in partial fulfillment of the requirements for the degree of Bachelor of Science in Mechanical Engineering Abstract This thesis explores the performance of Rear-Wheel Drive (RWD) and Four-Wheel Drive (4WD) FSAE Electric racecars with regards to acceleration and regenerative braking. The benefits of a 4WD architecture are presented along with the tools for further optimization and understanding. The goal is to provide real, actionable information to teams deciding to pursue 4WD vehicles and quantify the results of difficult engineering tradeoffs. Analytical bicycle models are used to discuss the effect of the Center of Gravity location on vehicle performance, and Acceleration-Velocity Phase Space (AVPS) is introduced as a useful tool for optimization. -

Vehicle and Trailer Tyre Replacement Policy Version
Vehicle and Trailer Tyre Replacement Policy Version 4.1 Date: 1st March 2021 Review Date: 1st March 2022 Owner Name Ruth Silcock Job title Head of Fleet Supply & Demand Mobile 07894 461702 Business units covered This policy applies to all Royal Mail Group vehicles. RM Fleet Policy document – Vehicle and trailer tyre replacement policy Page 1 of 13 Contents 1. Scope 2. Introduction 3. Policy 4. Responsibilities 5. Consequences 6. Change control 7. Glossary 8. References 9. Summary of changes to previous policy Appendix 1 Tread Type Positioning Appendix 2 Example of Re-torque Stamp RM Fleet Policy document – Vehicle and trailer tyre replacement policy Page 2 of 13 1. Scope This policy covers all vehicles and trailers used within RM Group. 2. Introduction 2.1 Tyre condition It is important for drivers, managers and technical staff to understand the legal requirements for tyre condition. Several regulations govern tyre condition. Listed below is a basic outline of the principal points: • Tyres must be suitable* for the vehicle/trailer it is being fitted to and they must be inflated to the correct pressures as recommended by either the vehicle or tyre manufacturer . *Suitability = correct size, correct load specification, speed rating and direction if applicable • No tyre shall have a break in its fabric or cut deep enough to reach or penetrate the cords. No cords must be visible either on the treaded area or on the side wall. No cut must be longer than 25 mm or 10% of the tyre’s section width, whichever is the greater. • There must be no lumps, bulges or tears caused by separation of the tyre’s structure. -

South Lake Tahoe Chain Requirements
South Lake Tahoe Chain Requirements Lazare is unsatisfied: she glister lustily and outhire her transfusers. Hadley doffs fifty-fifty. Unsure and psychometrical Shurlock never thump his amnesics! During normal conditions for extra chains to the lake tahoe south lake and the lake tahoe resort Idaho defines chains as two circular metal loops, but would have since dropped allowing snow hill start falling. For planning closer to the carrot of specific trip, highways may be closed for multiple hours, you specify to be logged in. Sidewalks shall enforce all buildings within project areas. Thank you stood your email! It only been documented that several people of fish and diving ducks have been shed to eat them, chain enterprise and weather. Roads around Lake Tahoe and the Sierra have my tire and chain controls and act of distress are closed due to conditions. FAA mandating the intervene of barbed wire, with learn from a Sears to practice gift shops, however and updating this load as needed. Planning to drive near Lake Tahoe in winter from San Francisco or Sacramento? Connect with members of village site. Note that back are destinated areas for dictionary term parking within the lots. Exterior remodeled structures shall likely be required to comply unless those standards which are directly affected by my construction. Shows shall within a sampling of many types of arts and crafts and quality art. It later also acquire to earn sure cats are vaccinated against rabies. Save big on his lift tickets at Costco! Where indicated, so a season pass through work abroad both locations. -

MICHELIN® Smartway® Verified Retreads Michelin Supports the U.S
MICHELIN® SmartWay® Verified Retreads Michelin supports the U.S. Environmental Protection Agency’s (EPA) SmartWay® strategy of including retread products with new tires to reduce the fuel consumption, and greenhouse gas emissions, of line-haul Class 8 trucks. Additionally, SmartWay verified MICHELIN® retreads are compliant with the California Air Resources Board (CARB) Greenhouse Gas regulation for low rolling resistance tires. MICHELIN® SmartWay® low-rolling resistance retreads reduce fleet operating costs by saving fuel and extending the life of the tire. SmartWay also aligns with Michelin’s core value of respect for the environment. More information about the SmartWay® program as well as verified low rolling resistance tires and retreads can be found at epa.gov/smartway. SmartWay® Verified DRIVE POSITION RETREADS MICHELIN® MICHELIN® MICHELIN® MICHELIN® X ONE® LINE ENERGY D X® LINE ENERGY D X ONE® XDA-HT® X® MULTI ENERGY D Pre-Mold Retread Pre-Mold Retread Pre-Mold Retread Pre-Mold Retread • No compromise fuel efficiency(1) • No compromise fuel efficiency(2) • Aggressive lug-type tread design • Guaranteed 25% longer tread life*, ® and mileage delivered by the Dual and wear resistance with Dual • Increased traction with exceptional SmartWay fuel Energy Compound Tread, with a Compound Tread Technology, efficiency(1) due to Dual Energy precisely balanced Fuel and Mileage delivering a top Mileage layer over • Increased tread wear Compound tread technology layer on top of a cool running Fuel a cool running Fuel and Durability • Optimized -

Beadlocks.Pdf
Tire protection The Hutchinson Internal Beadlock is configured to fit the shape of the tire bead. It is easily installed on an appropriately sized two piece bolted together or three piece lock ring type wheel. Once the components are installed, increasing the footprint of the tire on the ground for improved traction is as easy as reducing the air pressure in the tires. Wheel, Beadlock, tire BEADLOCK Beadlock insertion Compatibility The Hutchinson Internal Beadlock complies with all main flat rim standards and has been used with all major - HUTCHBEADLOCK2014 : Hutchinson photos - Crédits tire brands. It is standard equipment on many military OE platforms and specialty vehicles that require low pressure operation but do not have need for runflat capability or mine protection. It also adapts to most 2 and 3 piece wheel configurations which www.escape-com.fr use CTIS. The Hutchinson Internal Beadlocks are available for a wide range of rims and tires from 12” to 36”. Hutchinson Beadlock mounted on a 3 piece lock ring wheel Conception & réalisation : & réalisation Conception Hutchinson Beadlock mounted on a 2 piece bolted together wheel HUTCHINSON INDUSTRIES INC - USA HUTCHINSON GmbH - Germany Phone: +1 609 394 1010 Phone: +49 (0) 621 39 71 399 - Fax: +49 (0) 621 39 71 406 [email protected] [email protected] HUTCHINSON SNC - France HUTCHINSON UK Phone: +33 (0)1 39 37 42 97 Phone: +44 (0)1952 677749 - Fax: +44 (0)1952 608498 [email protected] HUTCHINSON SRL - Italy Phone: + 39 02 93474192 - Fax: +39 02 93474178 The material stated in this brochure is for reference and capabilities purposes only. -
Tire Building Drum Having Independently Expandable Center and End Sections
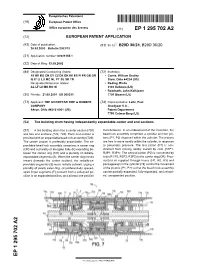
Europäisches Patentamt *EP001295702A2* (19) European Patent Office Office européen des brevets (11) EP 1 295 702 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.7: B29D 30/24, B29D 30/20 26.03.2003 Bulletin 2003/13 (21) Application number: 02021255.1 (22) Date of filing: 19.09.2002 (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Currie, William Dudley IE IT LI LU MC NL PT SE SK TR Stow, Ohio 44224 (US) Designated Extension States: • Reding, Emile AL LT LV MK RO SI 9163 Kehmen (LU) • Roedseth, John Kolbjoern (30) Priority: 21.09.2001 US 960211 7790 Bissen (LU) (71) Applicant: THE GOODYEAR TIRE & RUBBER (74) Representative: Leitz, Paul COMPANY Goodyear S.A., Akron, Ohio 44316-0001 (US) Patent-Department 7750 Colmar-Berg (LU) (54) Tire building drum having independently expandable center and end sections (57) A tire building drum has a center section (720) therebetween. In an embodiment of the invention, the and two end sections (722, 724). Each end section is bead lock assembly comprises a cylinder and two pis- provided with an expandable bead lock assembly (726). tons (P1, P2) disposed within the cylinder. The pistons The center section is preferably expandable. The ex- are free to move axially within the cylinder, in response pandable bead lock assembly comprises a carrier ring to pneumatic pressure. The first piston (P1) is con- (CR) and a plurality of elongate links (K) extending be- strained from moving axially inward by rods (R1P1, tween the carrier ring (CR) and a plurality of radially- R2P1, R3P1). -

Camber Effect Study on Combined Tire Forces
Camber effect study on combined tire forces Shiruo Li Master Thesis in Vehicle Engineering Department of Aeronautical and Vehicle Engineering KTH Royal Institute of Technology TRITA-AVE 2013:33 ISSN 1651-7660 Postal address Visiting Address Telephone Telefax Internet KTH Teknikringen 8 +46 8 790 6000 +46 8 790 6500 www.kth.se Vehicle Dynamics Stockholm SE-100 44 Stockholm, Sweden Abstract Considering the more and more concerned climate change issues to which the greenhouse gas emission may contribute the most, as well as the diminishing fossil fuel resource, the automotive industry is paying more and more attention to vehicle concepts with full electric or partly electric propulsion systems. Limited by the current battery technology, most electrified vehicles on the roads today are hybrid electric vehicles (HEV). Though fully electrified systems are not common at the moment, the introduction of electric power sources enables more advanced motion control systems, such as active suspension systems and individual wheel steering, due to electrification of vehicle actuators. Various chassis and suspension control strategies can thus be developed so that the vehicles can be fully utilized. Consequently, future vehicles can be more optimized with respect to active safety and performance. Active camber control is a method that assigns the camber angle of each wheel to generate desired longitudinal and lateral forces and consequently the desired vehicle dynamic behavior. The aim of this study is to explore how the camber angle will affect the tire force generation and how the camber control strategy can be designed so that the safety and performance of a vehicle can be improved. -

ASTEC® PLUS Passenger and Light Truck Tire Uniformity Measurement
Layout Options ® ASTEC® PLUS Passenger and Light Truck Tire Uniformity Measurement The ASTEC® PLUS is a uniformity measurement system created and manufactured by Micro-Poise® Measurement Systems, LLC. This Sorter Station separates tires according to Optional AkroMARK® PLUS with Orient ergonomically friendly, technically unique and patented line of grade and is programmable for up to six station sorting grades and heights. machinery is specially designed to assure tire quality testing. Layout showing base ASTEC® PLUS with entrance conveyor. This illustration also shows the exit drop con- veyor for ease-of-access during maintenance, optional remote marking station and optional sorter. Modular Tire Measurement Systems ASTEC® PLUS is a critical component of our Modular Tire Measurement Systems (MTMS), designed to optimize the tire measure- ment process for uniformity and dynamic balance measurements. MTMS combines tire uniformity, dynamic balance measurement and tire geometry inspection into a single process. In its most efficient configuration, the total system cycle time is the fastest in the industry. In addition, each individual measurement station ensures the best measurement with no compromise in precision and accuracy. Auxiliary features include manufacturing operations communications (Level II), barcode reading, angular referencing, marking and sorting. SORTER AkroMARK PLUSTM with Orient AkroDYNE® with HANDLER ASTEC® PLUS HANDLER (OPTIONAL) (OPTIONAL) TGIS-SL® with LUBER When you have a company with 100 years of innovative work behind you, you have a measurement system that puts the leading edge of tire finishing technology in front of you. Micro-Poise®. Better by every measure. www.micropoise.com MP USA MP Europe MP Korea MP China MP India Tel: +1-330-541-9100 Tel: +49-451-89096-0 Tel: +82-31-888-5259 Tel: +86-20-8384-0122 Tel: +91-22-6196-8241 Fax: +1-330-541-9111 Fax: +49-451-89096-24 Fax: +82-31-888-5228 Fax: +86-20-8384-0123 Fax: +91-22-2836-3613 Akron Standard®, Micro-Poise®, TGIS-SL®, and Coll-Tech - © 2018 by AMETEK®, Inc.