Paper Packaging
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -

CHAPTER 47 PULP of WOOD OR of OTHER FIBROUS CELLULOSIC MATERIAL; WASTE and SCRAP of PAPER OR PAPERBOARD X 47-1 Note L
)&f1y3X CHAPTER 47 PULP OF WOOD OR OF OTHER FIBROUS CELLULOSIC MATERIAL; WASTE AND SCRAP OF PAPER OR PAPERBOARD X 47-1 Note l. For the purposes of heading 4702, the expression "chemical wood pulp, dissolving grades" means chemical woodpulp having by weight an insoluble fraction of 92 percent or more for soda or sulfate woodpulp or of 88 percent or more for sulfite woodpulp after one hour in a caustic soda solution containing 18 percent sodium hydroxide (NaOH) at 20oC, and for sulfite woodpulp an ash content that does not exceed 0.15 percent by weight. )&f2y3X X 47-2 4701.00.00 00 4 Mechanical woodpulp................................ t....... Free Free 4702.00.00 Chemical woodpulp, dissolving grades............... ........ Free Free 20 9 Sulfite....................................... t 40 5 Sulfate or soda............................... t 4703 Chemical woodpulp, soda or sulfate, other than dissolving grades: Unbleached: 4703.11.00 00 9 Coniferous............................... t....... Free Free 4703.19.00 00 1 Nonconiferous............................ t....... Free Free Semibleached or bleached: 4703.21.00 Coniferous............................... ........ Free Free 20 3 Semibleached........................ t 40 9 Bleached............................ t 4703.29.00 Nonconiferous............................ ........ Free Free 20 5 Semibleached........................ t 40 1 Bleached............................ t 4704 Chemical woodpulp, sulfite, other than dissolving grades: Unbleached: 4704.11.00 00 8 Coniferous............................... t....... Free Free 4704.19.00 00 0 Nonconiferous............................ t....... Free Free Semibleached or bleached: 4704.21.00 00 6 Coniferous............................... t....... Free Free 4704.29.00 00 8 Nonconiferous............................ t....... Free Free 4705.00.00 00 0 Semichemical woodpulp.............................. t....... Free Free 4706 Pulps of other fibrous cellulosic material: 4706.10.00 00 7 Cotton linters pulp.......................... -

FAQ About Recycling Cartons
FREQUENTLY ASKED QUESTIONS ABOUT CARTONS WHAT IS A CARTON? » Cartons are a type of packaging for food and beverage products you can purchase at the store. They are easy to recognize and are available in two types—shelf-stable and refrigerated. Shelf-stable cartons (types of products) Refrigerated (types of products) » Juice » Milk » Milk » Juice » Soy Milk » Cream » Soup and broth » Egg substitutes » Wine You will find these You will find these products in the chilled products on the shelves sections of grocery stores. in grocery stores. WHAT ARE CARTONS MADE FROM? » Cartons are mainly made from paper in the form of paperboard, as well as thin layers of polyethylene (plastic) and/or aluminum. Shelf-stable cartons contain on average 74% paper, 22% polyethylene and 4% aluminum. Refrigerated cartons contain about 80% paper and 20% polyethylene. ARE CARTONS RECYCLABLE? » Yes! Cartons are recyclable. In fact, the paper fiber contained in cartons is extremely valuable and useful to make new products. WHERE CAN I RECYCLE CARTONS? » To learn if your community accepts cartons for recycling, please visit RecycleCartons.com or check with your local recycling program. HOW DO I RECYCLE CARTONS? » Simply place the cartons in your recycle bin. If your recycling program collects materials as “single- stream,” you may place your cartons in your bin with all the other recyclables. If your recycling program collects materials as “dual-stream” (paper items together and plastic, metal and glass together), please place cartons with your plastic, metal and glass containers. WAIT, YOU JUST SAID CARTONS ARE MADE MAINLY FROM PAPER. Don’t I WANT TO PUT THEM WITH OTHER PAPER RECYCLABLES? » Good question. -

Supply Chain
COMPANY OVERVIEW 2015 MAKING PRODUCTS PEOPLE DEPEND ON EVERY DAY PERFORMANCE PEOPLE PLANET International Paper is a global leader in packaging, paper, and pulp. We use renewable resources responsibly to make recyclable products that people depend on every day. We are unified around shared commitments to strengthen our people and communities, provide solutions for our customers, and ensure the sustainability of our company and our planet. Our fiber sourcing policies promote healthy and productive forests for generations to come In 2015, 93% of our facilities operated without a serious injury $15.5 million donated to address critical community needs and improve MAKING our planet PRODUCTS PEOPLE DEPEND ON CONTENTS EVERY DAY 2 2015 Highlights 3 CEO Comments 4 Businesses 6 Performance 12 People $22.4 billion 20 Planet net sales in 2015 28 Awards & Recognitions 29 Vision 2020 Goals International Paper Company Overview 2015 2 65% 13% 22% REVENUE Industrial Consumer Paper 2015 GLOBAL HIGHLIGHTS Packaging Packaging and Pulp We use renewable resources responsibly to make recyclable products people depend on every day. BY BUSINESS $2.6 billion net sales Manufacturing operations in 24 countries EMEA*/ Russia North Asia ** America $1.3 billion net sales Global 55,000 India $17.2 billion Headquarters: employees globally net sales Memphis, Tenn. $0.2 billion Latin net sales America 44,000 $1.1 billion volunteer hours net sales *Europe, Middle East, Africa worked by employees **Includes the net sales of the International Paper Sun joint venture through -
What Notto Recycle Curbside
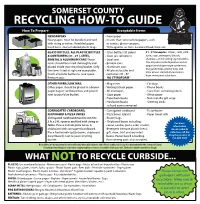
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking WHITE PAPER
4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking WHITE PAPER 4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking Introduction Virtually ubiquitous as the standard for secondary Instead, most shippers attempt to analyze their outbound packaging of products around the world, boxes made of order fulfillment data and stock keeping unit (SKU) profiles corrugated fiberboard are anything but standard when it to determine the carton dimension(s) their shipments comes to the variety of styles and sizes. Although regular most commonly require. Depending on this information, slotted containers (RSCs) are the most commonly used style operations may elect to maintain a pre-printed box of box, they are offered in more than 1,300 different sizes. inventory anywhere from five to 50 (or more) different carton sizes. That broad range of available sizes makes it possible for shippers to most closely match the internal box dimensions Offered as a more cost-effective alternative to stocking to the size of its contents. For financial reasons particularly pre-printed corrugated boxes, direct carton marking with the recent movement of parcel shippers from weight- employs high-resolution inkjet printers to imprint text, based to dimension and weight (DIM Weight) charges it graphics and barcodes directly onto each box as needed. makes the most sense to package items for shipment in This white paper explains how direct carton marking a box sized to minimize empty space inside the carton. technology works and outlines the four ways a shipper can Otherwise, to protect the product(s) inside from shock, reduce costs by replacing pre-printed boxes with direct vibration, compression or other factors, the empty space carton marking. -

Different Perspectives for Assigning Weights to Determinants of Health
COUNTY HEALTH RANKINGS WORKING PAPER DIFFERENT PERSPECTIVES FOR ASSIGNING WEIGHTS TO DETERMINANTS OF HEALTH Bridget C. Booske Jessica K. Athens David A. Kindig Hyojun Park Patrick L. Remington FEBRUARY 2010 Table of Contents Summary .............................................................................................................................................................. 1 Historical Perspective ........................................................................................................................................ 2 Review of the Literature ................................................................................................................................... 4 Weighting Schemes Used by Other Rankings ............................................................................................... 5 Analytic Approach ............................................................................................................................................. 6 Pragmatic Approach .......................................................................................................................................... 8 References ........................................................................................................................................................... 9 Appendix 1: Weighting in Other Rankings .................................................................................................. 11 Appendix 2: Analysis of 2010 County Health Rankings Dataset ............................................................ -
Nature's Recyclers Activity Guide
NATURE’S RECYCLERS ACTIVITY GUIDE WA-1425 To Naturalists/Interpreters: CONTENTS Many of us don’t realize that while we are rinsing cans and OUTDOOR ACTIVITIES 3 stomping milk jugs for recycling, other creatures are also busy Trash Hunt 3 recycling Lichens, mushrooms, sow bugs, earthworms and Litter — It’s Everywhere 4 beetles spend their whole lives recycling for nature Nature’s Dead Tree & Rotting Log Study 5 recyclers are responsible for turning dead plants and animals Mushroom Adventure 8 back into usable nutrients for other plants and animals Likewise, Where Do Things Come From? 9 humans are responsible for turning trash back into reusable materials INDOOR ACTIVITIES 12 Recycling For the Birds 12 Parks and outdoor recreation areas are great locations for Recycling Games 14 demonstrating the importance of recycling The natural setting has visual examples of cycles, recyclers and natural resources LONGER PROJECTS 17 You can use these examples to make connections between for Classroom, Home, or natural and human recycling, and between recycling and Residential Camp preservation of natural resources People coming to parks and Make Your Own Paper 17 nature centers to relax and enjoy the outdoors are generally Earthworm Castles 18 receptive to recycling hints and ideas that will help save the Microbe Garden 20 natural resources they love Mini-Composts 21 Natural Dyes 23 This activity guide book will help you teach about natural recycling, cycles in nature, and the important role people play IDEAS FOR EXHIBITS 24 in recycling The activities -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -

Sanidate ® 12.0
UNITED STATES ENVIRONMENTAL PROTECTION AGENCY WASHINGTON, DC 20460 OFFICE OF CHEMICAL SAFETY AND POLLUTION PREVENTION February 2, 2017 Donna Bishel Director of Regulatory Affairs BioSafe Systems, LLC 22 Meadow Street East Hartford, CT 06108 Subject: Notification per PRN 98-10 – Formating Revisions Product Name: SaniDate 12.0 EPA Registration Number: 70299-18 Application Date: January 3, 2017 Decision Number: 524894 Dear Ms. Bishel: The Agency is in receipt of your Application for Pesticide Notification under Pesticide Registration Notice (PRN) 98-10 for the above referenced product. The Antimicrobials Division (AD) has conducted a review of this request for its applicability under PRN 98-10 and finds that the action requested falls within the scope of PRN 98-10. The label submitted with the application has been stamped “Notification” and will be placed in our records. Should you wish to add/retain a reference to the company’s website on your label, then please be aware that the website becomes labeling under the Federal Insecticide Fungicide and Rodenticide Act and is subject to review by the Agency. If the website is false or misleading, the product would be misbranded and unlawful to sell or distribute under FIFRA section 12(a)(1)(E). 40 CFR 156.10(a)(5) list examples of statements EPA may consider false or misleading. In addition, regardless of whether a website is referenced on your product’s label, claims made on the website may not substantially differ from those claims approved through the registration process. Therefore, should the Agency find or if it is brought to our attention that a website contains false or misleading statements or claims substantially differing from the EPA approved registration, the website will be referred to the EPA’s Office of Enforcement and Compliance. -

Q2 2021 Presentation 16 July 2021
Q2 2021 presentation 16 July 2021 Follow us on LinkedIn www.norskeskog.com Sustainable and innovative industry ENTERING Biochemicals 1,000 tonnes of 500 tonnes of 300 tonnes of ▪ Leading publication paper producer with five & materials biochemicals capacity1 CEBINA capacity CEBICO capacity (pilot) industrial sites globally Q1 2023 Q4 2021 ▪ Ongoing transition into higher growth and ENTERING higher value markets Renewable Interliner 760k tonnes of ~200k tonnes of ▪ Becoming a leading independent European packaging containerboard capacity Interliner capacity recycled containerboard company in 2023 Q4 2022 ▪ Packaging market growth and margin EXPANDING outlook strengthened since announcement Waste-to- Green bio- Sustainable energy plant mass energy ▪ High return waste-to-energy project +400 GWh of waste- ~425 GWh of wood ~28 GWh of biogas ~1,000 GWh of biomass energy based energy capacity pellets capacity energy capacity energy capacity2 improving green energy mix in Q2 2022 Q2 2022 ▪ Promising biochemicals and materials projects spearheaded by Circa PRESENT ▪ Industrial sites portfolio provide foundation for Publication 1,400k tonnes of 400k tonnes of 360k tonnes of further industrial development paper Newsprint capacity LWC capacity SC capacity Under construction Date Estimated start-up date 2 1) Norske Skog is the largest shareholder with ~26% ownership position in Circa; 2) Installed capacity for biofuel and waste from recycled paper of 230 MW Second quarter in brief Final investment decision made for Golbey conversion to containerboard -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies).