Roundtable Meeting with Stakeholders Reducing the Environmental Impact of Semiconductor Production Equipment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fujitsu to Split Off HDD Business in Reorganization
Fujitsu Limited Fujitsu to Split Off HDD Business in Reorganization Tokyo, May 21, 2009 – Fujitsu Limited (“Fujitsu”) today announced that it will split off its hard disk drive business (“HDD business”) and merge the business into its wholly owned subsidiary, Toshiba Storage Device Corporation (“Toshiba Storage Device”), through a simple absorption-type separation, on July 1, 2009. In a transaction scheduled for July 1, 2009, Fujitsu will then sell 80.1 percent of its shares of Toshiba Storage Device to Toshiba Corporation (“Toshiba”). By the end of December 2010, Fujitsu plans to sell its remaining 19.9 percent to Toshiba, at which point Toshiba Storage Device will become a wholly owned subsidiary of Toshiba. 1. Objectives of the Corporate Split On April 30, 2009, Fujitsu Limited signed a definitive agreement with Toshiba to transfer ownership of its HDD business. This corporate split is part of the implementation of the ownership transfer. 2. Outline of the Corporate Split (1) Schedule May 21, 2009 Signing of corporate split contract July 1, 2009 (scheduled) Effective date of corporate split This corporate split, pursuant to Article 784 (3) of the Corporate Law, will be executed without the requirement of the approval of a General Meeting of the Shareholders as stipulated under Article 783 (1) of the Corporate Law (Simple Absorption-type Separations). (2) Method Fujitsu will be the transferor company and Toshiba Storage Device will be the successor company (Simple Separation). (3) Decrease in Capital or Other, Resulting from the Corporate Split There will be no decrease in capital or other, resulting from the corporate split. -

The Wizard of Invention and the Warrior of Innovation
VISIONS INNOVATORS AND INNOVATIONS 02 2006 THE WIZARD OF INVENTION AND THE WARRIOR OF INNOVATION A HISTORY OF TECHNOLOGY LEADERSHIP Toshiba has a proud tradition of achievement. In almost 130 In 1890, Hakunetsusha & Co., Ltd. was established by the years of operation, the company has recorded numerous firsts entrepreneur Ichisuke Fujioka as Japan’s first plant for electric and made many valuable contributions to technology and society. incandescent lamps. Subsequent diversification saw the compa- It is currently the world’s 9th largest integrated manufacturer of ny evolve as a manufacturer of consumer products. In 1899, the electric and electronic equipment, has some 161,000 employees company was renamed Tokyo Denki (Tokyo Electric Co.). worldwide, and enjoys consolidated annual sales of over US$53 billion. In 1939, these two companies, leaders in their respective fields, merged to form an integrated electric equipment manufacturer, Not surprisingly, Toshiba’s role as a leading innovator and Tokyo Shibaura Denki (Tokyo Shibaura Electric Co., Ltd.). The inventor of technology goes back to its earliest founders in the company was soon well known as ‘Toshiba’. 19th century. In 1875, Tanaka Seizo-sho (Tanaka Engineering Works), Japan’s first manufacturer of telegraphic equipment, was Today, Toshiba’s total commitment to people and to the future, its established. Its founder, Hisashige Tanaka, was well known from determination to help create a higher quality of life for all peo- his youth for inventions that included mechanical dolls and a ple, and its undaunted efforts to help ensure that technological perpetual clock. Under the name Shibaura Seisaku-sho (Shibaura progress continues within the world community finds its origins in Engineering Works), his company became one of Japan’s largest the life stories of Hisashige Tanaka and Ichisuke Fujioka. -

2020 Integrated Report
Integrated Report 2020 Year ended March 31, 2020 Basic Commitment of the Toshiba Group Committed to People, Committed to the Future. At Toshiba, we commit to raising the quality of life for people around The Essence of Toshiba the world, ensuring progress that is in harmony with our planet. Our Purpose The Essence of Toshiba is the basis for the We are Toshiba. We have an unwavering drive to make and do things that lead to a better world. sustainable growth of the Toshiba Group and A planet that’s safer and cleaner. the foundation of all corporate activities. A society that’s both sustainable and dynamic. A life as comfortable as it is exciting That’s the future we believe in. We see its possibilities, and work every day to deliver answers that will bring on a brilliant new day. By combining the power of invention with our expertise and desire for a better world, we imagine things that have never been – and make them a reality. That is our potential. Working together, we inspire a belief in each other and our customers that no challenge is too great, and there’s no promise we can’t fulfill. We turn on the promise of a new day. Our Values Do the right thing We act with integrity, honesty and The Essence of Toshiba comprises three openness, doing what’s right— not what’s easy. elements: Basic Commitment of the Toshiba Group, Our Purpose, and Our Values. Look for a better way We continually s trive to f ind new and better ways, embracing change With Toshiba’s Basic Commitment kept close to as a means for progress. -

CORPORATE DIRECTORY (As of June 28, 2000)
CORPORATE DIRECTORY (as of June 28, 2000) JAPAN TOKYO ELECTRON KYUSHU LIMITED TOKYO ELECTRON FE LIMITED Saga Plant 30-7 Sumiyoshi-cho 2-chome TOKYO ELECTRON LIMITED 1375-41 Nishi-Shinmachi Fuchu City, Tokyo 183-8705 World Headquarters Tosu City, Saga 841-0074 Tel: 042-333-8411 TBS Broadcast Center Tel: 0942-81-1800 District Offices 3-6 Akasaka 5-chome, Minato-ku, Tokyo 107-8481 Kumamoto Plant Osaka, Kumamoto, Iwate, Tsuruoka, Sendai, Tel: 03-5561-7000 2655 Tsukure, Kikuyo-machi Aizuwakamatsu, Takasaki, Mito, Nirasaki, Toyama, Fax: 03-5561-7400 Kikuchi-gun, Kumamoto 869-1197 Kuwana, Fukuyama, Higashi-Hiroshima, Saijo, Oita, URL: http://www.tel.co.jp/tel-e/ Tel: 096-292-3111 Nagasaki, Kikuyo, Kagoshima Regional Offices Ozu Plant Fuchu Technology Center, Osaka Branch Office, 272-4 Takaono, Ozu-machi TOKYO ELECTRON DEVICE LIMITED Kyushu Branch Office, Tohoku Regional Office, Kikuchi-gun, Kumamoto 869-1232 1 Higashikata-cho, Tsuzuki-ku Yamanashi Regional Office, Central Research Tel: 096-292-1600 Yokohama City, Kanagawa 224-0045 Laboratory/Process Technology Center Koshi Plant Tel: 045-474-7000 Sales Offices 1-1 Fukuhara, Koshi-machi Sales Offices Sendai, Nagoya Kikuchi-gun, Kumamoto 861-1116 Utsunomiya, Mito, Kumagaya, Kanda, Tachikawa, Tel: 096-349-5500 Yamanashi, Matsumoto, Nagoya, Osaka, Fukuoka TOKYO ELECTRON TOHOKU LIMITED Tohoku Plant TOKYO ELECTRON MIYAGI LIMITED TOKYO ELECTRON LEASING CO., LTD. 52 Matsunagane, Iwayado 1-1 Nekohazama, Nemawari, Matsushima-machi 30-7 Sumiyoshi-cho 2-chome Esashi City, Iwate 023-1101 Miyagi-gun, Miyagi -

INVESTORS GUIDE 2019 Osaka Office to Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office
TOKYO ELECTRON DEVICE LIMITED Securities code: 2760 Business Locations (As of July 1, 2019) Business Location Domestic Subsidiary Omiya Sales Office Matsumoto Sales Office Sendai Sales Office Tsukuba Sales Office Iwaki Sales Office Nagoya Sales Office Mito Sales Office Kyoto Sales Office INVESTORS GUIDE 2019 Osaka Office To Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office Engineering Center Headquarters (Yokohama) FAST CORPORATION (Yamato-city, Kanagawa prefecture) TOKYO ELECTRON DEVICE Mishima Sales Office NAGASAKI LTD. Hamamatsu Sales Office (Isahaya-city, Nagasaki prefecture) Business/Marketing location Overseas Design and development location Dalian Yokohama Ottawa Seoul Silicon Valley Shanghai Taipei Shenzhen Bangkok Wuxi Hong Kong Singapore Philippines Note on forward-looking statements This Investors Guide was prepared on July 1, 2019. Forward looking statements, including business strategies and business forecasts, were made by the Company’s management, based on information available at that time, and may be revised due to changes in the business environment. Therefore, please be advised that the Company cannot guarantee the accuracy or the reliability of the statements. For the latest information, please refer to our information releases or our website. Note also that product and service names remain the trademarks of their respective owners. Corporate Communications Dept. https://www.teldevice.co.jp World Headquarters Yokohama East Square, 1-4 Kinko-cho, Kanagawa-ku,Yokohama -

ISSM2020 –International Symposium on Semiconductor Manufacturing SPONSORSHIP December 15-16, 2020, Tokyo, Japan
ISSM2020 –International Symposium on Semiconductor Manufacturing SPONSORSHIP December 15-16, 2020, Tokyo, Japan Shozo Saito Chairman, ISSM2020 Organizing Committee Device & System Platform Development Center Co., Ltd. Shuichi Inoue, ATONARP INC. It is our great pleasure to announce that The 28th annual International Symposium on Semiconductor Manufacturing (ISSM) 2020 will be held on December 15-16, 2020 at KFC Hall, Ryogoku, Tokyo in cooperation with e-Manufacturing & Design Collaboration Symposium (eMDC) which is sponsored by TSIA with support from SEMI and GSA. The program will feature keynote speeches by world leading speakers, timely and highlighted topics and networking sessions focusing on equipment/materials/software/services with suppliers' exhibits. ISSM continues to contribute to the growth of the semiconductor industry through its infrastructure for networking, discussion, and information sharing among the world's professionals. We would like you to cooperate with us by supporting the ISSM 2020. Please see the benefit of ISSM2020 sponsorship. Conference Overview Date: December 15-16, 2020 Location: KFC (Kokusai Fashion Center) Hall 1-6-1 Yokoami Sumidaku, Tokyo 130-0015 Japan +81-3-5610-5810 Co-Sponsored by: IEEE Electron Devices Society Minimal Fab Semiconductor Equipment Association of Japan (SEAJ) Semiconductor Equipment and Materials International (SEMI) Taiwan Semiconductor Industry Association (TSIA) Endorsement by: The Japan Society of Applied Physics Area of Interest: Fab Management Factory Design & Automated Material -
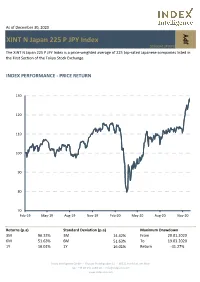
XINT N Japan 225 P JPY Index
As of December 30, 2020 XINT N Japan 225 P JPY Index JPY DE000A13PWP8 The XINT N Japan 225 P JPY Index is a price-weighted average of 225 top-rated Japanese companies listed in the First Section of the Tokyo Stock Exchange. INDEX PERFORMANCE - PRICE RETURN 130 120 110 100 90 80 70 Feb-19 May-19 Aug-19 Nov-19 Feb-20 May-20 Aug-20 Nov-20 Returns (p.a) Standard Deviation (p.a) Maximum Drawdown 3M 96.33% 3M 14.42% From 20.01.2020 6M 51.63% 6M 51.63% To 19.03.2020 1Y 16.01% 1Y 16.01% Return -31.27% Index Intelligence GmbH - Grosser Hirschgraben 15 - 60311 Frankfurt am Main Tel.: +49 69 247 5583 50 - [email protected] www.index-int.com Top 10 Constituents FFMV (JPYm) Weight % Industry Sector Fast Retailing Co Ltd 5 12.13 Retail SoftBank Group Corp 2 6.34 Telecommunications Tokyo Electron Ltd 2 5.04 Technology FANUC Corp 1 3.33 Industrial Goods & Services M3 Inc 1 3.07 Health Care Daikin Industries Ltd 1 3.01 Construction & Materials KDDI Corp 1 2.41 Telecommunications Shin-Etsu Chemical Co Ltd 1 2.37 Chemicals Terumo Corp 1 2.26 Health Care Chugai Pharmaceutical Co Ltd 1 2.17 Health Care Total 16 42.13 This information has been prepared by Index Intelligence GmbH (“IIG”). All information is provided "as is" and IIG makes no express or implied warranties, and expressly disclaims all warranties of merchantability or fitness for a particular purpose or use with respect to any data included herein. -

OKI Implements Sarnoff's Takecharge On-Chip ESD Protection in High
Also available on Business Wire 08/26/05 For Immediate Release OKI® Implements Sarnoff’s Takecharge® On-Chip ESD Protection In High-Voltage ICs Design Approach for On-Chip ESD Protection Successfully Implemented in High-Voltage Chips TOKYO, JAPAN / PRINCETON, NJ, USA / GISTEL, BELGIUM (August 26, 2005) – Oki® Electric Industry Co., Ltd. (TSE: 6703, www.oki.com) of Tokyo, Japan, has successfully produced ICs in 0.5um/43V, 0.35um/16.5V, and 0.25um/25V process technologies using TakeCharge® design technology from Sarnoff Europe of Gistel, Belgium. Sarnoff is a diversified technology & services company with a long history of semiconductor innovations. “Under a technology transfer agreement, Oki has licensed silicon-proven TakeCharge devices customized specifically for our high-voltage processes. Our goal is to ensure that we can consistently manufacture chips that perform at high voltages with full electrostatic discharge (ESD) and latch-up protection,” said Mr. Shiratori, Deputy General Manager, Display Driver Division of Oki’s Silicon Solution Company. “We have implemented these TakeCharge devices in our various high volume products, such as LCD and OLED driver devices, where they deliver substantial added value for Oki and its customers.” TakeCharge technology is a design approach to on-chip ESD circuitry. It reduces the size of the I/O section on IC dies, while maintaining or improving on- chip protection against ESD. Implementing robust ESD protection devices is an important part of IC design. “We’re very pleased that an industry leader like Oki has chosen TakeCharge for its new line of high-voltage ICs,” said Koen Verhaege, Managing Director of Sarnoff”s Integrated Circuit Systems & Services business unit and Executive Director of Sarnoff Europe. -

NOTICE of FISCAL YEAR 2018 (The 55Th FY) ANNUAL GENERAL MEETING of SHAREHOLDERS
㻝㻌 World Headquarters 3-1 Akasaka 5-chome, Minato-ku Tokyo 107-6325, Japan ISIN JP3571400005 Tel:+81-3-5561-7000 SEDOL 6895675 TSE 8035 May 28, 2018 NOTICE OF FISCAL YEAR 2018 (the 55th FY) ANNUAL GENERAL MEETING OF SHAREHOLDERS To Our Shareholders: We are pleased to announce that the 55th Annual General Meeting of Shareholders (the “AGM”) of Tokyo Electron Ltd. (“TEL”) will be held on Tuesday, June 19, 2018, at 10:00 a.m. Japan standard time, at PALACE HOTEL TOKYO, located at 1-1 Marunouchi 1-chome, Chiyoda-ku, Tokyo. Shareholders will also be asked to vote upon the following Agenda: 1: Election of Twelve Corporate Directors 2: Payment of Bonuses to Corporate Directors for the 55th Fiscal Year 3: Issuance of Share Subscription Rights as Stock-Based Compensation to Corporate Directors 4: Issuance of Share Subscription Rights as Stock-Based Compensation to Executives of the Company and its Subsidiaries 5: Introduction of a Stock Compensation System as Medium-term Performance-linked Compensation for Corporate Directors of the Company As part of our ongoing effort to improve the quality of communications with our foreign investors and to increase the participation of those investors and to exercise your voting rights at the AGM, Tokyo Electron Ltd. has appointed IR Japan, Inc. as our Global Information Agent in connection with the shareholder meeting. We realize that many shareholders do not vote at Japanese Shareholders Meeting due to the volume of meetings and timing concerns. Therefore, we attach special importance to your vote, and hope that you will continue to distinguish yourselves from many institutions, who, unfortunately, do not participate. -

PDF Download [1
Annual Report 2002 TOKYO ELECTRON Profile Established in 1963, Tokyo Electron (TEL) is a world-leading supplier of semiconductor production equipment (SPE) and related services for the semiconductor industry. The Company develops, manufactures and markets a broad lineup of products, including oxidation/diffusion/LP-CVD systems, single wafer CVD and PVD systems, coater/developers, spin-on dielectric (SOD) coaters, etch systems, cleaning systems, wafer probers, and others. Tokyo Electron also uses its accumulated expertise in SPE to develop, manufacture and market coater/developers and etch/ash systems for the manufacture of Flat Panel Display (FPD). Most of the Company’s semiconductor and FPD production systems hold the leading share in their respective markets. Tokyo Electron also maintains a strong presence as a distributor, providing a wide array of semiconductor production systems, storage Disclaimer regarding area network and Internet related products for broadband solutions, and Forward-looking Statements electronic components in Japan from other leading suppliers. With a Matters discussed in this annual report, including network spanning 16 countries on three continents, Tokyo Electron forecasts of future business performance of Tokyo Electron, management strategies, beliefs provides superior products and services to its customers, and superior and other statements are based on the returns to its shareholders. Company’s assumption in light of information that is currently available. These forward-looking statements involve known -

Facilitation of Information Transfer on Chemicals in Products
Facilitation of Information Transfer on Chemicals in Products The Ministry of Economy, Trade and Industry (METI) developed ‘chemSHERPA’ [kémʃéərpə] as a new information transfer scheme for chemicals in products throughout their supply chains. METI hopes that the dissemination of chemSHERPA may contribute to reduce the workload of both providers and recipients of the information. From the beginning of the development of chemSHERPA, METI has been in communication with international bodies such as the IEC and the IPC, etc., with the aim of developing chemSHERPA into not only a Japanese standard but also an International standard. To make it a de-facto standard, METI has introduced this scheme to international organizations and governments of other countries for their active use. The Joint Article Management Promotion Consortium (JAMP) is a governing body for chemSHERPA from April 2016 and see a shift to chemSHERPA. We believe many companies are preparing towards implementing chemSHERPA. Based on the efforts mentioned above, the following companies and company groups have agreed with the dissemination of chemSHERPA, and METI will continue to work with JAMP and companies to spread the use of chemSHERPA to internal as well as external supply chains as needed.(Please contact us if any company or company group has interest in putting its name below.) It should be noted, the use of the provision of data entry support tools is free of charge in principle with the aim of promoting wider use of chemSHERPA. [Contact information] Chemical Management Policy Division Manufacturing Industries Bureau Ministry of Economy, Trade and Industry [email protected] 03-3501-0080 (direct) 03-3501-1511 (ex. -

A New Toshiba Takes Shape >>
ANNUAL REPORT 2000 A new Toshiba takes shape >> ANNUAL REPORT >> Year ended March 31, 2000 Printed in Japan BASIC COMMITMENT INVESTOR REFERENCE OF THE TOSHIBA GROUP We, the Toshiba Group companies, based on our total commitment to people and to the future, are determined to help create a higher quality of life for all people, and to do our part to help ensure that progress continues within the world community. COMMITMENT TO PEOPLE Founded Principal Shareholders: We endeavor to serve the needs of all people, especially our customers, July 1875 The Dai-ichi Mutual Life Insurance Company 3.94% shareholders, and employees, by implementing forward-looking The Sakura Bank, Ltd. 3.88% corporate strategies while carrying out responsible and responsive Capital business activities. As good corporate citizens, we actively contribute to The Chase Manhattan Bank NA London 3.85% further the goals of society. ¥274,919 million (US$2,594 million) Nippon Life Insurance Company 3.36% COMMITMENT TO THE FUTURE State Street Bank and Trust Company 2.63% By continually developing innovative technologies centering on Employees Mitsui Mutual Life Insurance Company 2.22% the fields of Electronics and Energy, we strive to create products 190,870 The Sumitomo Trust and Banking Co., Ltd. (Trust Account) 2.01% and services that enhance human life, and which lead to a thriving, Employees Stock Ownership Plan 1.86% healthy society. We constantly seek new approaches that help realize the goals of the world community, including ways to improve the global Common Stock The Nippon Fire & Marine Insurance Co., Ltd. 1.84% environment.