United States Patent (11) 3,615,174
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

S40645-019-0306-X.Pdf
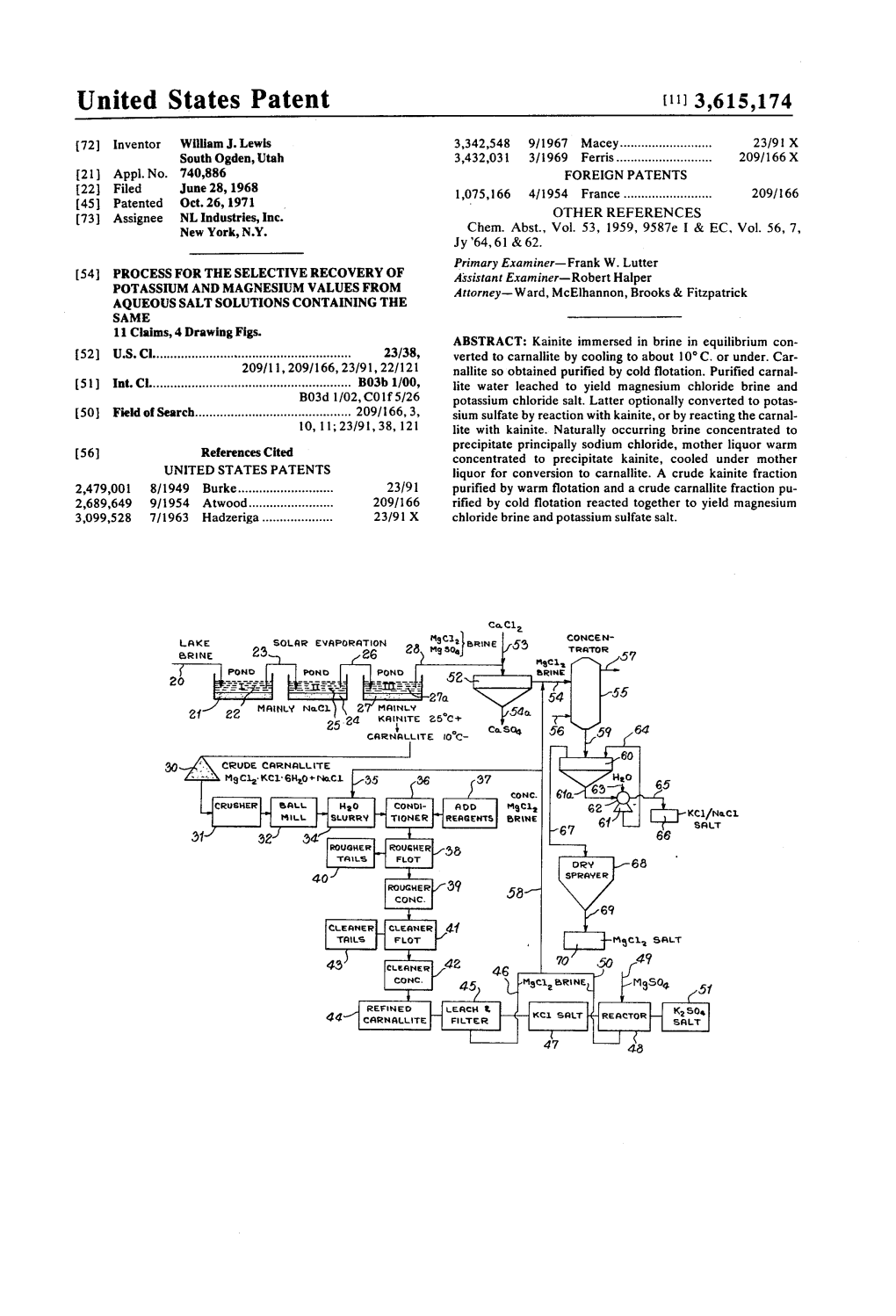
Isaji et al. Progress in Earth and Planetary Science (2019) 6:60 Progress in Earth and https://doi.org/10.1186/s40645-019-0306-x Planetary Science RESEARCH ARTICLE Open Access Biomarker records and mineral compositions of the Messinian halite and K–Mg salts from Sicily Yuta Isaji1* , Toshihiro Yoshimura1, Junichiro Kuroda2, Yusuke Tamenori3, Francisco J. Jiménez-Espejo1,4, Stefano Lugli5, Vinicio Manzi6, Marco Roveri6, Hodaka Kawahata2 and Naohiko Ohkouchi1 Abstract The evaporites of the Realmonte salt mine (Sicily, Italy) are important archives recording the most extreme conditions of the Messinian Salinity Crisis (MSC). However, geochemical approach on these evaporitic sequences is scarce and little is known on the response of the biological community to drastically elevating salinity. In the present work, we investigated the depositional environments and the biological community of the shale–anhydrite–halite triplets and the K–Mg salt layer deposited during the peak of the MSC. Both hopanes and steranes are detected in the shale–anhydrite–halite triplets, suggesting the presence of eukaryotes and bacteria throughout their deposition. The K–Mg salt layer is composed of primary halites, diagenetic leonite, and primary and/or secondary kainite, which are interpreted to have precipitated from density-stratified water column with the halite-precipitating brine at the surface and the brine- precipitating K–Mg salts at the bottom. The presence of hopanes and a trace amount of steranes implicates that eukaryotes and bacteria were able to survive in the surface halite-precipitating brine even during the most extreme condition of the MSC. Keywords: Messinian Salinity Crisis, Evaporites, Kainite, μ-XRF, Biomarker Introduction hypersaline condition between 5.60 and 5.55 Ma (Manzi The Messinian Salinity Crisis (MSC) is one of the most et al. -

1469 Vol 43#5 Art 03.Indd
1469 The Canadian Mineralogist Vol. 43, pp. 1469-1487 (2005) BORATE MINERALS OF THE PENOBSQUIS AND MILLSTREAM DEPOSITS, SOUTHERN NEW BRUNSWICK, CANADA JOEL D. GRICE§, ROBERT A. GAULT AND JERRY VAN VELTHUIZEN† Research Division, Canadian Museum of Nature, P.O. Box 3443, Station D, Ottawa, Ontario K1P 6P4, Canada ABSTRACT The borate minerals found in two potash deposits, at Penobsquis and Millstream, Kings County, New Brunswick, are described in detail. These deposits are located in the Moncton Subbasin, which forms the eastern portion of the extensive Maritimes Basin. These marine evaporites consist of an early carbonate unit, followed by a sulfate, and fi nally, a salt unit. The borate assemblages occur in specifi c beds of halite and sylvite that were the last units to form in the evaporite sequence. Species identifi ed from drill-core sections include: boracite, brianroulstonite, chambersite, colemanite, congolite, danburite, hilgardite, howlite, hydroboracite, kurgantaite, penobsquisite, pringleite, ruitenbergite, strontioginorite, szaibélyite, trembathite, veatchite, volkovskite and walkerite. In addition, 41 non-borate species have been identifi ed, including magnesite, monohydrocalcite, sellaite, kieserite and fl uorite. The borate assemblages in the two deposits differ, and in each deposit, they vary stratigraphically. At Millstream, boracite is the most common borate in the sylvite + carnallite beds, with hilgardite in the lower halite strata. At Penobsquis, there is an upper unit of hilgardite + volkovskite + trembathite in halite and a lower unit of hydroboracite + volkov- skite + trembathite–congolite in halite–sylvite. At both deposits, values of the ratio of B isotopes [␦11B] range from 21.5 to 37.8‰ [21 analyses] and are consistent with a seawater source, without any need for a more exotic interpretation. -

OCCURRENCE of BROMINE in CARNALLITE and SYLVITE from UTAH and NEW MEXICO* Manrr Loursp Lrnosonc
OCCURRENCE OF BROMINE IN CARNALLITE AND SYLVITE FROM UTAH AND NEW MEXICO* Manrr Loursp LrNosonc ABSTRACT Both carnallite and sylvite from Eddy County, New Mexico, contain 0.1 per cent of bromine. The bromine content of these minerals from Grand county, utah, is three times as great. No bromine was detected in halite, polyhalite, l5ngbeinite, or anhydrite from New Mexico. Iodine was not detected in any of these minerals. on the basis of the bromine content of the sylvite from New Mexico, it is calculated that 7,000 tons of bromine were present in potash salts mined from the permian basin during the period 1931 to 1945. INrnooucrroN The Geological Survey has previously made tests for bromine and iodine in core samples of potash salts from New Mexico.r Bromine was found to be present in very small amounts. No systematic quantitative determinations were made, nor was the presenceof bromine specificalry correlated with quantitative mineral composition. Sections of potash core from four recently drilled wells and selected pure saline minerals from Eddy County, New Mexico, together with two cores from Grand County, Utah, were therefore analyzed for their bromine and iodine content. The percentage mineral composition was then correlated with the bromine content. rt was found that bromine was restricted to carnall- ite and sylvite. fodine was not detected in any of the samples analyzed. If present, its quantity must be less than .00570. Brine and sea water are the present commercial sourcesof bromine in the United States, though both Germany and U.S.S.R. have utilized potash salts as a source of bromine. -

Crystallization of Kainite from Solutions in Syste
ineering ng & E P l r a o c i c e m s e s Journal of h T C e f c h o Kostiv and Basystiuk, J Chem Eng Process Technol 2016, 7:3 l ISSN: 2157-7048 n a o n l o r g u y o J Chemical Engineering & Process Technology DOI: 10.4172/2157-7048.1000298 Research Article Article OpenOpen Access Access + 2+ + - 2- Crystallization of Kainite from Solutions in System K , Mg , Na // Cl , SO4 -Н2О Kostiv IY1 and Yа І Basystiuk2* 1State Enterprise Scientific - Research Gallurgi Institute 5a, Fabrichna Str., 76000 Kalush, Ukraine 2Precarpathian National University named after V. Stephanyk 57, Shevchenko Str., 76025 Ivano-Frankivsk, Ukraine Abstract In isothermal conditions have been studied the influence of system solution sea salts during their evaporation and crystallization to composition of received liquid and solid phases. It is shown that evaporation of the solution leading 2- to its supersaturation by sulfate salts. In the liquid phase before crystallization of kainite concentration of SO4 ions increases to 10% and above. Through this probability of formation of crystals increases and the result of evaporation 2- is the formation of finely dispersed kainite. During crystallization of kainite concentration of SO4 in the liquid phase 2- 2+ decreases rapidly. Decreasing its intensity increases with increasing value k=E SO4 : E Mg of initial solution. For 2- the degree of evaporation of 20.0% and 31.0% concentration of SO4 in evaporated solution on the value of k does not change. Most forms of potassium salts in the solid phase for the value k=0.7573 and reaches a maximum value at 82% evaporation rate of 31%. -

Anomalously High Cretaceous Paleobrine Temperatures: Hothouse, Hydrothermal Or Solar Heating?
minerals Article Anomalously High Cretaceous Paleobrine Temperatures: Hothouse, Hydrothermal or Solar Heating? Jiuyi Wang 1,2 ID and Tim K. Lowenstein 2,* 1 MLR Key Laboratory of Metallogeny and Mineral Assessment, Institute of Mineral Resources, Chinese Academy of Geological Sciences, Beijing 100037, China; [email protected] 2 Department of Geological Sciences and Environmental Studies, State University of New York, Binghamton, NY 13902, USA * Correspondence: [email protected]; Tel.: +1-607-777-4254 Received: 1 November 2017; Accepted: 9 December 2017; Published: 13 December 2017 Abstract: Elevated surface paleobrine temperatures (average 85.6 ◦C) are reported here from Cretaceous marine halites in the Maha Sarakham Formation, Khorat Plateau, Thailand. Fluid inclusions in primary subaqueous “chevron” and “cumulate” halites associated with potash salts contain daughter crystals of sylvite (KCl) and carnallite (MgCl2·KCl·6H2O). Petrographic textures demonstrate that these fluid inclusions were trapped from the warm brines in which the halite crystallized. Later cooling produced supersaturated conditions leading to the precipitation of sylvite and carnallite daughter crystals within fluid inclusions. Dissolution temperatures of daughter crystals in fluid inclusions from the same halite bed vary over a large range (57.9 ◦C to 117.2 ◦C), suggesting that halite grew at different temperatures within and at the bottom of the water column. Consistency of daughter crystal dissolution temperatures within fluid inclusion bands and the absence of vapor bubbles at room temperature demonstrate that fluid inclusions have not stretched or leaked. Daughter crystal dissolution temperatures are reproducible to within 0.1 ◦C to 10.2 ◦C (average of 1.8 ◦C), and thus faithfully document paleobrine conditions. -
Gases in Evaporites: Part 2 of 3: Nature, Distribution and Sources
www.saltworkconsultants.com Salty MattersJohn Warren - Wed., November 30, 2016 Gases in Evaporites: Part 2 of 3: Nature, distribution and sources This, the second of three articles on gases held within salt de- older and younger sets of gas analyses conducted over the years posits, focuses on the types of gases found in salt and their ori- in various salt deposits are not necessarily directly comparable. gins. The first article (Salty Matters October 31, 2016) dealt with Raman micro-spectroscopy is a modern, non-destructive meth- the impacts of intersecting gassy salt pockets during mining or od for investigating the unique content of a single inclusion in drilling operations. The third will discuss the distribution of the a salt crystal. There is a significant difference in terms of what is various gases with respect to broad patterns of salt mass shape measured in analysing gas content seeping from a fissure in a salt and structure (bedded, halokinetic and fractured) mass or if comparisons are made with conventional wet-chem- ical methods which were the pre Raman-microscopy method What’s the gas? that is sometimes still used. Wet chemical methods require sam- Gases held in evaporites are typically mixtures of varying propor- ple destruction, via crushing and subsequent dissolution, prior to tions of nitrogen, methane, carbon dioxide, hydrogen, hydrogen analysis. This can lead to the escape of a variable proportion of sulphide, as well as brines and minor amounts of Units dominated by Units dominated by Units with more or other gases such as argon inclusions from the N-O inclusions from less equal numbers CH -H -H S groups of both groups and various short chain and N2 groups 4 2 2 hydrocarbons (Table 2). -

Potash Deposits in the Devonian Prairie Evaporite, Southwestern Manitoba Lo Eo Gic G a a L B S O U
Potash deposits in the Devonian Prairie Evaporite, southwestern Manitoba lo eo gic g a a l b s o u t r i v n e a MGS y m M.P.B. Nicolas 1928 Manitoba Geological Survey, Winnipeg, Manitoba, Canada Potash Geology 3. Esterhazy Member The Esterhazy Member is the most economic Potash Exploration potash beds. It consists of euhedral to subhedal halite 2. Regional and Local Geology crystals with large anhedral sylvite crystals and minor 1. Introduction interstitial carnolite and clays (Figure 7 and 8). In Manitoba, the Paleozoic-, Mesozoic- and Cenozoic-age strata form a basinward-thickening, southwesterly- 6. Potash Resource 7. Exploration History The Prairie Evaporite is a thick Denonian-aged evaporitic sloping wedge, with the strata reaching a total thickness of 2.3 km in the extreme southestern corner of Manitoba The Esterhazy Member is intermittently present in R29W1 R28 R27 R26 R25 R24 R23 sequence dominantly consisting of halite and anhydrite. It Legend (Figure 4). The potash-bearing Devonian-age Prairie Evaporite was deposited within the Elk Point Basin (Figure Formal mineral resource estimates have been prepared for The discovery of potash in Manitoba was in an oil well T30 a narrow, elongate strip in southwestern Manitoba, includes four potash-bearing members, from oldest to youngest N 5). The Prairie Evaporite consists mainly of thick halite beds, with minor anhydrite and four localized potash beds. the Russell deposit, most recently in 2009. A historical resource drilled in 1951 at 15-18-10-27W1. This discovery led to salt distribution WA T29 from Township 5 to 21, Ranges 27 to 29 W1 (Figure E A H B C Within the basin, the formation can exceed 210 m in thickness, and lies at depths of 200 to 2,700 m below surface. -

Assessment of the Molecular Structure of the Borate Mineral Boracite
Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy 96 (2012) 946–951 Contents lists available at SciVerse ScienceDirect Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy journal homepage: www.elsevier.com/locate/saa Assessment of the molecular structure of the borate mineral boracite Mg3B7O13Cl using vibrational spectroscopy ⇑ Ray L. Frost a, , Yunfei Xi a, Ricardo Scholz b a School of Chemistry, Physics and Mechanical Engineering, Science and Engineering Faculty, Queensland University of Technology, G.P.O. Box 2434, Brisbane, Queensland 4001, Australia b Geology Department, School of Mines, Federal University of Ouro Preto, Campus Morro do Cruzeiro, Ouro Preto, MG 35400-00, Brazil highlights graphical abstract " Boracite is a magnesium borate mineral with formula: Mg3B7O13Cl. " The crystals belong to the orthorhombic – pyramidal crystal system. " The molecular structure of the mineral has been assessed. " Raman spectrum shows that some Cl anions have been replaced with OH units. article info abstract Article history: Boracite is a magnesium borate mineral with formula: Mg3B7O13Cl and occurs as blue green, colorless, Received 23 May 2012 gray, yellow to white crystals in the orthorhombic – pyramidal crystal system. An intense Raman band Received in revised form 2 July 2012 À1 at 1009 cm was assigned to the BO stretching vibration of the B7O13 units. Raman bands at 1121, Accepted 9 July 2012 1136, 1143 cmÀ1 are attributed to the in-plane bending vibrations of trigonal boron. Four sharp Raman Available online 13 August 2012 bands observed at 415, 494, 621 and 671 cmÀ1 are simply defined as trigonal and tetrahedral borate bending modes. The Raman spectrum clearly shows intense Raman bands at 3405 and 3494 cmÀ1, thus Keywords: indicating that some Cl anions have been replaced with OH units. -

Congolite and Trembathite from the Kłodawa Salt Mine, Central Poland: Records of the Thermal History of the Parental Salt Dome
1387 The Canadian Mineralogist Vol. 50, pp. 1387-1399 (2012) DOI : 10.3749/canmin.50.5.1387 CONGOLITE AND TREMBATHITE FROM THE KŁODAWA SALT MINE, CENTRAL POLAND: RECORDS OF THE THERMAL HISTORY OF THE PARENTAL SALT DOME JACEK WACHOWIAK§ AGH – University of Science and Technology, Department of Economic and Mining Geology; al. Mickiewicza 30, 30-059 Kraków, Poland ADAM PIECZKA AGH – University of Science and Technology, Department of Mineralogy, Petrography and Geochemistry; al. Mickiewicza 30, 30-059 Kraków, Poland ABSTRACT Pseudocubic crystals of (Fe,Mg,Mn)3B7O13Cl borate, ≤ 1.2 mm in size and yellowish through pale-violet to pale-violet- brown and brownish in color, were found in the Kłodawa salt dome, located within the Mid-Polish Trough (central Poland), an axial part of the Polish basin belonging to a system of Permian-Mesozoic epicontinental basins of Western and Central Europe. The crystals occur in adjacent parts of the Underlying Halite and Youngest Halite units bordering the Anhydrite Pegmatite unit around the PZ–3/PZ–4 (Leine/Aller) boundary. The internal texture of the crystals reflects phase-transitions from rhombohedral congolite (space-group symmetry R3c) through orthorhombic ericaite (Pca21) to a cubic, high-temperature, mainly Fe-dominant analogue of boracite (F43c), indicating formation of the phases under increasing temperature. Currently, the parts of the crystals showing orthorhombic and cubic morphology generally represent congolite and, much less frequently, trembathite paramorphs after higher-temperature structural varieties of (Fe,Mg,Mn)3B7O13Cl and (Mg,Fe,Mn)3B7O13Cl, which are unstable at room- temperature. The phase-transitions R3c → Pca21 and Pca21 → F43c recorded in the morphology of the growing crystals took place at temperatures of 230–250 °C and 310–315 °C, respectively, whereas the total range of (Fe,Mg,Mn)3B7O13Cl borate crystallization was determined to be ca. -

Minerals Found in Michigan Listed by County
Michigan Minerals Listed by Mineral Name Based on MI DEQ GSD Bulletin 6 “Mineralogy of Michigan” Actinolite, Dickinson, Gogebic, Gratiot, and Anthonyite, Houghton County Marquette counties Anthophyllite, Dickinson, and Marquette counties Aegirinaugite, Marquette County Antigorite, Dickinson, and Marquette counties Aegirine, Marquette County Apatite, Baraga, Dickinson, Houghton, Iron, Albite, Dickinson, Gratiot, Houghton, Keweenaw, Kalkaska, Keweenaw, Marquette, and Monroe and Marquette counties counties Algodonite, Baraga, Houghton, Keweenaw, and Aphrosiderite, Gogebic, Iron, and Marquette Ontonagon counties counties Allanite, Gogebic, Iron, and Marquette counties Apophyllite, Houghton, and Keweenaw counties Almandite, Dickinson, Keweenaw, and Marquette Aragonite, Gogebic, Iron, Jackson, Marquette, and counties Monroe counties Alunite, Iron County Arsenopyrite, Marquette, and Menominee counties Analcite, Houghton, Keweenaw, and Ontonagon counties Atacamite, Houghton, Keweenaw, and Ontonagon counties Anatase, Gratiot, Houghton, Keweenaw, Marquette, and Ontonagon counties Augite, Dickinson, Genesee, Gratiot, Houghton, Iron, Keweenaw, Marquette, and Ontonagon counties Andalusite, Iron, and Marquette counties Awarurite, Marquette County Andesine, Keweenaw County Axinite, Gogebic, and Marquette counties Andradite, Dickinson County Azurite, Dickinson, Keweenaw, Marquette, and Anglesite, Marquette County Ontonagon counties Anhydrite, Bay, Berrien, Gratiot, Houghton, Babingtonite, Keweenaw County Isabella, Kalamazoo, Kent, Keweenaw, Macomb, Manistee, -

Experimental Drill Hole Logging in Potash Deposits Op the Cablsbad District, Hew Mexico
EXPERIMENTAL DRILL HOLE LOGGING IN POTASH DEPOSITS OP THE CABLSBAD DISTRICT, HEW MEXICO By C. L. Jones, C. G. Bovles, and K. G. Bell U. S. GEOLOGICAL SURVEY This report is preliminary and has not been edited or Released to open, files reviewed for conformity to Geological Survey standards or nomenclature. COHTEUTS Page Abstract i Introduction y 2 Geology . .. .. .....-*. k Equipment 7 Drill hole data . - ...... .... ..-. - 8 Supplementary tests 10 Gamma-ray logs -T 11 Grade and thidmess estimates from gamma-ray logs Ik Neutron logs 15 Electrical resistivity logs 18 Literature cited . ........... ........ 21 ILLUSTRATIONS Figure 1. Generalized columnar section and radioactivity log of potassium-bearing rocks 2. Abridged gamma-ray logs recorded by commercial All companies and the U. S. Geological Survey figures 3« Lithologic, gamma-ray, neutron, and electrical resistivity logs ................. are in k. Abridged gamma-ray and graphic logs of a potash envelope deposit at end of 5« Lithologic interpretations derived from gamma-ray and electrical resistivity logs - ...... report. TABLE Table 1. Summary of drill hole data 9 EXPERIMENTAL DRILL HOLE LOGGING Iff POTASH DEPOSITS OP THE CARISBAD DISTRICT, HEW MEXICO By C. L. Jones, C. G. Bowles, and K. G>. Bell ABSTRACT Experimental logging of holes drilled through potash deposits in the Carlsbad district, southeastern Hew Mexico, demonstrate the consider able utility of gamma-ray, neutron, and electrical resistivity logging in the search for and identification of mineable deposits of sylvite and langbeinite. Such deposits are strongly radioactive with both gamma-ray and neutron well logging. Their radioactivity serves to distinguish them from clay stone, sandstone, and polyhalite beds and from potash deposits containing carnallite, leonite, and kainite. -

Reflectance Spectral Characteristics of Minerals in the Mboukoumassi
minerals Article Reflectance Spectral Characteristics of Minerals in the Mboukoumassi Sylvite Deposit, Kouilou Province, Congo Xian-Fu Zhao 1,2, Zong-Qi Wang 1,*, Jun-Ting Qiu 3,* and Yang Song 2 1 Ministry of Land and Resources Key Laboratory of Metallogeny and Mineral Assessment, Institute of Mineral Resources, Chinese Academy of Geological Sciences, Beijing 100037, China; [email protected] 2 School of Earth Sciences and Resources, China University of Geosciences, Beijing 100083, China; [email protected] 3 National Key Laboratory of Science and Technology on Remote Sensing Information and Image Analysis, Beijing Research Institute of Uranium Geology, Beijing 100029, China * Correspondence: [email protected] (Z.-Q.W.); [email protected] (J.-T.Q.); Tel.: +86-10-82251207 (Z.-Q.W.); +86-10-64962683 (J.-T.Q.) Academic Editor: Dimitrina Dimitrova Received: 20 March 2016; Accepted: 23 May 2016; Published: 14 June 2016 Abstract: This study presents reflectance spectra, determined with an ASD Inc. TerraSpec® spectrometer, of five types of ore and gangue minerals from the Mboukoumassi sylvite deposit, Democratic Republic of the Congo. The spectral absorption features, with peaks at 999, 1077, 1206, 1237, 1524, and 1765 nm, of the ore mineral carnallite were found to be different from those of gangue minerals. Spectral comparison among carnallite samples from different sylvite deposits suggests that, in contrast to spectral shapes, the absorption features of carnallite are highly reproducible. Heating of carnallite to 400 and 750˝C, and comparing the spectra of heated and non-heated samples, indicates that spectral absorption is related to lattice hydration or addition of hydroxyl.