Using Fiberglass in Rocketry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

2021 Catalog
2021 NEW PRODUCTS G-Power Flip and Punch Spin Bait Designed by Aaron Martens, Walleye anglers across the Midwest have become Gamakatsu has developed the dependent upon the spin style hooks for walleye rigs. new G-Power Heavy Cover Flip The Spin Bait hook can be rigged behind spinner & Punch Hook. A step up from blades, prop blades or used the G-Finesse Heavy Cover alone with just a simple Hook, for serious flipping and bead in front of them. It’s punching with heavy fluorocarbon and braid. The TGW (Tournament unique design incorporates Grade Wire) hook, paired with its welded eye, make this the strongest Gamakatsu swivels that is Heavy Cover hook in Gamakatsu’s G-Series lineup. Ideal for larger baits independent of the hook, giving the hook more freedom to spin while and weights, punching through grass mats and flipping into heavy reducing line twist. The Spin Bait hook features Nano Smooth Coat for timber. G-Power Flip and Punch ideally matches to all types of cover stealth presentations and unsurpassed hook penetration and the bait and able to withstand extreme conditions. Page 26 keeper barbs on the shank hold live and plastic baits on more securely. Page 48 G-Power Stinger Trailer Hook The new G-Power Stinger Trailer Hook Superline Offset Round Bend brilliance comes from Gamakatsu’s famous Gamakatsu’s Superline Offset Round B10S series of fly hooks and the expertise Bend is designed with a heavier of Professional Bass angler Aaron Martens. Superline wire best suited for heavy The Stinger Trailer has a strategically braided and fluorocarbon lines. -

Aremco—High Temperature Solutions
High Temperature Solutions Since 1965, our success has been a result of this simple business strategy: • Understanding Customer Requirements. • Providing Outstanding Service and Support. • Producing High Quality Technical Materials and Equipment. • Solving Difficult Technical Problems. CONTENTS Technical Bulletin Page No. A1 Machinable & Dense Ceramics .......................................................... 2 A2 High Temperature Ceramic & Graphite Adhesives ....................... 6 A3 High Temperature Ceramic-Metallic Pastes .................................12 A4 High Temperature Potting & Casting Materials ...........................14 A5-S1 High Temperature Electrical Coatings & Sealants ......................18 A5-S2 High Temperature High Emissivity Coatings ................................20 A5-S3 High Temperature Thermal Spray Sealants ..................................22 A5-S4 High Temperature Coatings for Ceramics, Glass & Quartz ......24 A5-S5 High Temperature Refractory Coatings .........................................26 A6 High Temperature Protective Coatings ..........................................28 A7 High Performance Epoxies ................................................................34 A8 Electrically & Thermally Conductive Materials .............................36 A9 Mounting Adhesives & Accessories ................................................38 A10 High Temperature Tapes ...................................................................42 A11 High Temperature Inorganic Binders..............................................44 -

Fiber Optic Cable for VOICE and DATA TRANSMISSION Delivering Solutions Fiber Optic THAT KEEP YOU CONNECTED Cable Products QUALITY
Fiber Optic Cable FOR VOICE AND DATA TRANSMISSION Delivering Solutions Fiber Optic THAT KEEP YOU CONNECTED Cable Products QUALITY General Cable is committed to developing, producing, This catalog contains in-depth and marketing products that exceed performance, information on the General Cable quality, value and safety requirements of our line of fiber optic cable for voice, customers. General Cable’s goal and objectives video and data transmission. reflect this commitment, whether it’s through our focus on customer service, continuous improvement The product and technical and manufacturing excellence demonstrated by our sections feature the latest TL9000-registered business management system, information on fiber optic cable the independent third-party certification of our products, from applications and products, or the development of new and innovative construction to detailed technical products. Our aim is to deliver superior performance from all of General Cable’s processes and to strive for and specific data. world-class quality throughout our operations. Our products are readily available through our network of authorized stocking distributors and distribution centers. ® We are dedicated to customer TIA 568 C.3 service and satisfaction – so call our team of professionally trained sales personnel to meet your application needs. Fiber Optic Cable for the 21st Century CUSTOMER SERVICE All information in this catalog is presented solely as a guide to product selection and is believed to be reliable. All printing errors are subject to General Cable is dedicated to customer service correction in subsequent releases of this catalog. and satisfaction. Call our team of professionally Although General Cable has taken precautions to ensure the accuracy of the product specifications trained sales associates at at the time of publication, the specifications of all products contained herein are subject to change without notice. -

Using Sig Glass Cloth and Glass Resin in Model Building
USING SIG GLASS CLOTH AND GLASS RESIN IN MODEL BUILDING Both Fiberglass Cloth and Polyester Resin have found numerous, where the cloth will come. Place the cloth on the joint and work it into valuable uses in the model aircraft field. Fiberglass cloth is very fine the resin until it is saturated. Brush a coat of resin over the cloth and filaments of pure glass spun into yarn. This yarn is then woven into vary• feather it out into the wood. Allow to cure three or four hours and sand ing weights of cloth and is also available as bulk fiber for converting until smooth, finishing model in normal manner. resin to a casting material. When a wire landing gear is used on a profile model, use a strip of cloth As we are chiefly interested in its application to model aircraft, Sig Glass over the wire at all points where it contacts the fuselage and attach with Cloth is of very light weight, but several layers may be used to obtain any resin in the manner described above. desired strength. Sig Glass Resin was selected for us by an outstanding MOLDING WITH FIBERGLASS authority in the fiberglass industry to meet model builder's needs and Fuselages, cowlings, wheel pants, etc., can be molded with glass cloth has many special features. and resin. For example, let's mold an engine cowling, always a problem GENERAL INSTRUCTIONS on a scale model. Carve an exact pattern from balsa and sand. Apply two Glass Resin alone will not harden. An accurate amount of hardener must or three coats of Glass Resin to the mold, sanding between each coat. -

Buffalo Police All Season Jacket
Uniforms, Transit Operators CP82007 Page 1 of 48 Specifications Appendix B ----------------------------------------------------------------------------------------------------------------------------- -------------------- 100. SF MUNI GORE-TEX JACKET & LINER – UNISEX STYLE NUMBER: Flying Cross by Fechheimer Item: 79900GTXA 10 STYLE: Waist length style with 6 snap storm flap overlapping a 2 way zipper. Side vents for access to equipment. Front and back flapped yokes to accommodate drop down panels. Utility shoulder straps. Hide-away hood. OUTER SHELL: 100% Nylon, 3 ply Supplex, 3.7 oz per sq. yd., with water and stain repellency, uncoated. COLOR: Black DROP LINING: Made from waterproof, breathable, windproof 2 layer Gore-Tex. Face fabric: 100% Black Polyester. Membrane layer: bi-component PTFE membrane. ====================================================================================== 101. REMOVABLE INSULATED LINER ENDURANCE INSULATED BASE LAYER JACKET SPECIFICATIONS STYLE NUMBER: Flying Cross by Fechheimer 55100A 10 (Black) The shell fabric shall be 100% Nylon with 37.5 padding insulation, 2.9 oz. per sq. yd. STYLE: The jacket shall be manufactured from new up-to-date pattern with an articulated sleeve, gusseted underarms and mandarin style collar. The jacket shall have two (2) upper napoleon pockets and two (2) lower vertical pockets with hidden zippers. There shall be (2) side zippers with adjustable snap closure. Sleeve cuff has partial Nylon Spandex for a comfort fit. Loops at back sleeve cuff seam and outside neck seam shall coordinate with snap tabs on related outerwear styles (). POCKET LINING SLEEVE LINING: The upper napoleon pocket lining shall extend from the hem to the chest and from the side seam to the front zipper edge. Pocket lining shall consist of a Taffeta material. The lining shall extend across the back yoke and down the top sleeve. -

Fluidized Bed Chemical Vapor Deposition of Zirconium Nitride Films
INL/JOU-17-42260-Revision-0 Fluidized Bed Chemical Vapor Deposition of Zirconium Nitride Films Dennis D. Keiser, Jr, Delia Perez-Nunez, Sean M. McDeavitt, Marie Y. Arrieta July 2017 The INL is a U.S. Department of Energy National Laboratory operated by Battelle Energy Alliance INL/JOU-17-42260-Revision-0 Fluidized Bed Chemical Vapor Deposition of Zirconium Nitride Films Dennis D. Keiser, Jr, Delia Perez-Nunez, Sean M. McDeavitt, Marie Y. Arrieta July 2017 Idaho National Laboratory Idaho Falls, Idaho 83415 http://www.inl.gov Prepared for the U.S. Department of Energy Under DOE Idaho Operations Office Contract DE-AC07-05ID14517 Fluidized Bed Chemical Vapor Deposition of Zirconium Nitride Films a b c c Marie Y. Arrieta, Dennis D. Keiser Jr., Delia Perez-Nunez, * and Sean M. McDeavitt a Sandia National Laboratories, Albuquerque, New Mexico 87185 b Idaho National Laboratory, Idaho Falls, Idaho 83401 c Texas A&M University, Department of Nuclear Engineering, College Station, Texas 77840 Received November 11, 2016 Accepted for Publication May 23, 2017 Abstract — – A fluidized bed chemical vapor deposition (FB-CVD) process was designed and established in a two-part experiment to produce zirconium nitride barrier coatings on uranium-molybdenum particles for a reduced enrichment dispersion fuel concept. A hot-wall, inverted fluidized bed reaction vessel was developed for this process, and coatings were produced from thermal decomposition of the metallo-organic precursor tetrakis(dimethylamino)zirconium (TDMAZ) in high- purity argon gas. Experiments were executed at atmospheric pressure and low substrate temperatures (i.e., 500 to 550 K). Deposited coatings were characterized using scanning electron microscopy, energy dispersive spectroscopy, and wavelength dis-persive spectroscopy. -

Please Note: Vendor Must Provide One Sample of a Gold Badge for Sheriff and One Sample of a Silver Badge for Deputy
EL PASO COUNTY SHERIFF'S OFFICE DEPUTY BADGES C.W. Nielsen - Model #S-300 FINISH - Alloy either Alloy S or Alloy G depending on rank. BADGE is 3 inches point to point with floral design in each tip. Badge has a 1/4" dap and is struck from .064 material. LETTERING around badge circle is blue block: Deputy Sheriff (seal) El Paso County Lettering is separated by dot break points. The seal is a full color State of Texas seal 7/8" diameter with red rim blue center area and white star. A top the bade and straddling the top two tips is the title banner. It is affixed 1/8" above the top circle of the badge. The title banner is 5/6" wide. The titles are standing Roman letters in a field of blue enamel. All blue enamel colors are #643 blue. Attachments are B.A. Ballou #105 joint #68 catch with 2" foot pin. Gold Badges for the following officers: Sheriff Chief Deputy Commander Detective Lieutenant Sergeant Silver Badge for Deputy Please Note: Vendor must provide one sample of a Gold badge for Sheriff and one sample of a silver badge for Deputy. 5 EL PASO COUNTY SHERIFF’S OFFICE DETENTION OFFICER BADGE Badge Body Specifications: Diameter 72.4 mm or 2.82 inches Thickness 3.5 mm or .13 inches Material Brass Metal Plating TBD Silver for Detention Officer and Gold for Corporal and above Curvature 10 mm convex Fixture Vertical Safety Pin 2” Style Clasp (Welded) Enamel Genuine Cloisonne hard enamel lettering and state seal State Seal 3 D Rank Ribbon Specifications: Dimensions Approximately 50.46 X 18.46 mm “TBD upon final artwork Thickness 2mm Materials Brass Plating To match badge body determined by rank Lettering Genuine Cloisonne hard enamel lettering Bureau Ribbon Specifications: Dimensions Approximately 50.46 X 18.46 mm TBD upon final artwork approval Thickness 2 mm Material Brass Plating To match badge body DETENTION BUREAU Lettering Genuine Cloisonne hard enamel lettering All die charges one time only fee as long as there are no changes to the physical design. -

Acrylic Polymer Transparencies
Portland State University PDXScholar Dissertations and Theses Dissertations and Theses 4-1972 Acrylic Polymer Transparencies Inez Allen Kendrick Portland State University Follow this and additional works at: https://pdxscholar.library.pdx.edu/open_access_etds Part of the Art Education Commons, Art Practice Commons, and the Interdisciplinary Arts and Media Commons Let us know how access to this document benefits ou.y Recommended Citation Kendrick, Inez Allen, "Acrylic Polymer Transparencies" (1972). Dissertations and Theses. Paper 1554. https://doi.org/10.15760/etd.1553 This Thesis is brought to you for free and open access. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. AN ABSTRACT OF T.HE THESIS OF Inez Allen Kendrick tor the Master ot Science in Teaching in Art presented April 26, 1972. TITLE: Acrylic Polymer Transparencies. APPROVED BY MEMBERS 01' 'lBE THESIS COMMITTEE: Richard J. ~asch, Chairman ~d B. Kimbrell Robert S. Morton Brief mentions by three writers on synthetic painting media first intrigued my interest in a' new technique of making transparent acrylic paintings on glass or plexiglas supports, some ot which were said to I I simulate stained-glass windows. In writing this paper on acrylic polymer'", transparencies, 'my problem was three-told: first. to determine whether any major recognized works of art have been produced by this, method; second, to experiment with the techni'que and materials in order to explore their possibilities for my own work; and third, to determine whether both materials and methods would be suitable for use in a classroom. -

Fiber-Level On-The-Fly Procedural Textiles
Eurographics Symposium on Rendering 2017 Volume 36 (2017), Number 4 P. Sander and M. Zwicker (Guest Editors) Fiber-Level On-the-Fly Procedural Textiles Fujun Luan1 Shuang Zhao2 Kavita Bala1 1Cornell University 2University of California, Irvine 10× 100× 400× 10× 100× 200× Figure 1: The new Sponza scene by Crytek with 12 procedural textile models substituted for the fabrics. These models together represent 33 thousand yarns, composed of 8 million procedurally described fibers. Insets on the right show zoomed versions of two subregions (indicated with white rectangles), demonstrating the level of fidelity and detail offered by these models. When fully realized, all the cloth models would take 867 GB of storage, and are practically unrenderable. We introduce a realization-minimizing technique to render such large-scale procedural textiles on a single computer. Abstract Procedural textile models are compact, easy to edit, and can achieve state-of-the-art realism with fiber-level details. However, these complex models generally need to be fully instantiated (aka. realized) into 3D volumes or fiber meshes and stored in memory, We introduce a novel realization-minimizing technique that enables physically based rendering of procedural textiles, without the need of full model realizations. The key ingredients of our technique are new data structures and search algorithms that look up regular and flyaway fibers on the fly, efficiently and consistently. Our technique works with compact fiber-level procedural yarn models in their exact form with no approximation imposed. In practice, our method can render very large models that are practically unrenderable using existing methods, while using considerably less memory (60–200× less) and achieving good performance. -
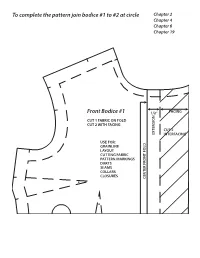
To Complete the Pattern Join Bodice #1 to #2 at Circle Front Bodice #1
To complete the pattern join bodice #1 to #2 at circle Chapter 2 Chapter 4 Chapter 6 Chapter 19 Front Bodice #1 1/2” FACING N CUT 1 FABRIC ON FOLD CUT 2 WITH FACING CUT 2 EXTENSIO INTERFACING USE FOR: GRAINLINE LAYOUT CUTTING FABRIC PATTERN MARKINGS DARTS SEAMS COLLARS CLOSURES CENTER FRONT FOLD To completeTo the pattern join bodice #1 to #2 at circle TO COMPLETE THE PATTERN JOIN BODICE #1 TO #2 AT CIRCLE STITCH TO MATCHPOINTS FOR DART TUCK FRONT BODICE #2 Front Bodice #2 Chapter 2 Chapter 4 Chapter 6 Chapter 19 STITCH TO MATCHPOINTS FOR DART TUCKS To complete the pattern join bodice #3 to #4 at circle Chapter 2 Chapter 4 Chapter 6 Back Bodice #3 CUT 2 FABRIC USE FOR: CK SEAM GRAINLINE LAYOUT CUTTING FABRIC CK FOLD PATTERN MARKINGS DARTS SEAMS COLLARS CENTER BA CUT HERE FOR CENTER BA To completeTo the pattern join bodice #3 to #4 at circle STITCH TO MATCHPOINTS FOR DART TUCKS Back Bodice #4 Chapter 2 Chapter 4 Chapter 6 Chapter 4 Chapter 11 Chapter 14 Chapter 17 MATCHPOINT Front Skirt #5 CUT 1 FABRIC USE FOR: V SHAPED SEAM WAISTBAND WAIST FACING BIAS WAIST FINISH CURVED/ALINE HEM BIAS FALSE HEM CENTER FRONT FOLD Chapter 4 Chapter 11 Chapter 14 Front Yoke #6 CUT 1 FABRIC CUT 1 INTERFACING USE FOR: V SHAPE SEAM WAISTBAND WAIST FACING BIAS WAIST FINISH C. F. FOLD C. F. MATCHPOINT Chapter 4 Chapter 6 Chapter 10 Chapter 11 Chapter 14 Chapter 17 MARK DART POINT HERE Back Skirt #7 CUT 2 FABRIC USE FOR: SEAMS ZIPPERS WAISTBAND WAIST FACING BIAS WAIST FINISH CURVED ALINE HEM BIAS FALSE HEM Chapter 4 CUT ON FOLD Chapter 12 Chapter 17 H TC NO WHEN -

Dry Self-Lubricating Composites
Composites: Part B 27B (1996) 459-465 Copyright © 1996 Elsevier Science Limited Printed in Great Britain. All rights reserved ELSEVIER PII: S1359-8368(96)00012-1 1359-8368/96/$15.00 Dry self-lubricating composites Shin Jen Shiao and Te Zei Wang National Chiao Tung University,/nstRute of Appfied Chemistry, 1001 Ta Hsue Road, Hsinchu, Taiwan 300, ROC (Received 20 February 1995; accepted 19 February 1996) Chopped strand carbon fibers, glass fibers and their hybrids were used to reinforce an epoxy matrix to which additives of PTFE, graphite and molybdenum disulfide were used for producing a dry self-lubricating material. Their tribology properties were studied using testing machines of thrust and journal radial. Also, the PV value, friction coefficient, wear rate and the contact surface temperatures were determined. The com- pression strength of the bush ring and the impact strength of material were evaluated. The surfaces of wear were investigated. The mode of fracture mechanism is proposed according to the specimens morphology. The relationship between friction coefficient and loading correlated well with the Myoshis equation in the case of a backing material. This study provided an optimal approach of making dry wear bearings by glass fibers backing at low friction coefficient. Copyright © 1996 Elsevier Science Limited (Keywords: epoxy/CF; dry self-lubrication) INTRODUCTION This study explored the use of chopped carbon fibers as the inner layer reinforcement, backed with glass cloth or The friction coefficient of a polymer has low tribology a glass mat in the outer layer in a high rate. Some properties that have been recently used as the parts of additives, such as PTFE and molybdenum disulfide, in bearing, gear and oil sealing. -

Thermal Runaway Severity Reduction Assessment for EVA Li-Ion Batteries
https://ntrs.nasa.gov/search.jsp?R=20150018568 2019-08-31T06:01:42+00:00Z Thermal Runaway Severity Reduction Assessment For EVA Li-ion Batteries By Eric Darcy/NASA-JSC For 2014 JSC Connect Event Energy Storage & Management 24 Sept 2014 Team and Contents 2 • NASA Engineering Safety Center Lead Effort – Paul Shack, Assessment Lead – Chris Iannello, NESC Technical Fellow for Electrical Power – Steve Rickman, NESC Technical Fellow for Passive Thermal – Eric Darcy, Test Lead for EVA Batteries, NASA-JSC – Sam Russell, Mike Fowler, Judy Jeevarajan, Craig Clark, John Weintritt, Christina Deoja and Stacie Cox/NASA-JSC – Rob Button, Tom Miller, Penni Dalton/NASA-GRC – Dan Doughty, Bruce Drolen, Ralph White, Gary Bayles, and Jim Womack/NESC Consultants • Agenda – Background on the EVA batteries – Motivation and objectives – Trigger method selected and why – Assessments of current designs – Verification of subscale mitigation measures – Full scale LREBA with those measures leads to failure – Consequence of cell TR ejecta products to TR propagation – Full scale LREBA with adjacent cells protected from cell vent path – Bank test to verify benefits of cell fusing – Lessons learned to date Background - Li-ion Rechargeable EVA Battery Assembly (LREBA) 1 9P-5S Array of Samsung 2.6Ah 18650 cells to power the spacesuit helmet lights and camera and glove heaters Background – Li-ion Pistol Grip Tool Battery • 10-cell Li-ion 18650 battery – 10S for discharge – 2P-5S for charge • Battery is enclosed in tool holster except for end with the D-latch Background