Legume Beverages from Chickpea and Lupin, As New Milk Alternatives
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
What Are Soybeans?
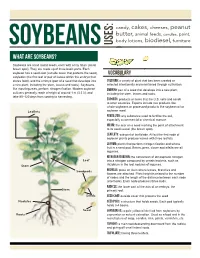
candy, cakes, cheeses, peanut butter, animal feeds, candles, paint, body lotions, biodiesel, furniture soybeans USES: What are soybeans? Soybeans are small round seeds, each with a tiny hilum (small brown spot). They are made up of three basic parts. Each soybean has a seed coat (outside cover that protects the seed), VOCABULARY cotyledon (the first leaf or pair of leaves within the embryo that stores food), and the embryo (part of a seed that develops into Cultivar: a variety of plant that has been created or a new plant, including the stem, leaves and roots). Soybeans, selected intentionally and maintained through cultivation. like most legumes, perform nitrogen fixation. Modern soybean Embryo: part of a seed that develops into a new plant, cultivars generally reach a height of around 1 m (3.3 ft), and including the stem, leaves and roots. take 80–120 days from sowing to harvesting. Exports: products or items that the U.S. sells and sends to other countries. Exports include raw products like whole soybeans or processed products like soybean oil or Leaflets soybean meal. Fertilizer: any substance used to fertilize the soil, especially a commercial or chemical manure. Hilum: the scar on a seed marking the point of attachment to its seed vessel (the brown spot). Leaflets: sub-part of leaf blade. All but the first node of soybean plants produce leaves with three leaflets. Legume: plants that perform nitrogen fixation and whose fruit is a seed pod. Beans, peas, clover and alfalfa are all legumes. Nitrogen Fixation: the conversion of atmospheric nitrogen Leaf into a nitrogen compound by certain bacteria, such as Stem rhizobium in the root nodules of legumes. -

Soy Free Diet Avoiding Soy
SOY FREE DIET AVOIDING SOY An allergy to soy is common in babies and young children, studies show that often children outgrow a soy allergy by age 3 years and the majority by age 10. Soybeans are a member of the legume family; examples of other legumes include beans, peas, lentils and peanut. It is important to remember that children with a soy allergy are not necessarily allergic to other legumes, request more clarification from your allergist if you are concerned. Children with a soy allergy may have nausea, vomiting, abdominal pain, diarrhea, bloody stool, difficulty breathing, and or a skin reaction after eating or drinking soy products. These symptoms can be avoided by following a soy free diet. What foods are not allowed on a soy free diet? Soy beans and edamame Soy products, including tofu, miso, natto, soy sauce (including sho yu, tamari), soy milk/creamer/ice cream/yogurt, soy nuts and soy protein, tempeh, textured vegetable protein (TVP) Caution with processed foods - soy is widely used manufactured food products – remember to carefully read labels. o Soy products and derivatives can be found in many foods, including baked goods, canned tuna and meat, cereals, cookies, crackers, high-protein energy bars, drinks and snacks, infant formulas, low- fat peanut butter, processed meats, sauces, chips, canned broths and soups, condiments and salad dressings (Bragg’s Liquid Aminos) USE EXTRA CAUTION WITH ASIAN CUISINE: Asian cuisine are considered high-risk for people with soy allergy due to the common use of soy as an ingredient and the possibility of cross-contamination, even if a soy-free item is ordered. -
T. Colin Campbell, Ph.D. Thomas M. Campbell II
"Everyone in the field of nutrition science stands on the shoulders of Dr. Campbell, who is one of the giants in the field. This is one of the most important books about nutrition ever written - reading it may save your life." - Dean Ornish, MD THE MOST COMPREHENSIVE STUDY OF NUTRITION EVER CONDUCTED --THE-- STARTLING IMPLICATIONS FOR DIET, WEIGHT Loss AND LONG-TERM HEALTH T. COLIN CAMPBELL, PHD AND THOMAS M. CAMPBELL II FOREWORD BY JOHN ROBBINS, AUTHOR, DIET FOR A NEW AMERICA PRAISE FOR THE CHINA STUDY "The China Study gives critical, life-saving nutritional information for ev ery health-seeker in America. But it is much more; Dr. Campbell's expose of the research and medical establishment makes this book a fascinating read and one that could change the future for all of us. Every health care provider and researcher in the world must read it." -JOEl FUHRMAN, M.D. Author of the Best-Selling Book, Eat To Live . ', "Backed by well-documented, peer-reviewed studies and overwhelming statistics the case for a vegetarian diet as a foundation for a healthy life t style has never been stronger." -BRADLY SAUL, OrganicAthlete.com "The China Study is the most important book on nutrition and health to come out in the last seventy-five years. Everyone should read it, and it should be the model for all nutrition programs taught at universities, The reading is engrossing if not astounding. The science is conclusive. Dr. Campbells integrity and commitment to truthful nutrition education shine through." -DAVID KLEIN, PublisherlEditor Living Nutrition MagaZine "The China Study describes a monumental survey of diet and death rates from cancer in more than 2,400 Chinese counties and the equally monu mental efforts to explore its Significance and implications for nutrition and health. -

ISR Summer Camp Lunch Menu 28.06.-02.07
Meat option 28.06. Meatless Monday Allergens Legume curry Tofu cheese Mayonnaise and tomato sauce 3,7,10 Fresh cucumbers Rye bread / sweet and sour bread 1 Curd snack Baltais 7 Banana 29.06.Tuesday Allergens Chicken fillet chop 1,3 Pasta 1,3 Steamed broccoli and cauliflower with bean pods Basil, mayonnaise and sour cream sauce 3,7,10 Rye bread / sweet and sour bread 1 Fruit and berry salad 30.06. Wednesday Allergens Turkey goulash 1,7,9 Mashed potatoes 7 Fresh cabbage salad with oil dressing Rye bread / sweet and sour bread 1 Peach, kiwi and strawberry cocktail 01.07.Thursday Allergens Beef rissole 1,3 Rice Tomato sauce Beet salad with oil dressing Rye bread / sweet and sour bread 1 Sweet bun 1,3 02.07. Friday Allergens Chicken sausages 1,3 Fried potato wedges Tomato sauce Tomatoes Rye bread / sweet and sour bread 1 Sweet cherries Lactose-free 28.06. Meatless Monday Allergens Legume curry Tofu cheese Tomato sauce Fresh cucumbers Rye bread / sweet and sour bread 1 Muesli bar Banana 29.06.Tuesday Allergens Chicken fillet chop 1,3 Pasta 1,3 Steamed broccoli and cauliflower with bean pods Basil and oil dressing Rye bread / sweet and sour bread 1 Fruit and berry salad 30.06. Wednesday Allergens Turkey pieces Boiled potatoes Fresh cabbage salad with oil dressing Rye bread / sweet and sour bread 1 Peach, kiwi and strawberry cocktail 01.07.Thursday Allergens Beef rissole 1,3 Rice Tomato sauce Beet salad with oil dressing Rye bread / sweet and sour bread 1 Strawberries 02.07. -

Legume Living Mulches in Corn and Soybean
Legume Living Mulches in Corn and Soybean By Jeremy Singer, USDA-ARS National Soil Tilth Laboratory Palle Pedersen, Iowa State University PM 2006 August 2005 Living mulches are an extension of cover crops used perennial life cycle, been successfully grown as a living to decrease soil erosion, suppress weeds, improve mulch, and have been reported in the scientific literature. soil structure and nutrient cycling, and in the case of For detailed information on plant adaptability, tolerances, legumes, supply nitrogen to a grain crop. Unlike cover and management information refer to ISU Extension crops that are killed before planting the grain crop, living publication Selecting Forage Species (PM 1792). mulches co-exist with the crops during the growing season and continue to grow after the crop is harvested. Alfalfa Mature plants may have from 5 to 25 stems with a height The living mulch can be an annual or perennial plant ranging from 24 to 36 inches. Alfalfa varieties differ in interseeded with a grain crop, or it can be an existing their ability to spread by underground stems (rhizomes). perennial grass or legume stand into which another crop Varieties that can form new stems from rhizomes may be is planted. The latter system usually requires suppression superior for living mulch systems because they can of the existing “living mulch” with herbicides or cultural spread short distances to cover the soil after the grain practices such as tillage or mowing to create what has crop has been harvested. Alfalfa yield may be higher than been referred to as a “sleeping sod.” Interest in living other forage legumes if the living mulch is grazed or mulch systems developed as a tool to mitigate soil mechanically harvested in the spring prior to crop erosion on highly erosive land. -

The EAT Lancet Publication: Implications for Nutrition Health and Planet
The EAT Lancet Publication: Implications for Nutrition Health and Planet 12 December 2019 Namukolo Covic (PhD) Senior Research Coordinator, IFPRI/A4NH Addis Ababa, Ethiopia Why and who? • Address absence of scientific targets for achieving healthy diets from sustainable food systems limiting large scale coordinated efforts to transform the global food system. • The Commission: 19 Commissioners and 18 co-authors from 16 countries and areas of specialization (human health, agriculture, political sciences, and environmental sustainability) • Develop global scientific targets informed by the best evidence available for healthy diets and sustainable food production. • Define a safe operating space for food systems that address nutrition, health and a sustainable planetary system. • Ensure meeting Sustainable Development Goals (SDGs) and Paris Climate Agreement. https://www.thelancet.com/journals/lancet/article/PIIS0140-6736(18)31788-4/fulltext# The scale of the challenge And the world is off track to meet all global nutrition targets EAT-Lancet Commission Approach Define a healthy reference diet using the best available evidence (controlled feeding studies, long-term cohort studies, randomized trials). Define planetary boundaries for 6 key environmental systems and processes (GHG, cropland use, water use, nitrogen and phosphorus application, extinction rate). Apply a global food systems modeling framework to analyze what combinations of readily implementable measures are needed to stay within food production boundaries while still delivering -

Fruits and Seeds of Genera in the Subfamily Faboideae (Fabaceae)
Fruits and Seeds of United States Department of Genera in the Subfamily Agriculture Agricultural Faboideae (Fabaceae) Research Service Technical Bulletin Number 1890 Volume I December 2003 United States Department of Agriculture Fruits and Seeds of Agricultural Research Genera in the Subfamily Service Technical Bulletin Faboideae (Fabaceae) Number 1890 Volume I Joseph H. Kirkbride, Jr., Charles R. Gunn, and Anna L. Weitzman Fruits of A, Centrolobium paraense E.L.R. Tulasne. B, Laburnum anagyroides F.K. Medikus. C, Adesmia boronoides J.D. Hooker. D, Hippocrepis comosa, C. Linnaeus. E, Campylotropis macrocarpa (A.A. von Bunge) A. Rehder. F, Mucuna urens (C. Linnaeus) F.K. Medikus. G, Phaseolus polystachios (C. Linnaeus) N.L. Britton, E.E. Stern, & F. Poggenburg. H, Medicago orbicularis (C. Linnaeus) B. Bartalini. I, Riedeliella graciliflora H.A.T. Harms. J, Medicago arabica (C. Linnaeus) W. Hudson. Kirkbride is a research botanist, U.S. Department of Agriculture, Agricultural Research Service, Systematic Botany and Mycology Laboratory, BARC West Room 304, Building 011A, Beltsville, MD, 20705-2350 (email = [email protected]). Gunn is a botanist (retired) from Brevard, NC (email = [email protected]). Weitzman is a botanist with the Smithsonian Institution, Department of Botany, Washington, DC. Abstract Kirkbride, Joseph H., Jr., Charles R. Gunn, and Anna L radicle junction, Crotalarieae, cuticle, Cytiseae, Weitzman. 2003. Fruits and seeds of genera in the subfamily Dalbergieae, Daleeae, dehiscence, DELTA, Desmodieae, Faboideae (Fabaceae). U. S. Department of Agriculture, Dipteryxeae, distribution, embryo, embryonic axis, en- Technical Bulletin No. 1890, 1,212 pp. docarp, endosperm, epicarp, epicotyl, Euchresteae, Fabeae, fracture line, follicle, funiculus, Galegeae, Genisteae, Technical identification of fruits and seeds of the economi- gynophore, halo, Hedysareae, hilar groove, hilar groove cally important legume plant family (Fabaceae or lips, hilum, Hypocalypteae, hypocotyl, indehiscent, Leguminosae) is often required of U.S. -

Consumer Understanding and Culinary Use of Legumes in Australia
University of Wollongong Research Online Faculty of Science, Medicine and Health - Papers: Part B Faculty of Science, Medicine and Health 2019 Consumer Understanding and Culinary Use of Legumes in Australia Natalie Figueira University of Wollongong Felicity Curtain Grains and Legumes Nutrition Council Eleanor J. Beck University of Wollongong, [email protected] Sara J. Grafenauer University of Wollongong, [email protected] Follow this and additional works at: https://ro.uow.edu.au/smhpapers1 Publication Details Citation Figueira, N., Curtain, F., Beck, E. J., & Grafenauer, S. J. (2019). Consumer Understanding and Culinary Use of Legumes in Australia. Faculty of Science, Medicine and Health - Papers: Part B. Retrieved from https://ro.uow.edu.au/smhpapers1/947 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Consumer Understanding and Culinary Use of Legumes in Australia Abstract While health benefits of legume consumption are well documented, intake is well below recommendations in many Western cultures, and little is known regarding culinary use and consumer understanding of these foods. This study aimed to investigate consumption, knowledge, attitudes, and culinary use of legumes in a convenience sample of Australians. An online computer-based survey was used to gather data and demographic characteristics. Respondents (505 individuals answered in full or in part) were regular consumers of legumes (177/376 consumed legumes 2-4 times weekly). Chickpeas, green peas, and kidney beans were most often consumed, and were made into most commonly Mexican, then Indian and Middle Eastern meals. Consumers correctly identified protein and dietary fibre (37%) as key nutritional attributes. -

19. Advanced Food Technology of Soybean and Other Legumes in Japan
209 19. ADVANCED FOOD TECHNOLOGY OF SOYBEAN AND OTHER LEGUMES IN JAPAN Kyoko SAIO* Tokuji WATANABE** Ancient Chinese literatures reveal that soybeans were extensively cultivated and highly evaluated as food resource. It is true that the legumes including soybean have been quite familiar for centuries to the people in the Orient, and therefore, many food items derived from them are still very popular in their eating habits. In Japan, a large amount of soybeans and other legumes are consumed tradi tionally after reasonable processing. Recent amount of consumption of soybean and other legumes for these traditional food in Japan are shown in Table 1. Soybeans consumed for these products depend more heavily upon import from Table 1. Amounts of soybean and other legumes consumed for the traditional foods. Production Food (1000 metric ton) Whole soybean products Tofu and Fried-tofu 29.5 Miso 169 Natto 47 Kori-tofu (dried or frozen Tofu) 34 Shoyu (dried or frozen Tofu) 15 Kinako 12 Others 70 Total 642 Defatted soybean products Shoyu 154 Tofu and Fried-tofu 77 Miso 8 Others 45 Total 284 Other legume products Ann (bean paste) 240 Cooked bean 42 Toasted bean 21 Amanatto (sweeb) 12 Others 33 Total 349 * Senior Research Officer National Food Research Institute, Shiohama 1-4-12, Koto-ku, Tokyo, Japan. ** Director, the sa.me Institute 210 Table 1. (cont.) --·--·--·,.- - •··--,.~·····----,_---c•--- ··--·--•- ·-.,..a ·- ! . Production Food (1000 metric tonn) Peanut products Toasted peanut Confectionary use including 56 Peanut butter 48 Total 104 the U.S. and China than domestic production, and peanuts are also imported from China, Indonesia and Holland. -

Structural Profile of the Pea Or Bean Family
Florida ECS Quick Tips July 2016 Structural Profile of the Pea or Bean Family The Pea Family (Fabaceae) is the third largest family of flowering plants, with approximately 750 genera and over 19,000 known species. (FYI – the Orchid Family is the largest plant family and the Aster Family ranks second in number of species.) I am sure that you are all familiar with the classic pea flower (left). It, much like the human body, is bilaterally symmetrical and can be split from top to bottom into two mirror-image halves. Botanists use the term zygomorphic when referring to a flower shaped like this that has two different sides. Zygomorphic flowers are different than those of a lily, which are radially symmetrical and can be split into more than two identical sections. (These are called actinomorphic flowers.) Pea flowers are made up of five petals that are of different sizes and shapes (and occasionally different colors as well). The diagram at right shows a peanut (Arachis hypogaea) flower (another member of the Pea Family), that identifies the various flower parts. The large, lobed petal at the top is called the banner or standard. Below the banner are a pair of petals called the wings. And, between the wings, two petals are fused together to form the keel, which covers the male and female parts of the flower. Because of the resemblance to a butterfly, pea flowers are called papilionaceous (from Latin: papilion, a butterfly). However, there is group of species in the Pea Family (a subfamily) with flowers like the pride-of-Barbados or peacock flower (Caesalpinia pulcherrima) shown to the left. -
Handbook for Students Table of Content
Plant-based Cuisine for chefs Handbook foR sTudentS TAbLe of Content MOdULe 1: Background on PlAnT-bAsed dieT ....... 6 1.1 Vegetarianism – from yesterday to today ... 7 ŋ Background Information Health ............... 18 ŋ Background Knowledge ........................ 7 ŋ Summary ...................................... 21 ŋ The History of the Western Vegetarianism ..... 8 1.3 Sustainability in your Kitchen ............... 23 ŋ Forms of plant-based diets .................... 9 ŋ Background Information Sustainability ....... 23 ŋ Who lives on vegetarian diets? ................ 10 ŋ Sustainable nutrition .......................... 24 ŋ Summary ...................................... 10 ŋ Dimensions of sustainable food .............. 25 1.2 Rationales of your guests ................... 11 ŋ Summary ...................................... 26 ŋ Background information on Climate and Environment ................. 11 1.4 Certification Marks .......................... 27 ŋ World Hunger ................................. 14 ŋ Background Information about labels ......... 27 ŋ Background information Ethics ............... 15 ŋ Vegetarian Vegan Seals ....................... 27 ŋ Summary ...................................... 29 MOdULe 2: PlaNT-Based pRoduct information ................ 30 2.1 Basics of plant based cuisine ............... 31 2.3 Sea vegetables ............................... 43 ŋ Background information – ŋ Background information ...................... 43 plant-based cooking ........................... 31 ŋ Summary ..................................... -

Soybean Versus Other Food Grain Legumes: a Critical Appraisal of The
Die Bodenkultur: Journal of Land Management, Food and Environment Volume 67, Issue 1, 17–24, 2016. DOI: 10.1515/boku-2016-0002 ISSN: 0006-5471 online, © De Gruyter, www.degruyter.com/view/j/boku Article Soybean versus other food grain legumes: A critical appraisal of the United Nations International Year of Pulses 2016 Sojabohne versus Körnerleguminosen: Eine kritische Würdigung des Internationalen Jahres der Körnerleguminosen 2016 der Vereinten Nationen Johann Vollmann1 1Division of Plant Breeding, Department of Crop Sciences, University of Natural Resources and Life Sciences Vienna (BOKU), Konrad Lorenz Strasse 24, Tulln an der Donau, Austria, e-mail: [email protected] Received: 29 January 2016, received in revised form: 4 February 2016, accepted: 5 February 2016 Summary The United Nations have declared 2016 as the International Year of Pulses, which aims at communicating the various benefits of legume cropping and legume-protein-based food consumption. As the term “pulses” is inherently excluding soybean from other grain legumes, this review aims at challenging the scientific justification of this separation from both historical and crop science perspectives toward a better understanding of grain legumes and their contributions to food security. An analysis of the historical development and uses of the term “pulses” reveals that it is not used unambigu- ously throughout the recent scientific literature, and that the separation of soybean from other grain legumes occurred rather recently. Soybean, while being extensively used as an oilseed and animal feedstuff in some parts of the world, is an important protein crop species in other regions with a seed protein content of 40% and outstanding nutritional and food health properties as compared to most other grain legumes.