Effects of Technical Textiles and Synthetic Nanofibers On
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Performance Textiles and Fabrics: Assessing and Verifying Product Performance Claims Executive Summary
PERFORMANCE TEXTILES AND FABRICS: ASSESSING AND VERIFYING PRODUCT PERFORMANCE CLAIMS EXECUTIVE SUMMARY Performance textiles and fabrics are rapidly bringing apparel and footwear products into the 21st century. Manufacturers today are innovating at breakneck speed and bringing to the market synthetic textiles and fabrics with enhanced performance characteristics, or that feature embedded fibers or topical applications. This has led to the widespread introduction of advanced performance apparel and footwear that offer consumers new levels of comfort and safety. At the same time, sorting through claims regarding the performance characteristics of these advanced textiles and fabrics can present real challenges for manufacturers, retailers and consumers. At a minimum, the myriad of vague, conflicting or unsubstantiated marketing claims and characterizations used to promote these materials often result in frustration and disappointment. And fraudulent representations can unnecessarily expose apparel manufacturers and retail buyers to potentially hazardous chemicals and other risks. This UL white paper identifies some of the key performance considerations for advanced textiles and fabrics, and reviews the challenges of vague or unsubstantiated marketing claims used to promote these products. The white paper also discusses the importance of verifying performance claims, and offers an overview of UL’s marketing claim verification services for performance textiles and fabrics. page 2 BACKGROUND Performance textiles and fabrics are generally defined as materials that have been expressly designed and produced to include or to enhance specific performance characteristics, such as increased warmth, durability or moisture resistance. These new or enhanced performance characteristics are typically achieved through the selection of specialized fibers, or the inclusion of such fibers along with natural or synthetic materials during the spinning, weaving or knitting process, or by the addition of coatings or other finishes to the finished fabric. -

Personal Protective Equipment Program Purpose & Scope
Revised: 8/1/20 Personal Protective Equipment Program Purpose & Scope The purpose of this program is to establish guidelines for Fayetteville State University employees who may encounter workplace hazards that require personal protective equipment (PPE) as prescribed in the Occupational Safety and Health Administration’s (OSHA’s) PPE Standard – 29 CFR 1910.132. This program applies to all employees that must wear PPE. Program Statement It is the responsibility of Fayetteville State University to protect students, faculty, and staff from anticipated hazards. This program establishes a minimum standard for the use of personal protective equipment within Fayetteville State University to ensure compliance with OSHA standards. Definitions Eye & Face Protection – Equipment designed to provide protection to the face and eyes during exposure to such hazards as flying particles, molten metal or sparks, liquid chemicals, acids or caustic liquids, or potentially injurious light radiation (i.e. lasers, welding, etc.) Foot Protection – Equipment designed to provide protection to the feet and toes during exposure to such hazards as falling or rolling objects, chemical or liquid exposures, piercing objects through the sole or uppers, and/or where the employee’s feet are exposed to electrical hazards. Hand Protection – Equipment designed to provide protection to the hands during exposures to potential hazards such as sharp objects, abrasive surfaces, temperature extremes, and chemical contact. Hazard Assessment – The process used to identify hazards in the workplace and to select the appropriate personal protective equipment to guard against potential hazards (see Hazard Assessment Guidelines at the end of this program). Head Protection – Equipment designed to provide protection to the head during exposure to potential hazards such as falling objects, striking against low hanging objects, or electrical hazards. -
Textiles and Apparel Industry- Global Scenario
Textiles and Apparel Textiles and Apparel Industry- Global Scenario Vendor Development and Investor Summit 2017- Textile and Apparel Sector Profile Global Overview Global Apparel Market Size (US$ Bn) 600 14 510 500 12 12 10 400 350 10 315 8 300 237 6 200 5 4 4 ► Global apparel market worth US$ 1.7 trillion, 93 CAGR (in %) US$ US$ (Trillions) 59 56 3 100 2 40 25 2 2 as on 2015. 1 1 0 0 ► Constitutes 2% of the World’s GDP ► EU, USA & China are among largest apparel market with combined share of 54% (2015). Regions ► Top 8 apparel consuming nations form 2015 Projected CAGR (%) dominating share of 70% of the global apparel market size Foreign Direct Investments (FDI) in the sector ► Global apparel market expected to reach US$ 2.6 trillion in 2025 growing by a ► Global FDI stood at US$ 1.2 Trillion in 2014 projected rate of 4% with 2015 as base year. ► After China, India is a emerging apparel market adding around US$ 121 Billion by 2025. The Textile and Clothing Manufacturing Chain Finished Yarn •Weaving/ Product Knitting •Natural •Ginning •Bleaching •Clothing •Man made •Carding •Dyeing •Home •Combing •Finishing Furnishings •Spinning •Industry •Dyeing Fibres Fabric The Clothing Value Chain Outbound Logistics Inbound Manufacturin Packaging Marketing/ R&D Design Retailing Logistics g and Branding Warehousing Delivery Source: InfoDev.org (2008), The Global Textile and Garments Industry: The Role of Information and Communication Technologies (ICTs) in Exploiting the Value Chain Vendor Development and Investor Summit 2017- Textile and Apparel Sector -
Annual Report 2019-20
MINISTRY OF TEXTILES ANNUAL REPORT 2019-20 MINISTRY OF TEXTILES ANNUAL REPORT 2019-20 INDEX 1 OVERVIEW 1 2 FUNCTIONS & ORGANISATIONAL SET-UP 9 3 EXPORT PROMOTION 27 4 RAW MATERIAL SUPPORT 30 5 SUPPORT FOR TECHNOLOGY UP-GRADATION 54 6 SUPPORT FOR TRAINING AND CAPACITY BUILDING 59 7 SUPPORT FOR INFRASTRUCTURE 76 8 RESEARCH & DEVELOPMENT IN TEXTILE SECTOR 78 9 TECHNICAL TEXTILES 81 10 SECTORAL SCHEME 86 11 TEXTILE PROMOTION IN NORTH EASTERN REGION 124 12 ICT INITIATIVES IN TEXTILES 131 13 RAJBHASHA 133 14 WELFARE MEASURES FOR SC/ST/WOMEN AND PERSONS WITH DISABILITY: 135 15 VIGILANCE ACTIVITIES 138 MINISTRY OF TEXTILES OVERVIEW 1.1 The Indian textile industry is one of the largest in the world 1.3 Raw Material Support with a large unmatched raw material base and manufacturing strength across the value chain. It is the 2nd largest manufacturer a. Cotton: and exporter in the world, after China. The share of textile and clothing Cotton is one of the most important cash crops and accounts for in India’s total exports stands at a significant 12 % (2018-19). India around 25% of the total global fibre production. In the raw material has a share of 5 % of the global trade in textiles and apparel. The consumption basket of the Indian textile industry, the proportion of uniqueness of the industry lies in its strength both in the hand-woven cotton is around 60%. The consumption of cotton is more than sector as well as in the capital intensive mill sector. The mill sector 300 lakh bales (170 kg each) per year. -
2013 Cotton Performance Tests
The Texas A&M AgriLife Research and Extension Center at Lubbock/Halfway/Pecos - 2014 COTTON PERFORMANCE TESTS in the Texas High Plains and Trans Pecos Areas of Texas 2013 Technical Report TEXAS A&M AgriLife RESEARCH / CRAIG NESSLER, DIRECTOR THE TEXAS A&M SYSTEM / COLLEGE STATION, TEXAS Cotton Performance Tests in the Texas High Plains and Trans-Pecos Areas of Texas 20131/ J.K. Dever, V. Morgan, M.S. Kelley, T.A. Wheeler, H. Flippin, V. Mendoza, and A. Cranmer2/ Texas A&M AgriLife Research and Extension Center Lubbock-Halfway-Pecos 1/ Tests were conducted by Texas A&M AgriLife Research in cooperation with Texas A&M AgriLife Extension. 2/ Associate Professor, Research Associate, Texas A&M AgriLife Research, Lubbock; Extension Specialist, Texas A&M AgriLife Extension, Lubbock; Professor, Texas A&M AgriLife Research, Lubbock; Research Technician, Research Assistant, Texas A&M AgriLife Research, Lubbock; Farm Research Manager, Texas A&M AgriLife Research, Halfway. TABLE OF CONTENTS Introduction .............................................................................................................................. 4 Acknowledgments ............................................................................................................................... 5 Glossary of Table Headings ......................................................................................................................... 6 UNIFORM COTTON VARIETY TESTS - IRRIGATED Table Lubbock 1 Production Information ......................................................................................... -
2016 Top Markets Report Technical Textiles
2016 Top Markets Report Technical Textiles A Market Assessment Tool for U.S. Exporters May 2016 U.S. Department of Commerce | International Trade Administration | Industry & Analysis (I&A) Industry & Analysis’ (I&A) staff of industry, trade and economic analysts devise and implement international trade, investment, and export promotion strategies that strengthen the global competitiveness of U.S. industries. These initiatives unlock export, and investment opportunities for U.S. businesses by combining in-depth quantitative and qualitative analysis with ITA’s industry relationships. For more information, visit www.trade.gov/industry I&A is part of the International Trade Administration, whose mission is to create prosperity by strengthening the competitiveness of U.S. industry, promoting trade and investment, and ensuring fair trade and compliance with trade laws and agreements. Robert Carrigg and Rachel Alarid served as lead authors on this report. A special thanks goes to the many commercial specialists that reviewed early drafts and provided thoughtful insights and support. Table of Contents Executive Summary ............................................................................................................................... 2 Overview and Key Findings ................................................................................................................ 5 Country Case Studies Brazil ........................................................................................................................................................... -
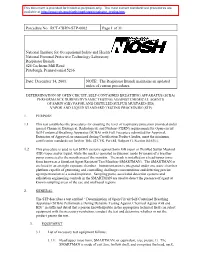
Determination of Open-Circuit, Self-Contained Breathing Apparatus
Procedure No. RCT-CBRN-STP-0002 Page 1 of 31 National Institute for Occupational Safety and Health National Personal Protective Technology Laboratory Respirator Branch 626 Cochrans Mill Road Pittsburgh, Pennsylvania15236 Date: December 14, 2001. NOTE: The Respirator Branch maintains an updated index of current procedures. DETERMINATION OF OPEN CIRCUIT, SELF-CONTAINED BREATHING APPARATUS (SCBA) PERFORMANCE DURING DYNAMIC TESTING AGAINST CHEMICAL AGENTS OF SARIN (GB) VAPOR AND DISTILLED SULFUR MUSTARD (HD) VAPOR AND LIQUID STANDARD TESTING PROCEDURE (STP) 1. PURPOSE 1.1 This test establishes the procedures for ensuring the level of respiratory protection provided under special Chemical, Biological, Radiological, and Nuclear (CBRN) requirements for Open-circuit Self-Contained Breathing Apparatus (SCBA) with Full Facepiece submitted for Approval, Extension of Approval, or examined during Certification Product Audits, meet the minimum certification standards set forth in Title 42 CFR, Part 84, Subpart G, Section 84.63(c). 1.2 This procedure is used to test SCBA systems against Sarin GB vapor or Distilled Sulfur Mustard (HD) vapor and/or liquid, while the mask is operated in dynamic mode by means of a breather pump connected to the mouth area of the manikin. The mask is installed on a head/upper torso form known as a Simulant Agent Resistant Test Manikin (SMARTMAN). The SMARTMAN is enclosed in an air-tight exposure chamber. Instrumentation is integrated under one static chamber platform capable of generating and controlling challenge concentrations and detecting precise agent permeation of a tested respirator. Sampling ports, associated detection systems and exhalation engineering controls in the SMARTMAN are used to detect the presence of agent at known sampling areas of the eye and oral/nasal regions. -
(Results-Framework Document) for Ministry of Textiles
Government of India R F D (Results-Framework Document) for Ministry of Textiles (2013-2014) Generated on 07/01/2014 12.20 PM Results-Framework Document (RFD) for Ministry of Textiles-(2013-2014) Section 1: Vision, Mission, Objectives and Functions Vision To create a modern, vibrant, integrated and world-class textiles sector including handlooms and handicrafts to produce cost efficient and high quality textiles, apparels and handicrafts for domestic and export sectors. Mission To promote planned and harmonious growth of textiles by making available adequate fibres to all sectors so as to avhieve a CAGR of 11.5 % in Textiles & Apparel production; to promote technological up-gradation for all types of textiles including technical textiles, jute, silk and wool; to promote skills of all textile workers, handloom weavers and handicrafts artisans,with a target of imparting training to 26.75 lakh persons in 5 years; to ensure proper working environment and easy access to health care facilities and insurance cover to weavers and artisans to achieve better quality of life; to promote exports of all types of textiles and handicrafts so as to achieve annual average growth rate of 15 % in exports and to increase India's share of world exports of textile & apparels. Objectives 1 To achieve sustainable growth, modernization, value addition, increase in exports and overall development of the Textiles sector in the country. 2 To ensure integrated development and promotion of Jute sector. 3 To promote growth, development and exports in Sericulture & Silk sector. 4 To develop and modernize the decentralized Powerlooms sector. 5 To develop Handicrafts Sector, increase handicraft exports and welfare of artisans 6 To develop Handlooms sector, increase handloom exports and welfare of weavers 7 To develop Wool & Woollen textiles sector and increase in exports of woollen products 8 To strengthen textiles and Fashion Education. -

Day 2: 14Th February, 2015
Global Textile Congress, Bangkok, 13-15 Feb 2015 Nurturing Global Citizen Leaders Groomed In Business Design Thinking Prof. Samir Karkhanis Welingkar Institute of Management Development and Research, WeSchool, Mumbai-400019, India. <[email protected]> "The illiterate of this century will not be those who cannot read and write, but those who cannot learn, unlearn, and relearn." - Alvin Toffler It's a VUCA world where the time-tested formulas for success in the corporate world are fast-changing (Bennett & Lemoine, 2014). Environmental degradation (WWF, 2010), the economic breakdown (IMF, 2011), as well as the crippling social order (Welford, 2013) are issues which have collectively raised an alarming call in all spheres of corporate activity. Concepts such as globalization, triple bottom line, more for less for more, disruptive innovation, sustainability, technological revolution, social responsibility, ethical governance and so on are defining the rising trend for inclusive growth and holistic development for not just the business but also for all its stakeholders across the value chain. demanding clients and unpredictable socio-economic-political situations demands competent business leaders to look within, look around and look beyond while being tomorrow-ready today. While on one hand, the corporate leaders of today will need to have extreme local sensitivity and take cognizance of the impact of their actions on the stakeholders, on the other hand they will also need to have a global mindset encouraging innovation and design thinking to succeed in an open and dynamic changing corporate environment. The leaders of tomorrow will have to possess innovative mindsets that look beyond the obvious, creati -of- the- organization and the society. -

How Is Performance in the Heat Affected by Clothing?
Journal of Fiber Bioengineering and Informatics Review How is Performance in the Heat Affected by Clothing? Ingvar Holmér Thermal Environment Laboratory, Department of Ergonomics, Faculty of Engineering Lund University, Lund, Sweden Abstract: Adequate heat balance is critical to human performance in the heat. If heat balance cannot be maintained, the core temperature increases and body water dehydration leads to exhaustion and limit the performance. Clothing heat transfer properties, thermal insulation and water vapour resistance, modify heat exchange and may indirectly affect performance. Work in protective clothing quickly becomes exhaustive in impermeable garments, but can be easily completed with much less strain in permeable garments. Athletes, in particular in sports of endurance type, may produce more than 1000 W/m2 in an event lasting several hours. Physical examination of the heat balance of a runner reveals that a 20 % lower water vapour resistance of a covering running suit allows the runner a longer run time or a higher speed per km before critical physiological strain is reached. Keywords: performance, heat Stress, core temperature, skin temperature, water vapour resistance 1. Introduction 2. Human heat balance Physical or muscular performance is associated Heat balance is required for sustained work with overcoming various forms of external physical performance. If balance is not maintained heat loads or resistances such as for example lifting your is stored in the body and the tissue temperatures center of gravity in high jump or overcoming the increase. Increasing tissue temperatures, in particular resistance of wind or water in cycling or swimming. core temperature, is associated with increasing Most focus in exercise and sports physiology is on physiological strain and at some critical level the physiological and psychological factors that exhaustion is reached and work intensity cannot be determine performance [1]. -
Performance Upholstery Summary
PERFORMANCE UPHOLSTERY KnollTextiles offers a variety of upholstery fabrics suitable for demanding environments. These fabrics have specific properties or characteristics qualifying them for performance use. Performance attributes may be inherent to the fiber or added to the fabric with a variety of finishing technologies applied during or after the production process. This document defines performance criteria for upholstery fabrics and offers a comparison of fibers and stocked finishes. Please see the Performance Finishes document for information on KnollTextiles’ aftermarket finishing options. When considering performance products always qualify the end use and the expectations of the environment. For example, is bleach cleaning necessary? Will the upholstery be exposed to direct sunlight? Is it vulnerable to liquids and spills? To assist in choosing the most appropriate upholsteries, KnollTextiles offers an online advanced search function that filters search results by specific performance criteria. Items marked in this document with a magnifying glass are advanced search filters found on knolltextiles.com DEFINITIONS The Association of Contract Textiles (ACT) defines performance by the following characteristics: Flammability Measurement of a fabric’s performance when exposed to specific sources of ignition. Colorfastness A material’s degree of resistance to the fading effect of light. Wet and dry crocking The transfer of dye from the surface of a dyed or printed fabric onto another surface by rubbing. Physical Properties Key factors in assessing overall durability of fabric vary depending on the fabric construction. Abrasion The surface wear of a fabric caused by rubbing and contact with another fabric. At KnollTextiles, we also consider: Bleach Cleanability Fabric that does not weaken or fade when exposed to bleach. -

High Visibility Clothing for Heavy & Highway Construction
HIGH VISIBILITY CLOTHING FOR HEAVY & HIGHWAY CONSTRUCTION Fatalities Total 305 Workers Must Be Seen 9 8 5 According to the U.S. Bureau of Labor Statistics (BLS), “The most common 15 event associated with fatal occupational injuries incurred at a road construction site was worker struck by vehicle, mobile equipment. Of the 639 total fatal occupational injuries at road construction sites during the 2003–07period, 305 were due to a worker being struck by a vehicle or mobile equipment.” The BLS article further reports that more workers are struck and killed by construction equipment (38 percent) than by cars, vans and tractor-trailers (33 percent). As such, work zone “runovers” and “backovers” are clearly the greatest hazard to roadway construction workers and, by far, the leading cause of death. The use of high visibility clothing is one important strategy in reducing the number of “struck-by” deaths on road construction sites. Dump Truck Pickup Truck Semi Truck Car Roller/Paver Grader/Planer/ Van Backhoe Scraper HIGH VISIBILITY CLOTHING FOR HEAVY & HIGHWAY CONSTRUCTION Standards and Regulations ANSI/ISEA 107 U.S. Federal Highway Administration This standard provides performance criteria for Manual on Uniform Traffic Control Devices Several agencies of the the materials to be used in high visibility PPE, (MUTCD) 6D.03 (2009): All workers, including specifies minimum areas and, where appropri- emergency responders, within the right-of-way federal U.S. government ate, recommends placement of the materials. who are exposed either to traffic