Robert Sorby Catalogue 2017.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
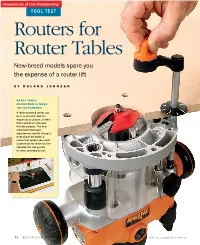
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -

Frame Design by David Lantrip, MCPF, GCF Framing Stained Glass
Frame Design by David Lantrip, MCPF, GCF Framing Stained Glass skilled framer needs to be prepared to han- dle just about any form of artwork a cus- Atomer presents. Artwork that is seen less often can test a framer’s nerves since the particular needs and framing methods of that type of art might not come readily to mind. This is precisely why framers need to be prepared beforehand. After all, the design counter is not the place to learn about framing new type of artwork if the customer is to have confidence that the job will be done right. One such type of art is stained glass. Despite the fact that stained glass as an art has existed for 1,000 years, it’s not every day that someone brings a piece in to be framed. Displaying stained glass Traditional stained glass work, such as may seem intimidating, that found in but it can be framed churches and important build- and handled routinely ings, is worked in Stained glass worked in the Tiffany method midway through the lead came the soldering process. Once the soldering is complete, a small by following a few metal frame is applied, the solder has a patina applied, and the method. Relatively entire piece is cleaned and polished. basic design principles large pieces of glass, cut to shape, are held within H-shaped channels of lead known as foil strip, usually about ¼” wide, to the edge of the “came.” The ends of the came are soldered to adja- individual pieces of glass, burnishing and folding it cent pieces, and the glass is held tight with mastic to either side of the glass. -

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -
Woodturning Magazine Index 1
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

Special Edition
www.bearing-news.com SPECIAL EDITION ISSUE 202018 • P918438 BEARING INDUSTRY MAGAZINE SKF EITAN VESELY BEARINGS FOR THE FOOD & BEVERAGE INDUSTRY [email protected] or +44 (0) 1227 793 334 In our industry, the highest standard we can achieve for our Quality Management System is the ISO 9001 certification - awarded by TUV Rheinland. It is the global benchmark that guarantees a total focus on customer service and continual improvement. www.zen.biz All at ZEN Group Wish You Merry Christmas and a Happy New Year ! Online BEARING EXPO & B2B MEETINGS in 2021 Publisher Together with this new special edition of the interview that highlights the current technological BEARINGNEWS COMMV BearingNEWS magazine, I am pleased to announce the level and where the bearing industry is heading to. Camille Huysmanslaan 27/15 online BEARING EXPO & B2B MEETINGS event 2020 Antwerpen - BELGIUM on 15 – 17 March 2021. BEARING EXPO & B2B Mergers & Acquisitions MEETINGS is a unique chance and perfect opportunity More than ever before, small, and medium size Phone : +32 (0)489 32 85 21 Fax : +32 (0)3 303 52 82 to catch the moment and expand bearing and power bearing, and power transmission companies E-mail : [email protected] transmission companies digital presence worldwide are willing to move into strategic mergers and Web : www.bearing-news.com through this first ever, top tier online organization. long-term partnerships. An overview of M&A projects and specific acquisition searches by ICT Do not let the travel restrictions thwart your product Advisory Division can be read on page 40-41. -

Drill Bits 101 I've Used Dowels in a Variety of Woodworking Projects
Drill Bits 101 I’ve used dowels in a variety of woodworking projects having bought myself a pretty decent doweling jig a few years ago. The jig itself came with a twist drill bit for each of the three dowel sizes. For my dowel joinery I often need to drill holes of two different depths; so sometimes it is handy to have two bits of the same diameter with stops set at the different depths. One day I inadvertently was using both a twist bit and a brad point bit and noticed very different results. For example, drilling into end grain was far more difficult with a brad point bit than with the twist bit. All of this got me wondering about the different types of woodworking drill bits. Hence my investigation into the family tree of woodworking drill bits. Note that many drill bits may be multi-purpose, but generally speaking there are different families of bits for plastic, metal(s), tile, and masonry, etc. The basic job of a drill bit of course is to stay centered and not wander, cut the wood to form a round hole, and eject the chips. Seems simple, but not so perhaps, which is why there are so many types of drill bits and even options on lips, lands, flutes, margins, and other design elements – details beyond the scope of Bevel Cut. Of all the types, the common twist drill, invented by Steven Morse in 1863 and covered in US Patent 38119 is the simplest. The V-angle of the tip can vary from 60 to 118 degrees, with the latter being most common in today’s hardware stores according to my own research. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -

6 W Elding Accessories Tungsten Electrodes Magnesium Aluminum
Sylvania Tungsten Vendor Code: SYL Tungsten Electrodes Magnesium Magnesium alloys are in 3 groups. They are: (1) aluminum-zinc-magnesium, (2) aluminum-magnesium and (3) manganese-magnesium. Since magnesium will absorb a number of harmful ingredients and oxidize rapidly when subjected to welding heat, TIG welding in an inert gas atmosphere is distinctly advantageous. The welding of magnesium is similar, in many respects, to the welding of aluminum. Magnesium was one of the first metals to be welded commercially by the inert-gas nonconsumable process (TIG). Accessories Welding Aluminum The use of TIG welding for aluminum has many advantages for both manual and automatic processes. Filler metal can be either wire or rod and should be compatible with the base alloy. Filler metal must be Ground Dia. Length Electrodes dry, free of oxides, grease or other foreign matter. If filler metal becomes damp, heat for 2 hours at Part No. (inches) (inches) 250˚ F before using. Although AC high-frequency stabilized current is recommended, DC reverse polarity 0407G .040 7 has been successfully used for thicknesses up to 3/32". 1167G 1/16 7 Stainless Steel Pure 3327G 3/32 7 In TIG welding of stainless steel, welding rods having the AWS-ASTM prefixes of E or ER can be used as 187G 1/8 7 filler rods. However, only bare uncoated rods should be used. Stainless steel can be welded using AC high frequency stabilized current, however, for DC straight polarity current recommendations must be increased 5327G 5/32 7 6 25%. Light gauge metal less than 1/16" thick should always be welded with DC straight polarity using 0407GL .040 7 argon gas. -

Dual Marking Gauge
Dual Marking Gauge U.S. Des. Pat. No. D677,179 The Veritas® Dual Marking Gauge has two rods mounted eccentrically in the reference face. One rod has a non-rotating wheel cutter whose bevel faces the reference face (outside cutter) and the other has a non-rotating wheel cutter whose bevel faces away from it (inside cutter), allowing the gauge to be used in a wide range of applications. The hardened steel wheel cutters cut wood fi bers rather than tear them, and produce fi ne cut- lines, ideal for chisel registration. The most common use for this gauge would be as a mortise gauge for scribing both sides of a mortise. Unlike other mortise gauges, the cutters on the Veritas Dual Marking Gauge are used independently, scribing just one line at a time. As a result, this marking gauge can be used anywhere a project requires repeated marking of two dimensions. The individual wheel cutters can be completely retracted into the reference face, and the gauge can function as a single-cutter marking gauge. For most traditional uses, the outside cutter (bevel facing the reference face) would be used; however, for thicknessing a workpiece, the inside cutter (bevel facing away from the reference face) would be used. The eccentric confi guration of the rods maximizes the size of the reference surface, while maintaining the overall size of the gauge. The short side can also be used if space is restricted. As an added advantage, the eccentric nature means this gauge is much less likely to roll off the work surface.