A Tma Manthan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Brief Description of PAREJ EAST OCP
Brief Description of PAREJ EAST OCP (Proposed Coal Production Capacity 1.75 MTPA) 1.0 Background: The Project Report for Parej East OCP was sanctioned in March, 1993 at an estimated initial capital investment of Rs.116.19 crore for a rated capacity of 1.75 M.Te of ROM coal per annum. Parej East OCP contains ‘F’/WG-IV grade (Avg.) coal in seams from Seam-II (B) to Seam- V. A RPR for Parej East OCP has also been prepared in September, 1999. The project has obtained Environmental Clearance from MoEFCC for a rated capacity of 1.75 MTPA vide letter no: J-11015/36/89-IA-II(M) Dt. 23.11.1992. The details of previous production are as given below: Coal Produced Year (MTPA) 1992-93 0.00 1993-94 0.00 1994-95 0.35 1995-96 0.63 1996-97 0.80 1997-98 0.70 1998-99 0.54 1999-00 0.89 2000-01 1.38 2001-02 1.41 2002-03 1.66 2003-04 1.62 2004-05 1.66 2005-06 1.62 2006-07 1.30 2007-08 1.35 2008-09 1.36 2009-10 1.38 2010-11 1.10 2011-12 1.20 2012-13 0.93 2013-14 1.05 2014-15 1.06 2015-16 1.03 2016-17 0.92 2017-18 0.79 1.1 Purpose of the report 1 The project has obtained environmental clearance for 1.75 MTPA and 459.61 Ha project area including forest in Safety Zone. -

Jh G Ha Go Ar Odd Kh Da Ha a and D
DISTRICT SURVEY REPORT OF SAND GOGODDADA JHHAARKHAHAND Content Table Sl. Content Page No. No. 1. Introduction 2-3 2. Overview of Mining Activity in the District 3 3. The List of Mining Leases in the District with 4-9 location, area and period of validity 4. Details of Royalty or Revenue received in last three 9 years 5. Detail of Production of Sand or Bajari or minor 9 mineral in last three years 6. Process of Deposition of Sediments in the rivers of 9-10 the District 7. General Profile of the District 10 8. Land Utilization Pattern in the district: Forest, 10 Agriculture, Horticulture, Mining etc. 9. Physiography of the District 11-12 10. Rainfall: month-wise 13 11. Geology and Mineral Wealth 13-16 12. General Recommendations 17-18 12. Annexure- I 19-22 13. Annexure- II 23-24 14. Annexure- III 25 INTRODUCTION: As per the guidelines issued in Para 7 (iii) of Part-II- Section-3-Sub Section (ii) of Extraordinary Gazette of MoEF&CC, Government of India, New Delhi dated 15.01.2016 and in concurrence to directives issued by the Chief Secretary to Government, Government of Jharkhand vide letter no. 1874/C.S. dated 01/08/17 a District Survey Report (DSR) is to be prepared for each district in Jharkhand. The main spirit of preparing this report is to encourage Sustainable Mining and development. In this direction a team comprising of Mines and Geology, Irrigation, or Remote Sensing departments were given the task for preparing this report. An extensive field work was carried on 28/08/2017 and 29/08/2017 by the members of the committee to assess the possibilities of sand mining in the Godda district. -
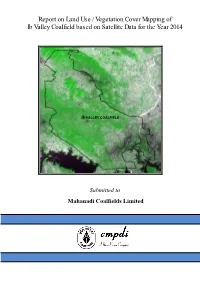
Report on Land Use / Vegetation Cover Mapping of Ib Valley Coalfield Based on Satellite Data for the Year 2014
Report on Land Use / Vegetation Cover Mapping of Ib Valley Coalfield based on Satellite Data for the Year 2014 IB VALLEY COALFIELD Submitted to Mahanadi Coalfields Limited CMPDI Report on Land Use/ Vegetation Cover Mapping of Ib Valley Coalfield based on Satellite data for the year 2014 Submitted to Mahanadi Coalfields Limited Sambalpur March - 2015 Remote Sensing Cell Geomatics Division CMPDI (HQ), Ranchi Job No 561410027 Page i CMPDI Document Control Sheet (1) Job No. RSC-561410027 (2) Publication Date March 2015 (3) Number of Pages 28 (4) Number of Figures 07 (5) Number of Tables 06 (6) Number of Plates 02 (7) Number of Drawings 01 Land use/ Vegetation Cover mapping of Ib Valley (8) Title of the Report Coalfield using satellite data of the year 2014. Preparation of land use/vegetation cover map of Ib Valley (9) Aim of the Report Coalfield on 1:50,000 scale based on Landsat 8 (OLI) satellite data for creating the geo-environmental database. Remote Sensing Cell (10) Executing Unit Geomatics Division Central Mine Planning & Design Institute Ltd. Gondwana Place, Kanke Road, Ranchi (11) User Agency Mahanadi Coalfields Limited, Sambalpur Ms. A. Biswas, DyM(Geology) (12) Author Mr. N. P. Singh, GM(Geomatics) (13) Security Restriction Restricted Circulation (14) No. of Copies 6 (15) Distribution Statement Official Job No 561410027 Page ii CMPDI List of Figures 1. Map of India showing the location of Ib Valley Coalfield. 2. Remote Sensing Radiation System. 3. Electromagnetic Spectrum 4. Expanded Diagram of the visible and infrared regions. 5. Methodology of Land use/ Vegetation cover mapping. -

Annual Report 2018-2019
ANNUAL REPORT 2018-2019 STATE POLLUTION CONTROL BOARD, ODISHA A/118, Nilakantha Nagar, Unit-Viii Bhubaneswar SPCB, Odisha (350 Copies) Published By: State Pollution Control Board, Odisha Bhubaneswar – 751012 Printed By: Semaphore Technologies Private Limited 3, Gokul Baral Street, 1st Floor Kolkata-700012, Ph. No.- +91 9836873211 Highlights of Activities Chapter-I 01 Introduction Chapter-II 05 Constitution of the State Board Chapter-III 07 Constitution of Committees Chapter-IV 12 Board Meeting Chapter-V 13 Activities Chapter-VI 136 Legal Matters Chapter-VII 137 Finance and Accounts Chapter-VIII 139 Other Important Activities Annexures - 170 (I) Organisational Chart (II) Rate Chart for Sampling & Analysis of 171 Env. Samples 181 (III) Staff Strength CONTENTS Annual Report 2018-19 Highlights of Activities of the State Pollution Control Board, Odisha he State Pollution Control Board (SPCB), Odisha was constituted in July, 1983 and was entrusted with the responsibility of implementing the Environmental Acts, particularly the TWater (Prevention and Control of Pollution) Act, 1974, the Water (Prevention and Control of Pollution) Cess Act, 1977, the Air (Prevention and Control of Pollution) Act, 1981 and the Environment (Protection) Act, 1986. Several Rules addressing specific environmental problems like Hazardous Waste Management, Bio-Medical Waste Management, Solid Waste Management, E-Waste Management, Plastic Waste Management, Construction & Demolition Waste Management, Environmental Impact Assessment etc. have been brought out under the Environment (Protection) Act. The SPCB also executes and ensures proper implementation of the environmental policies of the Union and the State Government. The activities of the SPCB broadly cover the following: Planning comprehensive programs towards prevention, control or abatement of pollution and enforcing the environmental laws. -
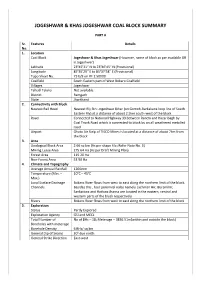
Jogeshwar & Khas Jogeshwar Coal Block Summary
JOGESHWAR & KHAS JOGESHWAR COAL BLOCK SUMMARY PART A Sr. Features Details No. 1. Location Coal Block Jogeshwar & Khas Jogeshwar (However, name of block as per available GR is Jogeshwar) Latitude 23045’31” N to 23046’45” N (Provisional) Longitude 85035’29” E to 85037’58” E (Provisional) Topo Sheet No. 73 E/9 on RF 1:50000 Coalfield South Eastern part of West Bokaro Coalfield Villages Jogeshwar Tehsil/ Taluka Not available District Ramgarh State Jharkhand 2. Connectivity with Block Nearest Rail Head Nearest Rly Stn: Jogeshwar Bihar (on Gomoh-Barkakana loop line of South Eastern Rly) at a distance of about 2.5km south-west of the block Road Connected to National Highway 33 between Ranchi and Hazaribagh by Coal Trunk Road which is connected to block by an all weathered metalled road Airport Ghato Air Strip of TISCO Mines is located at a distance of about 7km from the block 3. Area Geological Block Area 2.66 sq km (As per shape file; Refer Note No. 3) Mining Lease Area 275.64 Ha (As per Draft Mining Plan) Forest Area 115.20 Ha Non-Forest Area 53.90 Ha 4. Climate and Topography Average Annual Rainfall 1200mm Temperature (Min. – 100C – 450C Max.) Local Surface Drainage Bokaro River flows from west to east along the northern limit of the block. Channels Besides this , four perennial nalas namely Lachman Hir, Bisramihir, Sankattwa and Hathwa Jharna are located in the eastern, central and western parts of the block respectively Rivers Bokaro River flows from west to east along the northern limit of the block 5. -
Coalmine Methane Under Indian Mining Scenario
Coalmine Methane Under Indian Mining Scenario CMM under Indian Mining Scenario • In India coal is a reliable energy resource due to limited availability of petroleum and natural gas. • Coal based non-conventional energy is poised to play a major role in India as : 9 It would bridge the gap between demand and availability of conventional energy source 9 International trading scenario in energy sector has been stormy 9 Environmental concerns has given impetus to clean coal technologies. • Under the scenario, Coalbed Methane (CBM) and its subsets like Coal Mine Methane (CMM) and Abandoned Mine Methane (AMM) may find important place in Indian Energy scenario in coming years. CMM under Indian Mining Scenario Development of CBM in India • Out of different sub-sets of Coalbed Methane (CBM), CBM from the deep lying coal deposits (VCBM) has been pursued. • So far 16 Coalbed Methane (VCBM) blocks have been allotted under CBM policy of GoI covering an area of 7807 sq. km and prognosticated CBM resource of 825 BCM. • 10 more blocks have been opened for global bidding. • Several core wells/pilot wells have been drilled in the allotted blocks and are giving encouraging results. • Few operators are planning commercial production from 2007- 08. • The total production potentiality in the allotted blocks is 23 MMSCMD, which is about 10% of the existing Natural Gas demand. CMM under Indian Mining Scenario Coal Mine Methane and Abandoned Mine Methane • Coal Mine Methane (CMM)/ Abandoned Mine Methane (AMM) also subset of CBM is related to mining activities and as per MOU between MoC and MoP&NG, coal producing companies have right of CBM exploitation in their working mines including pre and post mining operations. -

River Action Plan Damodar
ACTION PLAN FOR REJUVENATION OF DAMODAR RIVER IN JHARKHAND JHARKHAND STATE POLLUTION CONTROL BOARD, DHURWA, RANCHI, JHARKHAND-834004 CONTENT CHAPTER I ❖ BACKGROUND ❖ INTRODUCTION ❖ PHYSIOGRAPHY ❖ WATER RESOURCES & RAINFALL ❖ ANNUAL RAINFALL ❖ DEVIATION OF RAINFALL ❖ SEASONAL RAINFALL ❖ RAINFALL TREND IN RABI SEASON ❖ AVERAGE MOTHLY RAINFALL ❖ MOVING AVERAGE OF THE RAINFALL ❖ EXTREME EVENT ANALYSIS ❖ SURFACE WATER RESOURCES ❖ GROUND WATER RESOURCES ❖ DRAINAGE SYSTEM AND MAPS CHAPTER II DAMODAR RIVER BASIN RIVER COURSE AND MAJOR TRIBUTARIES CHAPTER III- SOCIO-ECONOMIC IMPORTANCE ❖ WATER RESOURCES AND ITS USES ❖ MINING AND INDUSTRIAL ACTIVITIES ❖ NATURAL AND ANTHROPOGENIC HAZARDS ❖ IDENTIFIED STRETCHES FOR REDUCING POLLUTION CHAPTER IV- ACTION PLAN ❖ ACTION PLAN- SHORT TERM AND LONG TERM ACTION AND THE IDENTIFIED AUTHORITIES FOR INITIATING ACTIONS AND THE TIME LIMITS FOR ENSURING COMPLIANCE ❖ SHORT TERM AND LONG TERM ACTION PLANS FOR REJUVENATION OF RIVERS AND THE IMPLEMENTING AGENCIES RESPONSIBLE FOR EXECUTION OF THE ACTION PLANS AND THE TIME LIMITS ARE GIVEN IN TABLE AS BELOW ❖ PROPOSED ACTION PLAN BY VARIOUS DEPARTMENT OF GOVT. OF JHARKHAND ❖ PROPOSED ACTION PLAN FOR RESTORATION OF JHARKHAND RIVERS ❖ ACTION PLAN AT VILLAGE LEVEL ❖ TIMELINES FOR IMPLEMENTATION OF MODEL RESTORATION PLAN in 2019- 2020 and 2020-2021 Chapter-1 JHARKHAND & ITS WATER RESOURCES 1.1 BACKGROUND:-Hon’ble National Green Tribunal passed the following orders in OA No. 673/2018 & M.A. No. 1777/2018 titled News item published in “The Hindu “authored by Shri Jacob Koshy titled “More river stretches are now critically polluted: CPCB on 20.09.2018 as per excerpts below. “The issue taken up for consideration in this matter is abatement of pollution in 351 river stretches in the country, identified as such by the Central Pollution Control Board (CPCB). -

Inner Front.Pmd
BUREAU’S HIGHER SECONDARY (+2) GEOLOGY (PART-II) (Approved by The Council of Higher Secondary Education, Odisha, Bhubaneswar) BOARD OF WRITERS (SECOND EDITION) Dr. Ghanashyam Lenka Dr. Shreerup Goswami Prof. of Geology (Retd.) Professor of Geology Khallikote Autonomous College, Berhampur Sambalpur University, Jyoti Vihar, Burla Dr. Hrushikesh Sahoo Dr. Sudhir Kumar Dash Emeritus Professor of Geology Reader in Geology Utkal University, Vani Vihar, Bhubaneswar Sundargarh Autonomous College, Sundargarh Dr. Rabindra Nath Hota Dr. Nabakishore Sahoo Professor of Geology Reader in Geology Utkal University, Vani Vihar, Bhubaneswar Khallikote Autonomous College, Berhampur Dr. Manoj Kumar Pattanaik Lecturer in Geology Khallikote Autonomous College, Berhampur BOARD OF WRITERS (FIRST EDITION) Dr. Satyananda Acharya Mr. Premananda Ray Prof. of Geology (Retd.) Reader in Geology (Retd.) Utkal University, Vani Vihar, Bhubaneswar Utkal University, Vani Vihar, Bhubaneswar Mr. Anil Kumar Paul Dr. Hrushikesh Sahoo Reader in Geology (Retd.) Professor of Geology Utkal University, Vani Vihar, Bhubaneswar Utkal University, Vani Vihar, Bhubaneswar Dr. Rabindra Nath Hota Reader in Geology, Utkal University, Vani Vihar, Bhubaneswar REVIEWER Dr. Satyananda Acharya Professor of Geology (Retd) Former Vice Chancellor of Utkal University, Vani Vihar, Bhubaneswar Published by THE ODISHA STATE BUREAU OF TEXTBOOK PREPARATION AND PRODUCTION Pustak Bhawan, Bhubaneswar Published by: The Odisha State Bureau of Textbook Preparation and Production, Pustak Bhavan, Bhubaneswar, Odisha, India First Edition - 2011 / 1000 Copies Second Edition - 2017 / 2000 Copies Publication No. - 194 ISBN - 978-81-8005-382-5 @ All rights reserved by the Odisha State Bureau of Textbook Preparation and Production, Pustak Bhavan, Bhubaneswar, Odisha. No part of this publication may be reproduced in any form or by any means without the written permission from the Publisher. -
How Coal Mining Is Trashing Tigerland
Author Contact Ashish Fernandes Ashish Fernandes [email protected] Research coordination & North Karanpura case study Nandikesh Sivalingam Kanchi Kohli [email protected] Research Photo Editor Aishwarya Madineni, Vikal Samdariya, Arundhati Sudhanshu Malhotra Muthu and Preethi Herman Design GIS Analysis Aditi Bahri Ecoinformatics Lab, ATREE (Kiran M.C., Madhura Cover image Niphadkar, Aneesh A., Pranita Sambhus) © Harshad Barve / Greenpeace Acknowledgments Image Sudiep Shrivastava for detailed inputs on the Forests of Sanjay Dubri Tiger Hasdeo-Arand and Mandraigarh sections, Kishor Reserve near Singrauli coalfield Rithe for inputs on the Wardha and Kamptee © Dhritiman Mukherjee / Greenpeace sections, Bulu Imam and Justin Imam for their expertise on the North Karanpura section, Biswajit Printed on 100% recycled paper. Mohanty for feedback on the Talcher and Ib Valley sections and Belinda Wright for feedback on the Sohagpur and Singrauli sections. CONTENTS Executive Summary 01 9. Hasdeo-Arand (Chhattisgarh) 51 10. West Bokaro (Jharkhand) 55 Introduction 09 Central India,Tigers, Corridors and Coal 11. North Karanpura (Jharkhand) 60 How Coal is Trashing Tigerland 17 Case Study I 63 The North Karanpura Valley - On the edge Methodology 21 12. Wardha (Maharashtra) 00 Coalfield Analysis 25 13. Kamptee (Maharashtra) 00 1. Singrauli (Madhya Pradesh - Chhattisgarh) 27 Case Study II 87 2. Sohagpur (Madhya Pradesh - Chhattisgarh) 33 Chandrapur’s tigers - Encircled by coal 3. Sonhat (Chhattisgarh) 35 4. Tatapani (Chhattisgarh) 37 Alternatives: Efficiency and Renewables 101 5. Auranga (Jharkhand) 39 References 109 6. Talcher (Odisha) 41 Glossary 7. Ib Valley (Odisha) 47 110 8. Mandraigarh (Chhattisgarh) 49 Endnotes 111 EXECUTIVE SUMMARY As India’s national animal, the Royal Bengal Tiger Panthera tigris has ostensibly been a conservation priority for current and past governments. -

AGENDA for the MEETING of FOREST ADVISORY COMMITTEE SCHEDULED to BE HELD on 30Th AUGUST, 2018
AGENDA FOR THE MEETING OF FOREST ADVISORY COMMITTEE SCHEDULED TO BE HELD ON 30th AUGUST, 2018 Sandeep Sharma, AIGF (FC) S. Page File No. Name of the proposal State Area (ha.) Category No. No. 1. Gangaramchak & Gangaramchak-Bhadulia Coal Mine ( open 8-45/2018-FC West Bengal 101.77 Mining 3 cast ) Proposal for according permission or use of 0.64 ha of forest land within total forest land of 249 ha located inside Rabipur 2. reserved forest land in Talcher forest Range of Angul forest 8-04/2015-FC Orissa 0.64 Mining 9 division for under exploratory drilling of 16 no. of boreholes @0.04 ha each in forest area of Chandrabila Coal block of Angul district, Odisha. Diversion of 249.90 ha of forest land in village Prasabera, 3. Kedla, Duni and Barughuttu in West Bokaro Colliery, in 8-80/2010-FC Jharkhand 249.90 Mining 13 favour of M/s Tata Steel Ltd. Ramgarh forest division, district Hazaribagh, Jharkhand. Diversion of 162.394 ha. (159.064 ha+3.33ha of safety zone) of forest land for Tubed Coal Block in favour of Tubed Coal 4. 8-24/2013-FC Jharkhand 162.39 Mining 25 Mines Limited in Latehar district in the state of Jharkhand- pending since 2014. Proposal for prior approval under section 2 (iii) of forest (conservation) act, 1980 for 229.00 ha forest land for 5. 8-82/2016-FC Maharashtra 229.00 Mining 27 Limestone Mining at village Naokari-Kusumbi, distt. Chandrapur in favour of M/s Manikgarh Cement Ltd. Diversion of 48.83 ha of forest land for Construction of Markatola Tank in favour of Water resource department, 6. -

Inventory of Geological Resource of Indian Coal I/ 1
Table-1 INVENTORY OF GEOLOGICAL RESOURCE OF INDIAN COAL (As on 01.04.2010) (Resource in million tonne) State/ Coalfield/ Type of coal Depth Proved Indicated Inferred Inferred Total (Exploration) (Mapping) 1 2 3 4 5 6 7 WEST BENGAL 1.RANIGANJ COALFIELD MEDIUM COKING 0-300 194.70 1.60 0.00 196.30 300-600 15.30 16.90 0.00 32.20 MEDIUM COKING Total 210.00 18.50 0.00 228.50 SEMI-COKING 0-300 45.75 14.19 0.00 59.94 300-600 109.51 113.23 23.48 246.22 600-1200 32.79 305.07 144.75 482.61 SEMI-COKING Total 188.05 432.49 168.23 788.77 NON-COKING COAL 0-300 9544.54 1865.79 260.99 11671.32 300-600 1682.46 3444.57 2345.87 7472.90 600-1200 13.22 1887.28 1668.82 3569.32 NON-COKING Total 11240.22 7197.64 4275.68 22713.54 TOTAL FOR RANIGANJ 11638.27 7648.63 4443.91 23730.81 2.BARJORA COALFIELD NON-COKING COAL 0-300 114.27 0.00 0.00 114.27 NON-COKING Total 114.27 0.00 0.00 114.27 TOTAL FOR BARJORA 114.27 0.00 0.00 114.27 3.BIRBHUM COALFIELD NON-COKING COAL 0-300 0.00 609.96 40.01 649.97 300-600 0.00 3597.38 523.19 4120.57 600-1200 0.00 1173.64 48.58 1222.22 NON-COKING Total 0.00 5380.98 611.78 5992.76 TOTAL FOR BIRBHUM 0.00 5380.98 611.78 5992.76 4.DARJEELING COALFIELD NON-COKING COAL 0-300 0.00 0.00 15.00 15.00 NON-COKING Total 0.00 0.00 15.00 15.00 TOTAL FOR DARJEELING 0.00 0.00 15.00 15.00 TOTAL FOR WEST BENGAL 11752.54 13029.61 5070.69 29852.84 JHARKHAND 5.RANIGANJ COALFIELD MEDIUM COKING 0-300 220.00 8.87 0.00 228.87 300-600 49.23 8.30 0.00 57.53 MEDIUM COKING Total 269.23 17.17 0.00 286.40 SEMI-COKING 0-300 51.40 0.00 0.00 51.40 300-600 0.00 40.00 -

THE Pctbolflcital I P E S I C a T F O M the DALTON GANJ AND
THE PCTBOLflCItAL IPESICATfOM OJb^ THE DALTON GANJ AND HUTARCOALS, PALAMAU DISTRICT BIHAR THESIS SUBMITTED IN LIEU OF PAPER-IV FOR THE PARTIAL FULFILMENT OF THE DEGREE OF MASTER OF SCIENCE IN GEOLOGY. AT THE ALIGARH MUSLIM UNIVERSITY ALIGARH 1967 By S. Shajar Ali Naqvi Exam. Roll No. 534 Enroll. No G636 T775 f77> C 0 N T E H T S IHTRODUGTIOJI 1 CHAPTER - I. GEOLOGY OP THE DALTONGANJ AJ]D 4 hUTAE COALFIELDS The Gondwana System 4 The Daltonganj Coalfield 5 Introduction 5 c'revious Work 6 Succession 6 General Structure 7 Igneous Intrusions 8 Lithology 9 Coal Seams 11 TISTIUTAR COALFIELD 13 Goal Seams 14 CHAPTER-II DIRECTION OP CLEAT IN T HE EAJHARA- 16 C:ALS (DALTONGANJ COALf^IELD) Cleat in the Rajhara bottom Sgam 18 Claat in the Pandv/a bottom Seam 19 GHi\PTER-III FRJXII.1ATE ANALYSES OP TES 22 DALTONGANJ GOALS PEOXIMTE ANALYSES OP TEE 33 HUTAR COALS CHAPTER-IV MICROSCOPIC STUDY OF THE 35 DALTONGANJ AtlD HUTAR COALS The Drltongsnj Coals 35 I^e Hutar Coals 36 Rocic Type Analyses 36 cont^. PAGE MICROSTFJJCrUKES OF TEE DALTONGANJ 37 km HTJTAB COALS 1!he Daltonganj Coals 37 The Hutar Coals 40 QUmUBJ & CONCLUSIOUS 43 BIELIOGRAPIiY 46 ..1- IHTRODTJGTION Hhe Daltonganj and the Hutar coalfields are situated in the Palamau district of Bihar. The first discovery of the coal ¥/as made in these fields in 1779, north of the Koel river. 'Ihe mining in these coalfields continued in a small scale till 1901, when Daltonganj ?/as connected with the main line of East Indian Railv/ay.