De La Moissonneuse-Batteuse À L'airbus A380 En Passant Par L
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Bloodhound Guided Missile and the Hawker Harrier “Jump Jet”
Draft for joint Herbert Simon Institute/Manchester Institute of Innovation Research Seminar, 1st April 2011 Practice in Communities: how engineers create solutions ‐ the Bloodhound Guided Missile and the Hawker Harrier “jump jet”. Jonathan Aylen* and Mike Pryce* Manchester Institute of Innovation Research Manchester Business School University of Manchester “Every aeroplane is different ‐ a self‐optimising shambles” Ralph Hooper, Harrier project designer Aerospace engineers face the task of developing a project from overall design concept through to working prototype and on into sustained use. Engineers often work in small groups when developing an initial concept. Once the basic concept has been agreed they may work in similarly small groups, or as part of larger teams to develop key components of a system. At this stage key design tasks are defined and delegated and then the resulting components are tested and integrated to build a prototype (Vincenti, 1990). Individual sub‐assemblies are usually developed in parallel. So, aeronautical engineering is often seen as a cyclical process of analysis and synthesis, although in practice it is seldom so neat and linear, as the opening quote from a leading practitioner, Ralph Hooper, illustrates. The nature of engineering design is complex, with designers having to cope with many systems and components interacting in dynamic ways. The breadth and depth of knowledge required means no one person can carry out all the tasks of engineering design. Group or team working is essential. Engineering design is an innately social activity. However, mastering the specific skills of any one discipline, and also learning how to utilise the knowledge gained within the group or team, often depends on the abilities of key individuals. -

Pegasus Vectored-Thrust Turbofan Engine
Pegasus Vectored-thrust Turbofan Engine Matador Harrier Sea Harrier AV-8A International Historic Mechanical Engineering Landmark 24 July 1993 International Air Tattoo '93 RAF Fairford The American Society of Mechanical Engineers I MECH E I NTERNATIONAL H ISTORIC M ECHANICAL E NGINEERING L ANDMARK PEGASUS V ECTORED-THRUST T URBOFAN ENGINE 1960 T HE B RISTOL AERO-ENGINES (ROLLS-R OYCE) PEGASUS ENGINE POWERED THE WORLD'S FIRST PRACTICAL VERTICAL/SHORT-TAKEOFF-AND-LANDING JET AIRCRAFT , THE H AWKER P. 1127 K ESTREL. USING FOUR ROTATABLE NOZZLES, ITS THRUST COULD BE DIRECTED DOWNWARD TO LIFT THE AIRCRAFT, REARWARD FOR WINGBORNE FLIGHT, OR IN BETWEEN TO ENABLE TRANSITION BETWEEN THE TWO FLIGHT REGIMES. T HIS ENGINE, SERIAL NUMBER BS 916, WAS PART OF THE DEVELOPMENT PROGRAM AND IS THE EARLIEST KNOWN SURVIVOR. PEGASUS ENGINE REMAIN IN PRODUCTION FOR THE H ARRIER II AIRCRAFT. T HE AMERICAN SOCIETY OF M ECHANICAL ENGINEERS T HE INSTITUTION OF M ECHANICAL ENGINEERS 1993 Evolution of the Pegasus Vectored-thrust Engine Introduction cern resulted in a perceived need trol and stability problems associ- The Pegasus vectored for combat runways for takeoff and ated with the transition from hover thrust engine provides the power landing, and which could, if re- to wing-borne flight. for the first operational vertical quired, be dispersed for operation The concepts examined and short takeoff and landing jet from unprepared and concealed and pursued to full-flight demon- aircraft. The Harrier entered ser- sites. Naval interest focused on a stration included "tail sitting" types vice with the Royal Air Force (RAF) similar objective to enable ship- exemplified by the Convair XFY-1 in 1969, followed by the similar borne combat aircraft to operate and mounted jet engines, while oth- AV-8A with the United States Ma- from helicopter-size platforms and ers used jet augmentation by means rine Corps in 1971. -

A Harrier GR.9, ZD 406, Royal Navy Naval Strike Wing, RAF Station Cottesmore, 2009
Harrier GR.7/9 BRITISH FIGHTER 1/48 SCALE PLASTIC KIT #1166 INTRO The development of precision-attack missiles with a nuclear warhead during the 1950s changed strategic military doctrine dramatically. It became obvious that large military air bases would become easy targets that could be wiped out by a single, precise strike. This prompted French aircraft designer Michel Wibault to wonder, in 1955, if NATO might not be making a mistake by constructing some 100 new 'field' bases called Basic Operational Platforms (BOP) alongside the border of the Eastern Block. Instead, Whibault proposed the development of an aircraft with VTOL (Vertical Take-off and Landing) capability, eliminating the need for the proposed air bases. First drawings The VTOL (Vertical Take off and Landing) concept is not a new idea. Several VTOL aircraft were proposed during World War II, but it was the dawn of the jet era that brought new possibilities, first tested with Rolls-Royces´ Bedstead flying device. A real aircraft followed in the form of the Short SC.1 prototype, using four RB.108 turbojets pointing downward with a fifth pointing to the rear for forward propulsion, but it was quite obvious such a layout was ineffective. Instead, Wibault proposed a single powerful gas turbine, driving four high-capacity movable blowers via shafts. There was not too much interest at Dassault, but it attracted the attention of USAF colonel Johnny Driscoll, who was then commander of the Paris based MWDP (Mutual Weapons Development Program). He presented Wibaults´ plans to Theodore von Karman and the famous engineer and physicist was impressed. -

L'arsenal De L'aéronautique
L’impressionnant bimoteur prototype VG 10-02 en cours de montage durant l’hiver 1944-1945. L’Arsenal de l’aéronautique Ce devait être une société laboratoire, un modèle. Ce ne fut qu’un constructeur de plus, mais ses ingénieurs avec l’assistance des Centre d’essais mirent au point toutes les techniques modernes. 1 Capable d’enterrer les meilleures idées et les projets les plus utiles, le corbillard de la mort est un vé- hicule commandé par trois forts leviers : la bêtise, la mollesse et la fainéantise. On repère le premier à son inscription : « je ne sais pas », le second porte la mention : « je ne veux pas », le troisième : « ce n’est pas à moi de la faire ». Gérard Hartmann, 33 ans d’expérience professionnelle. 2 Une société modèle Dans les années trente, les députés (qui votent les budgets) et les dirigeants militaires français réalisent que par suite de manque de concentration et de partage des compétences, l’industrie aéronautique nationale a pris du re- tard par rapport aux grandes nations étrangè- res, Allemagne, Italie, Russie, Etats-Unis, Grande-Bretagne. C’est pourquoi ils décident de doter la France des structures adéquates. Avant même l’arrivée au pouvoir du Front po- pulaire, le rapporteur du budget de l’Air, le député socialiste Pierre Renaudel (1871-1935) défend l’idée d’une « société d’étude et de construction aéronautique modèle » (d’Etat). Ce sera L’Arsenal de l’aéronautique. La Grande soufflerie de Chalais-Meudon, inaugurée en 1934. Le Centre d’Essais des Moteurs et des Hélices de l’aviation militaire française passe sous le contrôle du ministère de l’Air. -
The Connection
The Connection ROYAL AIR FORCE HISTORICAL SOCIETY 2 The opinions expressed in this publication are those of the contributors concerned and are not necessarily those held by the Royal Air Force Historical Society. Copyright 2011: Royal Air Force Historical Society First published in the UK in 2011 by the Royal Air Force Historical Society All rights reserved. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical including photocopying, recording or by any information storage and retrieval system, without permission from the Publisher in writing. ISBN 978-0-,010120-2-1 Printed by 3indrush 4roup 3indrush House Avenue Two Station 5ane 3itney O72. 273 1 ROYAL AIR FORCE HISTORICAL SOCIETY President 8arshal of the Royal Air Force Sir 8ichael Beetham 4CB CBE DFC AFC Vice-President Air 8arshal Sir Frederick Sowrey KCB CBE AFC Committee Chairman Air Vice-8arshal N B Baldwin CB CBE FRAeS Vice-Chairman 4roup Captain J D Heron OBE Secretary 4roup Captain K J Dearman 8embership Secretary Dr Jack Dunham PhD CPsychol A8RAeS Treasurer J Boyes TD CA 8embers Air Commodore 4 R Pitchfork 8BE BA FRAes 3ing Commander C Cummings *J S Cox Esq BA 8A *AV8 P Dye OBE BSc(Eng) CEng AC4I 8RAeS *4roup Captain A J Byford 8A 8A RAF *3ing Commander C Hunter 88DS RAF Editor A Publications 3ing Commander C 4 Jefford 8BE BA 8anager *Ex Officio 2 CONTENTS THE BE4INNIN4 B THE 3HITE FA8I5C by Sir 4eorge 10 3hite BEFORE AND DURIN4 THE FIRST 3OR5D 3AR by Prof 1D Duncan 4reenman THE BRISTO5 F5CIN4 SCHOO5S by Bill 8organ 2, BRISTO5ES -

The Raf Harrier Story
THE RAF HARRIER STORY ROYAL AIR FORCE HISTORICAL SOCIETY 2 The opinions expressed in this publication are those of the contributors concerned and are not necessarily those held by the Royal Air Force Historical Society. Copyright 2006: Royal Air Force Historical Society First published in the UK in 2006 by the Royal Air Force Historical Society All rights reserved. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical including photocopying, recording or by any information storage and retrieval system, without permission from the Publisher in writing. ISBN 0-9530345-2-6 Printed by Advance Book Printing Unit 9 Northmoor Park Church Road Northmoor OX29 5UH 3 ROYAL AIR FORCE HISTORICAL SOCIETY President Marshal of the Royal Air Force Sir Michael Beetham GCB CBE DFC AFC Vice-President Air Marshal Sir Frederick Sowrey KCB CBE AFC Committee Chairman Air Vice-Marshal N B Baldwin CB CBE FRAeS Vice-Chairman Group Captain J D Heron OBE Secretary Group Captain K J Dearman Membership Secretary Dr Jack Dunham PhD CPsychol AMRAeS Treasurer J Boyes TD CA Members Air Commodore H A Probert MBE MA *J S Cox Esq BA MA *Dr M A Fopp MA FMA FIMgt *Group Captain N Parton BSc (Hons) MA MDA MPhil CEng FRAeS RAF *Wing Commander D Robertson RAF Wing Commander C Cummings Editor & Publications Wing Commander C G Jefford MBE BA Manager *Ex Officio 4 CONTENTS EARLY HISTORICAL PERSPECTIVES AND EMERGING 8 STAFF TARGETS by Air Chf Mshl Sir Patrick Hine JET LIFT by Prof John F Coplin 14 EVOLUTION OF THE PEGASUS VECTORED -

19710017233.Pdf
PREVIOUS BIBLIOGRAPHIES IN THIS SERIES NASA SP-7037 Scptemher 1970 Jan. itug. 1970 W'ASA SP-7037 (01) Januar~197 I Scpt. Uec. 1970 NASA SP-7037 (02) AERONAUTICAL ENGINEERING A Special Bibliography Supplement 2 A selection of annotated references to unclas- sified reports and journal articles that were introduced into the NASA scientific and tech- nical information system and announced in January 1971 in Scientific and Technical Aerospace Reports (STAR) International Aerospace Abstracts (IAAI. Scieirtijic atrd Techirical Iirjomratioir 0jfic-e OFFICE OF INDUSTRY AFFAIRS AND TECHNOLOGY UTILIZATION 1971 NATIONAL AERONAUTICS AND SPACE ADMINISTRATION This document is available from the National Technical Information Service (NTIS), Springfield, Virginia 221 51 for $3.00. INTRODUCTION Under the terms of an interagency agreement with the Federal Aviation Admin- istration this publication has been prepared by the National Aeronautics and Space Administration for the joint use of both agencies and the scientific and technical community concerned with the field of aeronautical engineering. This supplement to Aeroiiautical Eiigiiieeriiig-A Special Bibliographj. (NASA SP-7037) lists 394 reports, journal articles, and other documents originally announced in January 197 1 in Scieiitific aiid Technical Aerospace Reports (STAR)or in Iiiteriiatioiial Aerospace Abstracts (IAAI. For previous bibliographies in this series, see inside of front cover. The coverage includes documents on the engineering and theoretical aspects of design, construction, evaluation, testing, operation, and performance of aircraft (includ- ing aircraft engines) and associated components, equipment, and systems. It also in- cludes research and development in aerodynamics, aeronautics, and ground support equipment for aeronautical vehicles. Each entry in the bibliography consists of a standard bibliographic citation accom- panied by an abstract. -

Confédérafion Générale Du Travail CFTC
CGT : Confédération générale du travail 1895 : Congrès constitutif de la confédération générale du travail CGT à Limoges du 23 au 28 septembre. Les principaux piliers en sont la fédération du livre et celle des cheminots, mais de nombreux métiers rejoindront la CGT par la suite. CFTC : Confédération française des travailleurs chrétiens 1919 : Les dirigeants du syndicat des employés du commerce et de l’industrie sont à l'initiative de la fondation de la CFTC les 1er et 2 novembre 1919, regroupant 321 syndicats et se réclamant de l’encyclique Rerum Novarum. Son objectif est de contrer la toute-puissance de la CGT dans le milieu ouvrier. CFE-CGC : Confédération française de l'encadrement - Confédération générale des cadres 1944 : La CGC a été créée le 15 octobre 1944. Catégorielle, la CGC a élargi son champ en devenant CFE-CGC en 1981, s'ouvrant aux techniciens, agents de maîtrise, ... CGT-FO : Force Ouvrière 1948 : Le 12 avril 1948 a lieu le congrès constitutif de Force Ouvrière. La décision de scission d’une branche de la CGT pour la création du syndicat Force Ouvrière a été précipité en septembre 1947 lors de la prise d’opposition de la CGT au plan Marshall (plan américain pour aider la reconstruction de l'Europe après la Seconde Guerre mondiale). CFDT : Confédération française démocratique du travail 1964 : Après la Libération, une minorité de gauche, regroupée dans la tendance « reconstruction », anime un débat interne en faveur de la « déconfessionalisation » de la CFTC. La rupture se produit en 1964 : le congrès extraordinaire des 6 et 7 novembre transforme la CFTC en CFDT. -

The Bloodhound Guided Missile and the Hawker Harrier “Jump Jet”
The University of Manchester Research Practice in Communities: how engineers create solutions the Bloodhound Guided Missile and the Hawker Harrier “jump jet”. Link to publication record in Manchester Research Explorer Citation for published version (APA): Aylen, J., & Pryce, M. (2011). Practice in Communities: how engineers create solutions the Bloodhound Guided Missile and the Hawker Harrier “jump jet”. In host publication Published in: host publication Citing this paper Please note that where the full-text provided on Manchester Research Explorer is the Author Accepted Manuscript or Proof version this may differ from the final Published version. If citing, it is advised that you check and use the publisher's definitive version. General rights Copyright and moral rights for the publications made accessible in the Research Explorer are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Takedown policy If you believe that this document breaches copyright please refer to the University of Manchester’s Takedown Procedures [http://man.ac.uk/04Y6Bo] or contact [email protected] providing relevant details, so we can investigate your claim. Download date:29. Sep. 2021 Draft for joint Herbert Simon Institute/Manchester Institute of Innovation Research Seminar, 1st April 2011 Practice in Communities: how engineers create solutions ‐ the Bloodhound Guided Missile and the Hawker Harrier “jump jet”. Jonathan Aylen* and Mike Pryce* Manchester Institute of Innovation Research Manchester Business School University of Manchester “Every aeroplane is different ‐ a self‐optimising shambles” Ralph Hooper, Harrier project designer Aerospace engineers face the task of developing a project from overall design concept through to working prototype and on into sustained use. -
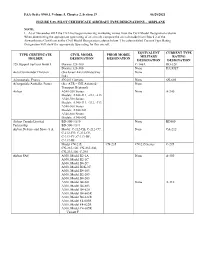
Type Rating of an Aircraft, Compare the Aircraft Model from Block 2 of the Airworthiness Certificate to the Civil Model Designation Column Below
FAA Order 8900.1, Volume 5, Chapter 2, Section 19 06/28/2021 FIGURE 5-88, PILOT CERTIFICATE AIRCRAFT TYPE DESIGNATIONS – AIRPLANE NOTE: 1. As of November 2015 the FAA has begun removing marketing names from the Civil Model Designation column. When determining the appropriate type rating of an aircraft, compare the aircraft model from Block 2 of the Airworthiness Certificate to the Civil Model Designation column below. The column titled Current Type Rating Designation will show the appropriate type rating for this aircraft. EQUIVALENT CURRENT TYPE TYPE CERTIFICATE CIVIL MODEL PRIOR MODEL MILITARY RATING HOLDER DESIGNATION DESIGNATION DESIGNATION DESIGNATION 328 Support Services GmbH Dornier 328-100 C-146A DO-328 Dornier 328-300 None D328JET Aero Commander Division (See Israel Aircraft Industries None Ltd.) Aérospatiale, France SN 601 Corvette None SN-601 Aérospatiale/Aeritalia, France (See ATR – GIE Avions de None Transport Régional) Airbus A340-200 Series: None A-340 Models: A340-211, -212, -213 A340-300 Series: Models: A340-311, -312, -313 A340-500 Series: Models: A340-541 A340-600 Series: Models: A340-642 Airbus Canada Limited BD-500-1A10 None BD500 Partnership BD-500-1A11 Airbus Defense and Space S.A. Model: C-212-CB, C-212-CC, None CA-212 C-212-CD, C-212-CE, C-212-CF, C-212-DF, C-212-DE Model CN-235, CN-235 CN-235 Series C-295 CN-235-100, CN-235-200, CN-235-300, C-295 Airbus SAS A300, Model B2-1A None A-300 A300, Model B2-1C A300, Model B4-2C A300, Model B2K-3C A300, Model B4-103 A300, Model B2-203 A300, Model B4-203 A300, Model B4-601 -

Aviation Magazine – Index Général Simplifié @ Dominique Mahieu (2010)
Aviation Magazine – Index Général Simplifié @ Dominique Mahieu (2010) / www.aero-index.com Numéro 101 du 01/07/1954 Mémoires d’Adolf Galland Les leçons de Dien Bien Phu Les erreurs de pilotage (J. Lecarme) Le GC 1/1 Corse Meetings de l’entre deux guerre La kermesse de Toussus-le-Noble Le SE Aquilon Air-Tourist Numéro 102 du 15/07/1954 Mémoires d’Adolf Galland J’ai piloté le Caproni F.5 De France en Angleterre le Hurel Dubois 31 50 ans d’aviation à Coventry Paris-Biarritz : première course vélivole par étapes Le Piel CP-30 Emeraude Vickers Viscount d’Air France Championnats du monde de vol à voile à Camp Hill Numéro 103 du 01/08/1954 Mémoires d’Adolf Galland J’ai piloté le Miles Aries Ecole complète du vol à voile : Saint-Auban L’Aéronautique navale au Tonkin Le Marcel Brochet MB-100 L’Aéro-club Paul-Tissandier Numéro 104 du 15/08/1954 Mémoires d’Adolf Galland Le meeting de Nice en 1922 L’invitation polonaise (festival international de vol à voile) Championnat du monde de vol à voile (Gérard Pierre champion du monde 1954) Les avions d’entraînement de l’OTAN à Villacoublay Le De Havilland Canada DHC-3 Otter Numéro 105 du 01/09/1954 Mémoires d’Adolf Galland Les meetings de Vincennes Classiques ou laminaires Saint-Yan : victoire éclatante des soviétiques (championnats du monde de parachutisme) Le Breguet 901 L’Aéro-club Jean Réginensi Numéro 106 du 15/09/1954 Mémoires d’Adolf Galland Le turbopropulseur Napier Eland Le Tour de France aérien 1954 L’Avro Canada CF-100 L’Aéro-club Jean Maridor Numéro 107 du 01/10/1954 Mémoires d’Adolf Galland Farnborough 1954 Numéro 108 du 15/10/1954 Mémoires d’Adolf Galland Farnborough 1954 Le colonel Cressaty Opération Shooting Star (exercice aérien) Le porte-avions « Ville de Paris » Le Pasotti Airone F.6 Numéro 109 du 01/11/1954 Mémoires d’Adolf Galland J’ai essayé le Pasotti F.6 Airone Les décrochages (J. -

SACAA Type Rating & License Endorsement List 06 May 2021
SACAA Type Rating & License Endorsement List 06 May 2021 Conversion License SP / SP- Manufacturer Aircraft model name Variants Remarks training Endorsement HPA / MP D F Aerospatiale MS 760 Paris S760 ― SP HPA SN601 Corvette SN601 ― MP SE 210 Aerospatiale / Sud Aviation SE 10B3 X SE210/10B3/11/12 X MP SE 11 SE 12 Aerospatiale / Nord Aviation Nordatlas 2501 ND25 ― MP Aerospatiale / Nord Aviation C160 P Transall ND16 ― MP 260 A Nord Aerospatiale / Nord Aviation X ND26 ― MP 262 A‐B‐C Nord Aero Spaceline 377 SGTF Super Guppy SuperGuppy ― MP A300 ‐B1 ‐B2 series Airbus ‐B4 series X A300 X MP ‐C4‐200 series ‐F4‐200 series Airbus A300 ‐FFCC A300FFCC ― MP A310 ‐ 200 series ‐ 300 series Airbus A300 - B4 600 series X A310/300‐600 X MP ‐ C4 600 series ‐ F4 600 series Airbus A300 ‐ 600ST (Beluga) A300‐600ST ― MP A318 ‐ 100 series A319 ‐ 100 series A320 ‐ 100 series Airbus X A320 X MP ‐ 200 series A321 ‐ 100 series ‐ 200 series A330 ‐ 300 series ‐ 200 series X Airbus X A330/350 X MP ‐ 200 F A350 ‐ 900 series A340 ‐ 200 series ‐ 300 series Airbus X A340 X MP ‐ 500 series ‐ 600 series Airbus A380 ‐ 800 series A380 ― MP Airbus A400M A400M ― MP ALENIA AERMACCHI C27J C27J ― MP An‐26 Antonov X AN26 X MP An‐26B Nomad ‐22B Asta GAF X AstaMET X SP As per SACAR 61.09.1(4)(b)(iv) ‐24A ATR 42 (not PEC equipped) X ‐ 42‐200 / ‐300 / ‐320 ATR 42 (PEC equipped) ‐ 42‐400/500 ATR 72 (not PEC equipped) ‐ 72‐101 /102/201/202/211/212 X ATR ATR 72 (PEC equipped) X ATR42/72 X MP PEC = Propeller Electronic Control ‐ 72‐101/102/201/202 (with mod 4371) ‐ 72‐211/212 (with mod