PREFEASIBILITY REPORT for M/S Indian Cane Power Limited (Unit : Samsons Distilleries)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Karnataka Soil Gravellinessj
E-421 VOL.1 ,Vvilson- in associatonwith Public Disclosure Authorized IIIE SectoralEnvironmental Assessment Report Public Disclosure Authorized Project Co-ordinating Consultancy Services (PCC) for the Karnataka State Highways Improvement Project IBRD Loan/Credit No. LN-4114 2 SBidar Public Disclosure Authorized Belga Karwarg t ~~ Ba~~durga Mangalor _________ Public Disclosure Authorized Prepaedfor: Govtof Kanataka PublicWorks Dept. (NationalHighways) December2000 ,Vjlsor n associabonwffl IIIE SectoralEnvironmental Assessment Report ProjectCo-ordinating Consultancy Services (PCC) for the KarnatakaState Highways Improvement Project IBRD Loan/Credit No. LN-4114 Bleiga ia Karwar dug Mangalor -galore Pmpaedfr. Govtof Karnatka PutbicWorks Dept. (NationalHighways) Decentbx2000 Kamataka State Highways Sectoral Environmental Assessment Report ImprovementProject Table of Contents TABLE OF CONTENTS EXECUTIVE SUMMARY SECTION I: BACKGROUND 1. INTRODUCTION TO THE SEA REPORT ..................................................... I 1.1. OBJECTIVE ...................................................... 1.2. ESSENTIALSOF SEA STUDY.................................................... 3 1.3. METHODOLOGY.................................................... 3 1.4. STRUCTURE OF THE REPORT.................................................. 4:4 2. POLICY, LEGAL AND ADMINISTRATIVE FRAMEWORK ..................................................... 1 2.1. INTRODUCTION..................................................... 1 2.2. HIGHLIGHTS OF THE INDIAN SYSTEM & MAJOR ORGANISATIONS................................................... -

Newly Discovered Rock Art Sites in the Malaprabha Basin, North Karnataka: a Report
Newly Discovered Rock Art Sites in the Malaprabha Basin, North Karnataka: A Report Mohana R.1, Sushama G. Deo1 and A. Sundara2 1. Department of Ancient Indian History, Culture and Archaeology, Deccan College Post Graduate and Research Institute, Deemed to be University, Pune – 411 006, Maharashtra, India (Email: [email protected]; [email protected]) 2. The Mythic Society, Bangalore – 560 001, Karnataka, India (Email: [email protected]) Received: 19 July 2017; Revised: 03 September 2017; Accepted: 23 October 2017 Heritage: Journal of Multidisciplinary Studies in Archaeology 5 (2017): 883‐929 Abstract: Early research on rock art in the Malaprabha basin began in the last quarter of the 20th century. Wakankar explored Bādāmi, Tatakoti, Sidla Phaḍi and Ramgudiwar in 1976. This was followed by Sundara, Yashodhar Mathpal and Neumayer located painted shelters in Are Guḍḍa, Hire Guḍḍa abd Aihole region. They are found in the area between the famous Chalukyan art centres of Bādāmi and Paṭṭadakallu. The near past the first author carried out field survey in the Lower Malaprabha valley as part of his doctoral programe during 2011‐2015. The intensive and systematically comprehensive field work has resulted in the discovery of 87 localities in 32 rock art sites. The art include geometric designs or pattern, Prehistoric ‘Badami Style of Human Figures’, human figures, miniature paintings, birds, wild animals like boar, deer, antelope, hyena, rhinoceros, dog etc. Keywords: Rock Art, Badami, Malaprabha, Karnataka, Engravings, Elevation, Orientation Introduction: Background of the Research 1856 CE is a remarkable year revealing the visual art of distinction of our ancestors in a cave at Almora (Uttarkhand) in India around by Henwood (1856). -

India: Karnataka State Highway Improvement Project
Resettlement Plan for AEP 7: 27A and 27B (Shelavadi–Gadag–Mundaragi) Document Stage: Updated Project Number: 42513 January 2011 IND: Karnataka State Highway Improvement Project Prepared by Public Works Department, Government of Karnataka. The r esettlement pl an i s a doc ument of t he bor rower. T he v iews ex pressed herein d o no t nec essarily represent those of ADB’s Board of Directors, Management, or staff, and may be preliminary in nature. i TABLE OF CONTENTS ABBREVIATIONS …………………………………..1 EXECUTIVE SUMMARY ……………………………..........3 1. CHAPTER I – PROJECT DESCRIPTION .................................................................... 17 BACKGROUND ................................................................................................................. 17 OBJECTIVES ................................................................................................................... 17 PHYSICAL CHARACTERISTICS OF THE PROJECT AREA ........................................................ 19 PROJECT COMPONENTS .................................................................................................. 19 ROAD CONFIGURATION: .................................................................................................. 19 REALIGNMENT / BYPASSES: ............................................................................................. 19 BRIDGES AND OTHER CROSS DRAINAGE STRUCTURES: ..................................................... 19 ROAD SIDE DRAINAGE: ................................................................................................... -

QJMS Title Index- Volume 1- 100
QJMS Title Index- Volume 1- 100 A Note on George Thibaut’s Translation of Brahmasutra I 1-3 -SHARMA, Arvind-72(1-4) 1981, 66-69 Abhayasasanas and their historical significance -KUPPUSWAMY, G R-66(2) 1975, p.1-8 Abhinavagupta’s Contribution to the theory of Dhavani -KRISHNAMOORTHY, K-38(4) 1948, p.155-166 Abhiras in the Deccan -SALETORE, R N-30(2) 1939, p.147-162 About “Swatantrya Sangramada Smritigalu” -KAMATH, Suryanath U-74(1) 1983, p.83-90 About a “Wild Identification” -HERAS, H-33(1) 1942, p.102-107 Acheulean Artefacts from Lankelapalem, Moprtherm Coastal Andhra -MURTI, D B-76(1-2) 1985, p.29-41 Acheulean occupation at Diguvametta, Sagirelu Valley -MURTHI, D B and others-75(3) 1984, p.283-293 Acheulean Situation in Andhra Pradesh-SRINIVASULU, K-75(2) 1984, p.131- 146 Acheulian Culture of Shorapur Doab, Karnataka -PADDAYYA, K-66(2) 1975, p.9-17 Achievements and Actions of Sir Mirza Ismail-URS, R S Veeraraj-88(4) 1997, p.6- 12 Acting in Kerala -PISHAROTI, K Rama-12(3) 1922, p.282-294 Adapur-A Buddhist Site in Rayalaseema -KAMESWARA RAO, V-90(1-2) 1999, p.43-46 Administration of Criminal Justice in Ancient India -RAMANATHAN, A V-5(2) 1914-15, p.8094 Administration of Justice in the Jeypore Zamindari under the British Raj: An Appraisal-MOHANTY, S and MISRO, R C -100(2) 2009, p.48-65 Administration of the British in India in the first Half of the Nineteenth century - SASTRI, Venkatasubba K N-25(4) 1935, p.212-223 Administration vis-a-vis the Public and the Press during the Regime of Sir Mirza - RAMASWAMY, S R-88(4) 1997, p.13-24 Administrative Machinery in Medieval Karnataka (Third to Seventeenth Century A.D) -KARMARKAR, Anant P-31(3-4) 1941, p.435-451 Administrative set-up in an Andhra Zamindari, Punganur -SHESHAN, K S S- 78(3-4) 1987, p.101-145 Advaita and Sannyasa -JAGADISWARANANDA -24(2) 1933, p.100-106 Advaita Vedanta -RAO, Nagaraja P-30(2) (3) (4) 1939-40, p.207-219; 332-338; 418-422 Aesthetic approach to God: A Study in the Aesthetic elements in Bhakti - YAMUNACHARYA, M-27(1-2) 1936, p. -

(765 Kv, 400Kv and 220 Kv - Existing & Proposed Network) As on 31.3.2021
GRID MAP OF KARNATAKA STATE (765 kV, 400kV and 220 kV - Existing & Proposed Network) a s on 31.3.2021 SANTHPUR N HALABARGA BIDAR W E S HUMNABAD TO SOLAPUR GULBARGA GANAGAPURA GULBARGA CHADCHAN (KAPNOOR) Prop M/s Gamesha Renewables 270MW TO TANDUR INDI M/s GM Navar wind 175.9MW SHAHABAD TO KOLHAPUR GULBARGA M/s VAISHALI BANGALORE NETWORK 100MW BIJAPUR SEDAM M/s SANDUR 24 MW Prop Prop M/s Solar Fields wind M/s Clean Max Solar M/s D.HIPPERGI SINDAGI 270MW TO GOWRIBIDANUR 100 MW 70MW FROM PAVAGADA BIJAPUR TO GOOTY Prop M/s Sun Photovoltaic TO MEHBOOBNAGAR SOLAR PARK TO KOLHAPUR Prop M/s Surya Energy wind 78 MW from 120MW M/s Welspun wind 765/400 kV ATHANI 100MW SWITCHING YALWAR Prop STATION M/s Ravi Ujra wind Prop Tumkur Prop YADGIR 160MW M/s GM NAVAR M/s Atria wind 200MW RAMASAMUDRA 120MW SHAHAPUR KUDACHI Prop Prop SAVALGI B.BAGEWADI M/s BPCL D.B.PURA M/s Hattarwat Wind 400/220 kV 101.2 MW 59.8MW Prop. RBRK DEVANAHALLI KUDGI 103.5 MW UMPP MUGALKHOD BALUTI LIS CHIKKODI 3X800mw-1st stage TO CUDDAPAH DEODURGA RTPS 7X210MW+1X250MW KIADB MPURA M/s Fortune Five wind HOSKOTE CHINTAMANI 225MW Prop Prop BILAGI M/s EN Garuda Wind M/s Manikwadi Prop ALMATTI R-NEW YTPS 2X800MW BIAL 59.8MW Wind 80MW M/s Energon Solar 100MW 5X55MW+1x15MW DHP VAJRAMATTI MUDDEBIHAL LINGASUGUR GHATAPRABHA DG PLANT AEQUS BALKUNDI LIS TO XELDAM MAROL LIS YELAHANKA BAGALKOTE SAHAKARINAGAR FROM KURNOOL (PGCIL) MALLAT MATHIKERE KOLAR INDAL BELGAUM BAGALKOT HUNGUND RAICHUR TO JURALA NELAMANGALA PEENYA (PGCIL) RAICHUR CPRI KOLAR KANABHARGI SALAHALLI HEBBAL MEDAHALLI BELGAUM LYT -
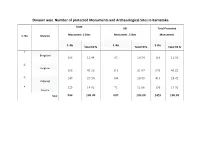
Division Wise Number of Protected Monuments and Archaeological Sites in Karnataka
Division wise Number of protected Monuments and Archaeological Sites in Karnataka State ASI Total Protected S. No Division Monument / Sites Monument / Sites Monuments S. No S. No S. No Total TO % Total TO % Total TO % 1 Bangalore 105 12.44 63 10.34 168 11.56 2 Belgaum 365 43.25 311 51.07 676 46.52 3 249 29.50 164 26.93 413 28.42 Kalgurugi 4 125 14.81 71 11.66 196 13.51 Mysore Total 844 100.00 609 100.00 1453 100.00 Division wise Number of protected Monuments and Archaeological Sites in Karnataka Bangalore Division Serial Per Total No. of Overall pre- Name of the District Number Total No. of cent Per protected protected ASI Total No. of Monument / Sites cent % Monument / protected Monument / Sites % Sites monuments 1 Bangalore City 7 2 9 2 Bangalore Rural 9 5 14 3 Chitradurga 8 6 14 4 Davangere 8 9 17 5 Kolara 15 6 21 6 Shimoga 12 26 38 7 Tumkur 29 6 35 8 Chikkaballapur 4 2 6 9 Ramanagara 13 1 14 Total 105 12.44 63 10.34 168 11.56 Division wise Number of protected Monuments and Archaeological Sites in Karnataka Belgaum Division Total No. of Overall pre- Serial Per Name of the District Total No. of Per protected protected Number cent ASI Total No. of Monument / Sites cent % Monument / protected % Monument / Sites Sites monuments 10 Bagalkot 22 110 132 11 Belgaum 58 38 96 12 Vijayapura 45 96 141 13 Dharwad 27 6 33 14 Gadag 44 14 58 15 Haveri 118 12 130 16 Uttara Kannada 51 35 86 Total 365 43.25 311 51.07 676 46.52 Division wise Number of protected Monuments and Archaeological Sites in Karnataka Kalburagi Division Serial Per Total protected -

ANSWERED ON:08.08.2016 Development of Places of Cultural Importance Yeddyurappa Shri B
GOVERNMENT OF INDIA CULTURE LOK SABHA STARRED QUESTION NO:318 ANSWERED ON:08.08.2016 Development of Places of Cultural Importance Yeddyurappa Shri B. S. Will the Minister of CULTURE be pleased to state: (a) whether the Government proposes to formulate any scheme for the development and maintenance of places of cultural importance in the country; (b) if so, the details thereof including the details of places of cultural importance identified in the State of Karnataka; (c) if not, the reasons therefor; and (d) the action taken/proposed to be taken by the Government for the development of such places? Answer MINISTER OF STATE, CULTURE AND TOURISM (INDEPENDENT CHARGE) (DR. MAHESH SHARMA) (a)to(d) A statement is laid on the table of the House. STATEMENT REFERRED TO IN REPLY TO PART (a) TO (d) OF THE LOK SABHA STARRED QUESTION No.318 FOR 08.08.2016. (a ) to (d) Madam, development and maintenance of places of cultural importance, including centrally protected monuments, under Archaeological Survey of India (ASI) is an ongoing process. Adequate funds are provided for conservation, development and maintenance of protected monuments. The details of protected monuments of ASI in Karnataka are given in annexure. The essential conservation/development works of protected monuments are attended regularly as per the availability of resources and requirements of different sites and they are in a good state of preservation. In addition on sanction of additional funds, conservation works of other monuments of cultural significance are also taken up. Annexure ANNEXURE REFERRED TO IN REPLY TO PART (a) TO (d) OF THE LOK SABHA STARRED QUESTION NO. -

1 Government of India Ministry of Culture Lok Sabha Unstarred Question No.1363 to Be Answered on 1.7.2019 Centrally Protected M
GOVERNMENT OF INDIA MINISTRY OF CULTURE LOK SABHA UNSTARRED QUESTION NO.1363 TO BE ANSWERED ON 1.7.2019 CENTRALLY PROTECTED MONUMENTS IN KARNATAKA 1363. SHRI NALIN KUMAR KATEEL: Will the Minister of CULTURE be pleased to state: (a) the name and number of forts and other Centrally protected monuments which have been declared as of national importance in Karnataka, Circle-wise; (b) the amount allocated to the State by the Government for the maintenance of these sites during the last three years and the amount utilized by them out of it along with the details thereof; and (c) the number of new monuments and sites under consideration of Government to be declared as Centrally protected monuments along with the details thereof? ANSWER MINISTER OF STATE (INDEPENDENT CHARGE) FOR CULTURE AND TOURISM (PRAHLAD SINGH PATEL) (a) The Circle-wise list of 506 monuments/sites as of national importance maintained by the Archaeological Survey of India in Karnataka is as under: Name of Circle Number of Forts Monuments/ Total sites other than forts Bangalore Circle 12 121 133 Dharwad Circle 15 283 298 Hampi Mini Circle 2 73 75 Gross Total 506 The detailed list of centrally protected monuments/sites including forts in Karnataka is at Annexure. (b) The funds allocated and expenditure incurred during the last three years for conservation of protected monuments/sites declared as of national importance in Karnataka (Circle-wise) is as under: (Amount in Lakhs) Name of Circle 2016-17 2017-18 2018-19 Bangalore Allocation 1010.00 1056.90 985.00 Expenditure 1009.50 1056.89 985.00 Hampi Allocation 800.32 660.00 535.00 Expenditure 800.31 660.00 519.04 Dharwad Allocation 517.00 598.00 640.00 Expenditure 516.98 597.99 639.97 1 (c) Archaeological Survey of India has no proposal at present for consideration for declaring it centrally protected monument. -

Quesotionaire for Gram Panchayats
ijjaXbE1051 ., Public Disclosure Authorized . - . ~>, S- World Bank Funded Environmental s--- k<. Guidelines for "Karnataka Public Disclosure Authorized l | |t PanchayatStrengthening and l ). Poverty ARleviationProject" _4)Final Report Public Disclosure Authorized May 2005 PREPARED By . I, ;s*| ENVIRONMENTAL MANAGEMENT & POLICY RESEARCH INSTITUTE i ~~~~~~~~~~~~~~BANGALORE560 058 Public Disclosure Authorized g ) ~~~~~~~~~~~~~~~SUB)INITTEDBY RLURALDEVELOPAIENT AN.D PANCH,xY.ATRAx DEPARTNiENT Go''T1RNAIENT OF KARA]TaoAKx r - \ ::l ---'S s ) t-R l : - - - TABLE OF CONTENTS SECTION TITLE PAGE No . A Executive Summary _ 1 B Project Background 14 B. I Introduction 14 ______ lB.2 Project objective 14 B.3 Components _ 14 B.4 Implementing agency 14 _______ lB.5 Approach 16 _______ lB.6 Talukas to be focused in the Project 16 B.7 The Present Study background 18 B.7.1 Environment and Developmental Projects 18 B.7.2 Context 18 B.7.3 Methodology 19 ________ B.7.4 Structure of this report 21 ) C Policy, legislation and regulation 22 C. 1 Introduction --- 22 C.2 National 22 ) C.2.1 Policies - 22 ) ________ C.2.1.1 Policy Statement for Abatementof Pollution - 22 C.2.1.2 The National Forest Policy, 1988 - 23 C.2.1.3 The Waler and Air (Prevention and Control of - 24 ) Pollution) Acts ._l C.2.1.4 The Environment(Protection) Act, 1986 - 24 ) l C.2. 1.5 The Biological Diversity Act, 2003 - 25 ) _________ C.3 State _ 25 C.3.1.1 State Policy on Integrated Pest Management - 25 ) ~~~~~(IPM) ____ _ 03C.3.1.2 Joint Forest Management(JFM in Karnataka 25 C.3.1.3 The Mysore Land ImprovementAct, 1961 - 26 C. -

Go 403 05 02 2020.Pdf
dooru:d irordd ddd9 OdoS:: 2019-20de xoo;S uonSer{ eEbctodd Foo+de $dD:,d do3$4 rB$ dozrooecgdgd &d)dd dlDd)d Dd. t dsond: l. idrrdd erdeE Bos3r: rtscd 129 rgdoro 2002(3), Ddood:02-12-2003. 2. idDFdd erde d ioa3r; rged 234 rgdos 2007. Od-rod:27-03-2008. 3. idoFdd eided ioa3o: rtsed l0 rgdn 2015, Oir'-ood:10-03-2015. 4. idaFdd erded Bca3; rts(9d 252 rEdoe 2016, 6uocd:23-03-2016. 5. i6DFdd uded ioa3; iged 74 rBdo:, 2017 (Aoil-l) zJoi'l9odr. aar"od:02-03-2018. 6. i6DFdd tjded ioeld: nged 74 rBdorr 2017 (Aod-l) gJoil$Jo&. Bar-ood:12-03-2018. 7. sQrd q(,Dal sdcd noa3; nW"B I t3od"l 2019, Od-ood:03-04-2019. 8. idDFdd (Jded !or3o: rtsed 154 ao+radr 2018, Adood:10-04-2019. 9. rdordd d$ noair: [email protected]"od:17-08-2019. 10. idDFdd udeJ ioa3; rgod 403 rBdoe 2019, 23orl9Ja6. Ooood:06-06-2019, 22-08-2019, 05-ll-2019 EIBdd: d:eej Ldsad E$ ,oaid(l)d BE-oFdd (Jdeddg rBd) docroo$ed9d seddd dro&d ndDrdd e;3:ooddabo ooa;, d:amcb so8odog)od decuex' dAeo d)ed ddd) o-o$ro$ uro6odJdg d>aroodd rBd) doelDcaed9d &ddd drrde ,6ordd cQcd roobFdAF(d.dc), rtseorFa?idoq d)d) Jo.ooF -"dod qiuoro3nedad. "sDeJ ;b€ei Lde.Ed g$ nodd(2)d iroFdd erdeddg e* do?roce),g &r)pb dcddrodR de.4oddg erd:oadddr* d)dl eru9d de.60ddd:o rtsd) doeiooeredg ?'oO godv erde5A,d. -

37 Written Answers BHADRA 11, 1918 (SAKA) Written Answers 38
37 Written Answers BHADRA 11, 1918 (SAKA) Written Answers 38 Conservation of Monuments in Karnataka SI. Locality Name of monument/site No. 3717.SHRIANANTH KUMAR: Will the Minister of HUMAN RESOURCE DEVELOPMENT be pleased to state: 3. Bailhongal Two inscriptions of Ratta (a) whether the Union Government have taken steps for Chieftains one of which is dated conservation of ancient monuments in the State of Karnataka; Shake 1086 in the old temple of Siva (b) if so, the names of ancient monuments in Karnataka, which are being identified as Centrally sponsored monuments; 4. Bailur Kadamba inscription dated and Kaliyuga 4282 5. Belavdi Fragment of a Western Chalukya (c) the amount spent thereon, project-wise, during the inscription of Shake 992 in the last three years? temple of Virbhadradev THE MINISTER OF HUMAN RESOURCE 6. Belgaum (Fort) Old Jain temple in the corner of DEVELOPMENT (SHRI S.R. BOMMAI): (a) Yes, Sir. the Commissariat store yard (b) A list of centrally protected monuments in State of 7. -do- Old Jain temple outside the Karnataka is enclosed as statement-l. Commissariat store yard . (c) The amount spent on Special Repair works with their 8. -do- Remains of an old Hindu temple maintenance, monument-wise is enclosed as statement-ll. near the barraaks STATEMENT-1 9. -do- Safa Masjid 10. Degalavalli Kanarese or Telugu inscription of SI. Locality Name of monument/site about the 15th century in the old No. temple of Ishvar 11. Degaon Temple known as Bastigudi with Bangalore District four Kadamba inscriptions, two of which are dated Kaliyuga 4275 1. -

Create PDF with GO2PDF for Free, If You Wish to Remove This Line, Click
A-PDF Merger DEMO : Purchase from www.A-PDF.com to remove the watermark Government of Karnataka Directorate of Economics and Statistics Modified National Agricultural Insurance Scheme - GP-wise Average Yield data for 2014-15 Experiments Average District Taluk Gram Panchayath Planned Analysed Yield Crop : MAIZE Irrigated Season :KHARIF 1 Bagalkote 1 Badami 1 Adagal 4 4 3193 2 Anawal 4 4 3599 3 Belur 4 4 3266 4 Belalagere 4 4 3087 5 Fhakeeraboodihal 4 4 4161 6 Haladur 4 4 3100 7 Halakurki 4 4 2939 8 Hansnoor 4 4 3649 9 Hebballi 4 4 4691 10 Hoolageri 4 4 3001 11 Hosur 4 4 3386 12 Hullikeri-Inam 4 4 2798 13 Jalihal 4 4 2809 14 Jummanakatti 4 4 3170 15 Kakanur 4 4 3527 16 Katageri 4 4 2965 17 Kataraki 4 4 3157 18 Khanapur S.K 4 4 3225 19 Kittali 4 4 3485 20 Kotikall 4 4 2906 21 Layadagundi 4 4 3014 22 Mamatageri 4 4 4067 23 Managlur 4 4 3173 24 Mustigeri 4 4 3355 25 Muttalageri 4 4 2934 26 Nagaral S.P 4 4 2169 27 Nandikeshwara 4 4 4052 28 Neelagund 4 4 3865 29 Neeraboodihal 4 4 2435 30 Neeralakeri 4 4 2231 31 Parwati 4 4 3178 32 Pattadakall 4 4 2653 33 Sulikeri 4 4 6902 34 Badami (TP) 4 4 3467 Page 1 of 4 Create PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer Experiments Average District Taluk Gram Panchayath Planned Analysed Yield 2 Bilagi 35 Anagawadi 4 4 4525 36 Arakeri 4 4 4018 37 Chikkalagundi 4 4 4512 38 Girisagar 4 4 3849 39 Herakall 4 4 4304 40 Honnihal 4 4 4395 41 Kandagal 4 4 4239 42 Katarki 4 4 4408 43 Korti 4 4 4148 44 Kundargi 4 4 4317 45 Siddapur 4 4 4603 46 Sonn 4 4 4291 47 Sunag