General Gunsmith Tools 422-461
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hand Tools Workbook (AUM9004A)
Prepare and Operate Equipment, Tools and Machinery – Hand Tools Workbook (AUM9004A) AUT033 AUM9004A Prepare and Operate Equipment, Tools and Machinery – Hand Tools Workbook Copyright and Terms of Use © Department of Training and Workforce Development 2016 (unless indicated otherwise, for example ‘Excluded Material’). The copyright material published in this product is subject to the Copyright Act 1968 (Cth), and is owned by the Department of Training and Workforce Development or, where indicated, by a party other than the Department of Training and Workforce Development. The Department of Training and Workforce Development supports and encourages use of its material for all legitimate purposes. Copyright material available on this website is licensed under a Creative Commons Attribution 4.0 (CC BY 4.0) license unless indicated otherwise (Excluded Material). Except in relation to Excluded Material this license allows you to: Share — copy and redistribute the material in any medium or format Adapt — remix, transform, and build upon the material for any purpose, even commercially provided you attribute the Department of Training and Workforce Development as the source of the copyright material. The Department of Training and Workforce Development requests attribution as: © Department of Training and Workforce Development (year of publication). Excluded Material not available under a Creative Commons license: 1. The Department of Training and Workforce Development logo, other logos and trademark protected material; and 2. Material owned by third parties that has been reproduced with permission. Permission will need to be obtained from third parties to re-use their material. Excluded Material may not be licensed under a CC BY license and can only be used in accordance with the specific terms of use attached to that material or where permitted by the Copyright Act 1968 (Cth). -

Instructions for Using the OMW Sensitive Tapping Kit
Thank you for purchasing the OMW Sensitive Tapping Kit. I hope you enjoy using it as much as I enjoyed making it. With a little care, this tool should give you many years of service. Please read the instructions below to take full advantage of your new Tapping Kit. And let me know if you have comments or questions. I can be reached via email at [email protected], or at OMW Corporation (21 Pamaron Way, Ste. G., Novato, CA 94949). Best Regards, Joe Osborn President, OMW Corporation. Instructions for Using the OMW Sensitive Tapping Kit Background The OMW Sensitive Tapping Kit was inspired by my efforts to tap very small holes in soft material, such as brass and plastic. I found standard tapping wrenches to be far too large and lacking in the sensitive “feel” needed to keep from stripping the hole. Initially, I actually wrapped tape around the tap itself and turned the tap between my fingers. Searching for a better technique led to my design The OMW Sensitive Tapping Wrench of the Sensitive Tapping Kit. I hope that you will enjoy it. Using the Sensitive Tapping Kit Tap Guide Tap Extension Wrench Guide Rod The Sensitive Tapping Kit is composed of four parts. The Wrench, which is used to hold the taps; the Tap Guide, which is used to hold the tap straight to the hole; the Tap Extension, which extends the reach of the Wrench; and the Wrench Guide Rod, which allows the Wrench to be held straight in a lathe, mill or drill press. (OVER) 2 The Wrench and Guide Rod The Wrench will hold standard taps from 0-80 to 6-32, which all have the same shank diameter. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Ring-Bending Machines
THE CHRONICLE OF THE COMPANY 1965 Foundation of the company as an one-man-business, trading of gates, metal doors and door frames, window bars and grills. Glaser headquarter is still at Kleestadt, near Groß-Umstadt. First exhibitions in Erbach, Groß-Umstadt and Frankfurt. 1971 Company moves to Groß-Umstadt; building of the first storage- and production hall "Am Brüchelsteg" Extension of the production line: windows, doors, benches and fences made out of plastic, wrought iron works and wrought-iron machines. Automatic Machines 1976 Achieving of the Master Craftsman's Diploma of the Handwerkskammer Darmstadt. 1977 Opening up the second production hall. Extension of teh production line for wrought-iron articles 1982 For the first time GLASER is represented at the International Handwerkermesse München and the Hannover Fair. First pioneering success, mostly in the construction of machinery 1986 Buildingof the fourth factory hall for the production of machines and tools. Achieving the license to train in wrought-iron crafts and constructing of tools and machines. Export business is extended. Attachments for GDM 1990 Demolition of the first factory hall and putting up the new exhibition and administration building. GLASER's 25th anniversary on 8th December 1990 1992 Opening up a new establishment at Bamberg (Bavaria) of 2.000 square meters for the production of wrought-iron articles. 1995 Erection of the fifth hall of 3.000 m² with the most modern bending centre and facilities for stainless Automatic Scroll Benders Scroll steel- and CAD trainings as well as production of machinery and tools. 1997 Wining award »Staatspreis der Bayerischen Staatsregierung« and the »Bundespreis für hervorragende innovative Leistungen für das Handwerk« . -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

Tap Operating Guidelines
Taps OPERATING GUIDELINES Understanding Taps • Optimize Tap Performance • Prevent Breakage Taps are rotary cutting tools that cut internal threads in metal. They have cutting teeth and either helical or straight flutes for the passage of chips and the admission of cutting fluid. The purpose of cutting internal threads is so that it can receive a part with an external thread, such as a bolt, rod, or fastener. These two parts can then be joined together. Taps can be made out of different types of steel and can be engineered for different applications (See Champion Tap Guide). Anatomy & Nomenclature The SHANK fits into the tap holder. The at the end of the tap, drives The FLUTES are grooves that provide SQUARE a path for the removal of chips and rotates the tap. FLATS are the sides of the square at the end of the shank and the flow of cutting fluid The POINT controls the ejection of chips* *Spiral Point Taps AKA “Gun Taps” are ideal for through hole applications The NECK enables the flow of The CHAMFER aligns the tap lubricant and deeper tapping and provides easy-starting Chamfer Styles > The chamfer is ground on the front of the tap to help it begin threading and assist with alignment. 7-10 TAPER - 7 TO 10 THREADS OF CHAMFER Nickname: “STARTER Taps” - they are easy to align and start threading 3-5 PLUG - 3 TO 5 THREADS OF CHAMFER Most popular - often used to start and finish threading in a single pass 1-1.5 BOTTOM - 1 TO 1.5 THREADS OF CHAMFER Nickname: “FINISHING Taps” - can thread to the bottom of a blind hole (packs the chips at the bottom) Through Holes vs. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -
Monte Carlo Stock
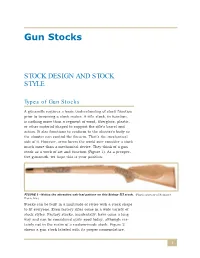
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

Semi-Solid Slurry Formation Via Liquid Metal
SEMI-SOLID SLURRY FORMATION VIA LIQUID METAL MIXING A Thesis Submitted to the Faculty of the WORCESTER POLYTECHNIC INSTITUTE in partial fulfillment of the requirements for the Degree of Master of Science in Materials Science and Engineering July 2003 by Matthew M. Findon ________________________________________ APPROVED: Diran Apelian, Howmet Professor of Engineering, Advisor Richard D. Sisson, Jr., Professor of Mechanical Engineering, Materials Science and Engineering Program Head ii Abstract New, economical semi-solid metal (SSM) processes rely on forced convection during solidification to influence non-dendritic growth. The fundamental mechanisms that produce SSM microstructures in the presence of forced convection (due to fluid flow) are not fully understood. The objective of this work is to elucidate these mechanisms through the use of a new semi-solid slurry-making technique. Employing an apparatus developed at WPI, two alloy melts are mixed within a static reactor that induces convection and rapid cooling. Experiments carried out with this apparatus, named the “Continuous Rheoconversion Process” (CRP), result in globular semi-solid microstructures throughout a wide range of processing conditions. These conditions include the superheat in the melts before mixing, cooling rate of the slurry through the SSM range, and the presence or absence of inoculants in the melts. The results comprise repeatable sets of semi-solid microstructures having fine particle size and shape factors approaching unity. Even in the absence of melt inoculants, uniform distributions of α-Al particle sizes of about 60µm are attainable. Entrapped liquid is not present in the majority of the samples obtained with the CRP, and irregular particles that form in the process are of a limited distribution.