Chip Basics: Time, Area, Power, Reliability and Configurability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Efficient Checker Processor Design
Efficient Checker Processor Design Saugata Chatterjee, Chris Weaver, and Todd Austin Electrical Engineering and Computer Science Department University of Michigan {saugatac,chriswea,austin}@eecs.umich.edu Abstract system works to increase test space coverage by proving a design is correct, either through model equivalence or assertion. The approach is significantly more efficient The design and implementation of a modern micro- than simulation-based testing as a single proof can ver- processor creates many reliability challenges. Design- ify correctness over large portions of a design’s state ers must verify the correctness of large complex systems space. However, complex modern pipelines with impre- and construct implementations that work reliably in var- cise state management, out-of-order execution, and ied (and occasionally adverse) operating conditions. In aggressive speculation are too stateful or incomprehen- our previous work, we proposed a solution to these sible to permit complete formal verification. problems by adding a simple, easily verifiable checker To further complicate verification, new reliability processor at pipeline retirement. Performance analyses challenges are materializing in deep submicron fabrica- of our initial design were promising, overall slowdowns tion technologies (i.e. process technologies with mini- due to checker processor hazards were less than 3%. mum feature sizes below 0.25um). Finer feature sizes However, slowdowns for some outlier programs were are generally characterized by increased complexity, larger. more exposure to noise-related faults, and interference In this paper, we examine closely the operation of the from single event radiation (SER). It appears the current checker processor. We identify the specific reasons why advances in verification (e.g., formal verification, the initial design works well for some programs, but model-based test generation) are not keeping pace with slows others. -

1 Introduction
Cambridge University Press 978-0-521-76992-1 - Microprocessor Architecture: From Simple Pipelines to Chip Multiprocessors Jean-Loup Baer Excerpt More information 1 Introduction Modern computer systems built from the most sophisticated microprocessors and extensive memory hierarchies achieve their high performance through a combina- tion of dramatic improvements in technology and advances in computer architec- ture. Advances in technology have resulted in exponential growth rates in raw speed (i.e., clock frequency) and in the amount of logic (number of transistors) that can be put on a chip. Computer architects have exploited these factors in order to further enhance performance using architectural techniques, which are the main subject of this book. Microprocessors are over 30 years old: the Intel 4004 was introduced in 1971. The functionality of the 4004 compared to that of the mainframes of that period (for example, the IBM System/370) was minuscule. Today, just over thirty years later, workstations powered by engines such as (in alphabetical order and without specific processor numbers) the AMD Athlon, IBM PowerPC, Intel Pentium, and Sun UltraSPARC can rival or surpass in both performance and functionality the few remaining mainframes and at a much lower cost. Servers and supercomputers are more often than not made up of collections of microprocessor systems. It would be wrong to assume, though, that the three tenets that computer archi- tects have followed, namely pipelining, parallelism, and the principle of locality, were discovered with the birth of microprocessors. They were all at the basis of the design of previous (super)computers. The advances in technology made their implementa- tions more practical and spurred further refinements. -

Instruction Latencies and Throughput for AMD and Intel X86 Processors
Instruction latencies and throughput for AMD and Intel x86 processors Torbj¨ornGranlund 2019-08-02 09:05Z Copyright Torbj¨ornGranlund 2005{2019. Verbatim copying and distribution of this entire article is permitted in any medium, provided this notice is preserved. This report is work-in-progress. A newer version might be available here: https://gmplib.org/~tege/x86-timing.pdf In this short report we present latency and throughput data for various x86 processors. We only present data on integer operations. The data on integer MMX and SSE2 instructions is currently limited. We might present more complete data in the future, if there is enough interest. There are several reasons for presenting this report: 1. Intel's published data were in the past incomplete and full of errors. 2. Intel did not publish any data for 64-bit operations. 3. To allow straightforward comparison of an important aspect of AMD and Intel pipelines. The here presented data is the result of extensive timing tests. While we have made an effort to make sure the data is accurate, the reader is cautioned that some errors might have crept in. 1 Nomenclature and notation LNN means latency for NN-bit operation.TNN means throughput for NN-bit operation. The term throughput is used to mean number of instructions per cycle of this type that can be sustained. That implies that more throughput is better, which is consistent with how most people understand the term. Intel use that same term in the exact opposite meaning in their manuals. The notation "P6 0-E", "P4 F0", etc, are used to save table header space. -
Chapter 1: Computer Abstractions and Technology 1.6 – 1.7: Performance and Power
Chapter 1: Computer Abstractions and Technology 1.6 – 1.7: Performance and power ITSC 3181 Introduction to Computer Architecture https://passlaB.githuB.io/ITSC3181/ Department of Computer Science Yonghong Yan [email protected] https://passlab.github.io/yanyh/ Lectures for Chapter 1 and C Basics Computer Abstractions and Technology • Lecture 01: Chapter 1 – 1.1 – 1.4: Introduction, great ideas, Moore’s law, aBstraction, computer components, and program execution • Lecture 02: C Basics; Memory and Binary Systems • Lecture 03: Number System, Compilation, Assembly, Linking and Program Execution ☛• Lecture 04: Chapter 1 – 1.6 – 1.7: Performance, power and technology trends • Lecture 05: – 1.8 - 1.9: Multiprocessing and Benchmarking 2 § 1.6 Performance 1.6 Defining Performance • Which airplane has the best performance? Boeing 777 Boeing 777 Boeing 747 Boeing 747 BAC/Sud BAC/Sud Concorde Concorde Douglas Douglas DC- DC-8-50 8-50 0 100 200 300 400 500 0 2000 4000 6000 8000 10000 Passenger Capacity Cruising Range (miles) Boeing 777 Boeing 777 Boeing 747 Boeing 747 BAC/Sud BAC/Sud Concorde Concorde Douglas Douglas DC- DC-8-50 8-50 0 500 1000 1500 0 100000 200000 300000 400000 Cruising Speed (mph) Passengers x mph 3 Response Time and Throughput • Response time çè Latency – How long it takes to do a task • Throughput çè Bandwidth – Total work done per unit time • e.g., tasks/transactions/… per hour • How are response time and throughput affected by – Replacing the processor with a faster version? – Adding more processors? • We’ll focus on response time for now… 4 Relative Performance • Define Performance = 1/Execution Time • “X is n time faster than Y”, i.e. -

The Intro to GPGPU CPU Vs
12/12/11! The Intro to GPGPU . Dr. Chokchai (Box) Leangsuksun, PhD! Louisiana Tech University. Ruston, LA! ! CPU vs. GPU • CPU – Fast caches – Branching adaptability – High performance • GPU – Multiple ALUs – Fast onboard memory – High throughput on parallel tasks • Executes program on each fragment/vertex • CPUs are great for task parallelism • GPUs are great for data parallelism Supercomputing 20082 Education Program 1! 12/12/11! CPU vs. GPU - Hardware • More transistors devoted to data processing CUDA programming guide 3.1 3 CPU vs. GPU – Computation Power CUDA programming guide 3.1! 2! 12/12/11! CPU vs. GPU – Memory Bandwidth CUDA programming guide 3.1! What is GPGPU ? • General Purpose computation using GPU in applications other than 3D graphics – GPU accelerates critical path of application • Data parallel algorithms leverage GPU attributes – Large data arrays, streaming throughput – Fine-grain SIMD parallelism – Low-latency floating point (FP) computation © David Kirk/NVIDIA and Wen-mei W. Hwu, 2007! ECE 498AL, University of Illinois, Urbana-Champaign! 3! 12/12/11! Why is GPGPU? • Large number of cores – – 100-1000 cores in a single card • Low cost – less than $100-$1500 • Green computing – Low power consumption – 135 watts/card – 135 w vs 30000 w (300 watts * 100) • 1 card can perform > 100 desktops 12/14/09!– $750 vs 50000 ($500 * 100) 7 Two major players 4! 12/12/11! Parallel Computing on a GPU • NVIDIA GPU Computing Architecture – Via a HW device interface – In laptops, desktops, workstations, servers • Tesla T10 1070 from 1-4 TFLOPS • AMD/ATI 5970 x2 3200 cores • NVIDIA Tegra is an all-in-one (system-on-a-chip) ATI 4850! processor architecture derived from the ARM family • GPU parallelism is better than Moore’s law, more doubling every year • GPGPU is a GPU that allows user to process both graphics and non-graphics applications. -

45-Year CPU Evolution: One Law and Two Equations
45-year CPU evolution: one law and two equations Daniel Etiemble LRI-CNRS University Paris Sud Orsay, France [email protected] Abstract— Moore’s law and two equations allow to explain the a) IC is the instruction count. main trends of CPU evolution since MOS technologies have been b) CPI is the clock cycles per instruction and IPC = 1/CPI is the used to implement microprocessors. Instruction count per clock cycle. c) Tc is the clock cycle time and F=1/Tc is the clock frequency. Keywords—Moore’s law, execution time, CM0S power dissipation. The Power dissipation of CMOS circuits is the second I. INTRODUCTION equation (2). CMOS power dissipation is decomposed into static and dynamic powers. For dynamic power, Vdd is the power A new era started when MOS technologies were used to supply, F is the clock frequency, ΣCi is the sum of gate and build microprocessors. After pMOS (Intel 4004 in 1971) and interconnection capacitances and α is the average percentage of nMOS (Intel 8080 in 1974), CMOS became quickly the leading switching capacitances: α is the activity factor of the overall technology, used by Intel since 1985 with 80386 CPU. circuit MOS technologies obey an empirical law, stated in 1965 and 2 Pd = Pdstatic + α x ΣCi x Vdd x F (2) known as Moore’s law: the number of transistors integrated on a chip doubles every N months. Fig. 1 presents the evolution for II. CONSEQUENCES OF MOORE LAW DRAM memories, processors (MPU) and three types of read- only memories [1]. The growth rate decreases with years, from A. -

System-On-A-Chip (Soc) & ARM Architecture
System-on-a-Chip (SoC) & ARM Architecture EE2222 Computer Interfacing and Microprocessors Partially based on System-on-Chip Design by Hao Zheng 2020 EE2222 1 Overview • A system-on-a-chip (SoC): • a computing system on a single silicon substrate that integrates both hardware and software. • Hardware packages all necessary electronics for a particular application. • which implemented by SW running on HW. • Aim for low power and low cost. • Also more reliable than multi-component systems. 2020 EE2222 2 Driven by semiconductor advances 2020 EE2222 3 Basic SoC Model 2020 EE2222 4 2020 EE2222 5 SoC vs Processors System on a chip Processors on a chip processor multiple, simple, heterogeneous few, complex, homogeneous cache one level, small 2-3 levels, extensive memory embedded, on chip very large, off chip functionality special purpose general purpose interconnect wide, high bandwidth often through cache power, cost both low both high operation largely stand-alone need other chips 2020 EE2222 6 Embedded Systems • 98% processors sold annually are used in embedded applications. 2020 EE2222 7 Embedded Systems: Design Challenges • Power/energy efficient: • mobile & battery powered • Highly reliable: • Extreme environment (e.g. temperature) • Real-time operations: • predictable performance • Highly complex • A modern automobile with 55 electronic control units • Tightly coupled Software & Hardware • Rapid development at low price 2020 EE2222 8 EECS222A: SoC Description and Modeling Lecture 1 Design Complexity Challenge Design• Productivity Complexity -
Three-Dimensional Integrated Circuit Design: EDA, Design And
Integrated Circuits and Systems Series Editor Anantha Chandrakasan, Massachusetts Institute of Technology Cambridge, Massachusetts For other titles published in this series, go to http://www.springer.com/series/7236 Yuan Xie · Jason Cong · Sachin Sapatnekar Editors Three-Dimensional Integrated Circuit Design EDA, Design and Microarchitectures 123 Editors Yuan Xie Jason Cong Department of Computer Science and Department of Computer Science Engineering University of California, Los Angeles Pennsylvania State University [email protected] [email protected] Sachin Sapatnekar Department of Electrical and Computer Engineering University of Minnesota [email protected] ISBN 978-1-4419-0783-7 e-ISBN 978-1-4419-0784-4 DOI 10.1007/978-1-4419-0784-4 Springer New York Dordrecht Heidelberg London Library of Congress Control Number: 2009939282 © Springer Science+Business Media, LLC 2010 All rights reserved. This work may not be translated or copied in whole or in part without the written permission of the publisher (Springer Science+Business Media, LLC, 233 Spring Street, New York, NY 10013, USA), except for brief excerpts in connection with reviews or scholarly analysis. Use in connection with any form of information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed is forbidden. The use in this publication of trade names, trademarks, service marks, and similar terms, even if they are not identified as such, is not to be taken as an expression of opinion as to whether or not they are subject to proprietary rights. Printed on acid-free paper Springer is part of Springer Science+Business Media (www.springer.com) Foreword We live in a time of great change. -

The Von Neumann Computer Model 5/30/17, 10:03 PM
The von Neumann Computer Model 5/30/17, 10:03 PM CIS-77 Home http://www.c-jump.com/CIS77/CIS77syllabus.htm The von Neumann Computer Model 1. The von Neumann Computer Model 2. Components of the Von Neumann Model 3. Communication Between Memory and Processing Unit 4. CPU data-path 5. Memory Operations 6. Understanding the MAR and the MDR 7. Understanding the MAR and the MDR, Cont. 8. ALU, the Processing Unit 9. ALU and the Word Length 10. Control Unit 11. Control Unit, Cont. 12. Input/Output 13. Input/Output Ports 14. Input/Output Address Space 15. Console Input/Output in Protected Memory Mode 16. Instruction Processing 17. Instruction Components 18. Why Learn Intel x86 ISA ? 19. Design of the x86 CPU Instruction Set 20. CPU Instruction Set 21. History of IBM PC 22. Early x86 Processor Family 23. 8086 and 8088 CPU 24. 80186 CPU 25. 80286 CPU 26. 80386 CPU 27. 80386 CPU, Cont. 28. 80486 CPU 29. Pentium (Intel 80586) 30. Pentium Pro 31. Pentium II 32. Itanium processor 1. The von Neumann Computer Model Von Neumann computer systems contain three main building blocks: The following block diagram shows major relationship between CPU components: the central processing unit (CPU), memory, and input/output devices (I/O). These three components are connected together using the system bus. The most prominent items within the CPU are the registers: they can be manipulated directly by a computer program. http://www.c-jump.com/CIS77/CPU/VonNeumann/lecture.html Page 1 of 15 IPR2017-01532 FanDuel, et al. -
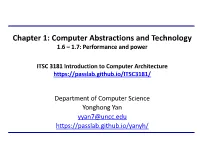
Power Management 24
Power Management 24 The embedded Pentium® processor family implements Intel’s System Management Mode (SMM) architecture. This chapter describes the hardware interface to SMM and Clock Control. 24.1 Power Management Features • System Management Interrupt can be delivered through the SMI# signal or through the local APIC using the SMI# message, which enhances the SMI interface, and provides for SMI delivery in APIC-based Pentium processor dual processing systems. • In dual processing systems, SMIACT# from the bus master (MRM) behaves differently than in uniprocessor systems. If the LRM processor is the processor in SMM mode, SMIACT# will be inactive and remain so until that processor becomes the MRM. • The Pentium processor is capable of supporting an SMM I/O instruction restart. This feature is automatically disabled following RESET. To enable the I/O instruction restart feature, set bit 9 of the TR12 register to “1”. • The Pentium processor default SMM revision identifier has a value of 2 when the SMM I/O instruction restart feature is enabled. • SMI# is NOT recognized by the processor in the shutdown state. 24.2 System Management Interrupt Processing The system interrupts the normal program execution and invokes SMM by generating a System Management Interrupt (SMI#) to the processor. The processor will service the SMI# by executing the following sequence. See Figure 24-1. 1. Wait for all pending bus cycles to complete and EWBE# to go active. 2. The processor asserts the SMIACT# signal while in SMM indicating to the system that it should enable the SMRAM. 3. The processor saves its state (context) to SMRAM, starting at address location SMBASE + 0FFFFH, proceeding downward in a stack-like fashion. -

Comparative Study of Various Systems on Chips Embedded in Mobile Devices
Innovative Systems Design and Engineering www.iiste.org ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online) Vol.4, No.7, 2013 - National Conference on Emerging Trends in Electrical, Instrumentation & Communication Engineering Comparative Study of Various Systems on Chips Embedded in Mobile Devices Deepti Bansal(Assistant Professor) BVCOE, New Delhi Tel N: +919711341624 Email: [email protected] ABSTRACT Systems-on-chips (SoCs) are the latest incarnation of very large scale integration (VLSI) technology. A single integrated circuit can contain over 100 million transistors. Harnessing all this computing power requires designers to move beyond logic design into computer architecture, meet real-time deadlines, ensure low-power operation, and so on. These opportunities and challenges make SoC design an important field of research. So in the paper we will try to focus on the various aspects of SOC and the applications offered by it. Also the different parameters to be checked for functional verification like integration and complexity are described in brief. We will focus mainly on the applications of system on chip in mobile devices and then we will compare various mobile vendors in terms of different parameters like cost, memory, features, weight, and battery life, audio and video applications. A brief discussion on the upcoming technologies in SoC used in smart phones as announced by Intel, Microsoft, Texas etc. is also taken up. Keywords: System on Chip, Core Frame Architecture, Arm Processors, Smartphone. 1. Introduction: What Is SoC? We first need to define system-on-chip (SoC). A SoC is a complex integrated circuit that implements most or all of the functions of a complete electronic system. -
Power Management Using FPGA Architectural Features Abu Eghan, Principal Engineer Xilinx Inc
Power Management Using FPGA Architectural Features Abu Eghan, Principal Engineer Xilinx Inc. Agenda • Introduction – Impact of Technology Node Adoption – Programmability & FPGA Expanding Application Space – Review of FPGA Power characteristics • Areas for power consideration – Architecture Features, Silicon design & Fabrication – now and future – Power & Package choices – Software & Implementation of Features – The end-user choices & Enablers • Thermal Management – Enabling tools • Summary Slide 2 2008 MEPTEC Symposium “The Heat is On” Abu Eghan, Xilinx Inc Technology Node Adoption in FPGA • New Tech. node Adoption & level of integration: – Opportunities – at 90nm, 65nm and beyond. FPGAs at leading edge of node adoption. • More Programmable logic Arrays • Higher clock speeds capability and higher performance • Increased adoption of Embedded Blocks: Processors, SERDES, BRAMs, DCM, Xtreme DSP, Ethernet MAC etc – Impact – general and may not be unique to FPGA • Increased need to manage leakage current and static power • Heat flux (watts/cm2) trend is generally up and can be non-uniform. • Potentially higher dynamic power as transistor counts soar. • Power Challenges -- Shared with Industry – Reliability limitation & lower operating temperatures – Performance & Cost Trade-offs – Lower thermal budgets – Battery Life expectancy challenges Slide 3 2008 MEPTEC Symposium “The Heat is On” Abu Eghan, Xilinx Inc FPGA-101: FPGA Terms • FPGA – Field Programmable Gate Arrays • Configurable Logic Blocks – used to implement a wide range of arbitrary digital