For Internal Use Only
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
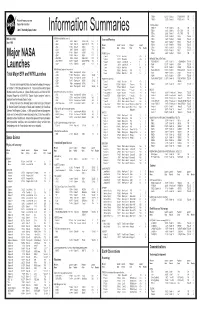
Information Summaries
TIROS 8 12/21/63 Delta-22 TIROS-H (A-53) 17B S National Aeronautics and TIROS 9 1/22/65 Delta-28 TIROS-I (A-54) 17A S Space Administration TIROS Operational 2TIROS 10 7/1/65 Delta-32 OT-1 17B S John F. Kennedy Space Center 2ESSA 1 2/3/66 Delta-36 OT-3 (TOS) 17A S Information Summaries 2 2 ESSA 2 2/28/66 Delta-37 OT-2 (TOS) 17B S 2ESSA 3 10/2/66 2Delta-41 TOS-A 1SLC-2E S PMS 031 (KSC) OSO (Orbiting Solar Observatories) Lunar and Planetary 2ESSA 4 1/26/67 2Delta-45 TOS-B 1SLC-2E S June 1999 OSO 1 3/7/62 Delta-8 OSO-A (S-16) 17A S 2ESSA 5 4/20/67 2Delta-48 TOS-C 1SLC-2E S OSO 2 2/3/65 Delta-29 OSO-B2 (S-17) 17B S Mission Launch Launch Payload Launch 2ESSA 6 11/10/67 2Delta-54 TOS-D 1SLC-2E S OSO 8/25/65 Delta-33 OSO-C 17B U Name Date Vehicle Code Pad Results 2ESSA 7 8/16/68 2Delta-58 TOS-E 1SLC-2E S OSO 3 3/8/67 Delta-46 OSO-E1 17A S 2ESSA 8 12/15/68 2Delta-62 TOS-F 1SLC-2E S OSO 4 10/18/67 Delta-53 OSO-D 17B S PIONEER (Lunar) 2ESSA 9 2/26/69 2Delta-67 TOS-G 17B S OSO 5 1/22/69 Delta-64 OSO-F 17B S Pioneer 1 10/11/58 Thor-Able-1 –– 17A U Major NASA 2 1 OSO 6/PAC 8/9/69 Delta-72 OSO-G/PAC 17A S Pioneer 2 11/8/58 Thor-Able-2 –– 17A U IMPROVED TIROS OPERATIONAL 2 1 OSO 7/TETR 3 9/29/71 Delta-85 OSO-H/TETR-D 17A S Pioneer 3 12/6/58 Juno II AM-11 –– 5 U 3ITOS 1/OSCAR 5 1/23/70 2Delta-76 1TIROS-M/OSCAR 1SLC-2W S 2 OSO 8 6/21/75 Delta-112 OSO-1 17B S Pioneer 4 3/3/59 Juno II AM-14 –– 5 S 3NOAA 1 12/11/70 2Delta-81 ITOS-A 1SLC-2W S Launches Pioneer 11/26/59 Atlas-Able-1 –– 14 U 3ITOS 10/21/71 2Delta-86 ITOS-B 1SLC-2E U OGO (Orbiting Geophysical -

A Pictorial History of Rockets
he mighty space rockets of today are the result A Pictorial Tof more than 2,000 years of invention, experi- mentation, and discovery. First by observation and inspiration and then by methodical research, the History of foundations for modern rocketry were laid. Rockets Building upon the experience of two millennia, new rockets will expand human presence in space back to the Moon and Mars. These new rockets will be versatile. They will support Earth orbital missions, such as the International Space Station, and off- world missions millions of kilometers from home. Already, travel to the stars is possible. Robotic spacecraft are on their way into interstellar space as you read this. Someday, they will be followed by human explorers. Often lost in the shadows of time, early rocket pioneers “pushed the envelope” by creating rocket- propelled devices for land, sea, air, and space. When the scientific principles governing motion were discovered, rockets graduated from toys and novelties to serious devices for commerce, war, travel, and research. This work led to many of the most amazing discoveries of our time. The vignettes that follow provide a small sampling of stories from the history of rockets. They form a rocket time line that includes critical developments and interesting sidelines. In some cases, one story leads to another, and in others, the stories are inter- esting diversions from the path. They portray the inspirations that ultimately led to us taking our first steps into outer space. NASA’s new Space Launch System (SLS), commercial launch systems, and the rockets that follow owe much of their success to the accomplishments presented here. -

John F. Kennedy Space Center
1 . :- /G .. .. '-1 ,.. 1- & 5 .\"T!-! LJ~,.", - -,-,c JOHN F. KENNEDY ', , .,,. ,- r-/ ;7 7,-,- ;\-, - [J'.?:? ,t:!, ;+$, , , , 1-1-,> .irI,,,,r I ! - ? /;i?(. ,7! ; ., -, -?-I ,:-. ... 8 -, , .. '',:I> !r,5, SPACE CENTER , , .>. r-, - -- Tp:c:,r, ,!- ' :u kc - - &te -- - 12rr!2L,D //I, ,Jp - - -- - - _ Lb:, N(, A St~mmaryof MAJOR NASA LAUNCHINGS Eastern Test Range Western Test Range (ETR) (WTR) October 1, 1958 - Septeniber 30, 1968 Historical and Library Services Branch John F. Kennedy Space Center "ational Aeronautics and Space Administration l<ennecly Space Center, Florida October 1968 GP 381 September 30, 1968 (Rev. January 27, 1969) SATCIEN S.I!STC)RY DCCCIivlENT University uf A!;b:,rno Rr=-?rrh Zn~tituta Histcry of Sciecce & Technc;oGy Group ERR4TA SHEET GP 381, "A Strmmary of Major MSA Zaunchings, Eastern Test Range and Western Test Range,'" dated September 30, 1968, was considered to be accurate ag of the date of publication. Hmever, additianal research has brought to light new informetion on the official mission designations for Project Apollo. Therefore, in the interest of accuracy it was believed necessary ta issue revfsed pages, rather than wait until the next complete revision of the publiatlion to correct the errors. Holders of copies of thia brochure ate requested to remove and destroy the existing pages 81, 82, 83, and 84, and insert the attached revised pages 81, 82, 83, 84, 8U, and 84B in theh place. William A. Lackyer, 3r. PROJECT MOLL0 (FLIGHTS AND TESTS) (continued) Launch NASA Name -Date Vehicle -Code Sitelpad Remarks/Results ORBITAL (lnaMANNED) 5 Jul 66 Uprated SA-203 ETR Unmanned flight to test launch vehicle Saturn 1 3 7B second (S-IVB) stage and instrment (IU) , which reflected Saturn V con- figuration. -
America's Greatest Projects and Their Engineers - VII
America's Greatest Projects and Their Engineers - VII Course No: B05-005 Credit: 5 PDH Dominic Perrotta, P.E. Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 076 77 P: (877) 322-5800 [email protected] America’s Greatest Projects & Their Engineers-Vol. VII The Apollo Project-Part 1 Preparing for Space Travel to the Moon Table of Contents I. Tragedy and Death Before the First Apollo Flight A. The Three Lives that Were Lost B. Investigation, Findings & Recommendations II. Beginning of the Man on the Moon Concept A. Plans to Land on the Moon B. Design Considerations and Decisions 1. Rockets – Launch Vehicles 2. Command/Service Module 3. Lunar Module III. NASA’s Objectives A. Unmanned Missions B. Manned Missions IV. Early Missions V. Apollo 7 Ready – First Manned Apollo Mission VI. Apollo 8 - Orbiting the Moon 1 I. Tragedy and Death Before the First Apollo Flight Everything seemed to be going well for the Apollo Project, the third in a series of space projects by the United States intended to place an American astronaut on the Moon before the end of the 1960’s decade. Apollo 1, known at that time as AS (Apollo Saturn)-204 would be the first manned spaceflight of the Apollo program, and would launch a few months after the flight of Gemini 12, which had occurred on 11 November 1966. Although Gemini 12 was a short duration flight, Pilot Buzz Aldrin had performed three extensive EVA’s (Extra Vehicular Activities), proving that Astronauts could work for long periods of time outside the spacecraft. -
Saturn V Data and Launch History Resized
Saturn V 50th Anniversary Commemorative Evening, November 8, 1967. AS-501 / Apollo 4, Pad 39A, KSC, FL. The Saturn V Launch Vehicle With a capacity to boost a payload of 260,000 lb. into low Earth orbit, or a 100,000 lb. payload into a lunar trajectory, the Saturn V remains the most powerful launch vehicle yet to leave the Earth's atmosphere. It was capable of placing in orbit a payload more than four times heavier than the future Space Shuttle could lift, and was six times more powerful than the next largest expendable rocket of its day. The Saturn V was designed by NASA engineers at the Marshall Space Flight Center, (MSFC), in Huntsville, AL, under the direction of Dr. Wernher von Braun. Development began in January, 1962. A total of fifteen vehicles were produced. Thirteen flew missions. Characteristics Overall length: 281 ft. (booster), 363 ft. (with spacecraft). Maximum diameter: 33.0 ft. Weight at liftoff: 6,423,000 lbs. Trans-lunar payload capability approximately 107,350 lbs. Earth orbit payload capability, (two stage configuration); 212,000 lbs. Stages First Stage, (S-IC); Contractor: Boeing Assembled: New Orleans, LA . Length: 138 ft. Diameter: 33 ft. Weight: 5,022,674 lbs. fueled / 288,750 lbs. dry. Engines: F-1 (x5) Designed and manufactured by Rocketdyne, Canoga Park, CA. Propellants: LOX (Liquid Oxygen) / RP-1 (Kerosene.) Thrust: 7,610,000 lbs. During the production run, the F-1 was redesigned and up-rated in preparation for the later "J Series" of extended lunar missions. These missions carried heavier payloads. With up-rated engines, the S-IC produced 7,724,000 lbs. -

SD 68-654-2 ENGINEERING COURSE for SATURN S-11 STAGE SYSTEMS for NASA and HEROICRELICS.ORG VOLUME 2 S-11 STAGE PROPULSION and MECHANICAL SYSTEMS November 1968
SD 68-654-2 ENGINEERING COURSE FOR SATURN S-11 STAGE SYSTEMS FOR NASA AND HEROICRELICS.ORG VOLUME 2 S-11 STAGE PROPULSION AND MECHANICAL SYSTEMS November 1968 Approved by ~ B . Botfeld Manager, Mechanical Systems Analysis and Requirements S-II Engineering SPACE DIVISION NORTH AMERICAN ROCKWELL CORPORATION SD 68-654-2 ENGINEERING COURSE FOR SATURN S-11 STAGE SYSTEMS FOR NASA VOLUME 2 S-11 STAGE PROPULSION AND MECHANICAL SYSTEMS November 1968 Approved by :r B. Botfeld Manager, Mechanical Systems Analysis and Requirements S -II Engineering SPACE DIVISION NORTH AMERICAN ROCKWELL CORPORATION SPACE DIVISION oF HEROICRELICS.ORG THIS PAGE I NTENTIONALLY LEFT BLANK - ii - SD 68-654-2 SPACE DIVISION oF NORTH AMERICAN ROCKWELL CORPORATION FOREWORD This volume is one of four volumes comprised by the Engineering Course on Saturn S-II Systems f or NASA (SD 67-654) and is to be used only in conjunc tio n w ith the classroom presentation. The cour se is being presented in accordance with Change Order 1085 to Contract NAS7-200 . - 111 - SD 68-654-2 SPACE DIVISION oF HEROICRELICS.ORG THIS PAGE I NTENTIONALLY LEFT BLANK - iv- SD 68-654-2 SPACE DIVISION oF NORTH AMERICAN ROCKWELL CORPORAT ION CONTENTS Section Pag e S-11 STAGE PROPULSIO N SYS TEM 1 ENGINE SYSTEMS 1 Function 1 Engine System Features 1 Arrangement 1 Engine System Operating Features 4 Engine System Support Features. 9 Engine System Condition at Liftoff 11 MSC Console Displ ay 11 Engine System Flig ht Sequence 11 Major Engine Variation . 15 Engine System Performance and Requirements 15 ULLAGE MOTOR SYSTEM. -

Apollo 17 Press
7A-/ a NATIONAL AERONAUTICS AND SPACE ADMINISTRATION Washington. D . C . 20546 202-755-8370 FOR RELEASE: Sunday t RELEASE NO: 72-220K November 26. 1972 B PROJECT: APOLLO 17 (To be launched no P earlier than Dec . 6) R E contents 1-5 6-13 U APOLLC 17 MISSION OBJECTIVES .............14 LAUNCH OPERATIONS .................. 15-17 COUNTDOWN ....................... 18-21 Launch Windows .................. 20 3 Ground Elapsed Time Update ............ 20-21 LAUNCH AND MISSION PROFILE .............. 22-32 Launch Events .................. 24-26 Mission Events .................. 26-28 EVA Mission Events ................ 29-32 APOLLO 17 LANDING SITE ................ 33-36 LUNAR SURFACE SCIENCE ................ 37-55 S-IVB Lunar Impact ................ 37 ALSEP ...................... 37 K SNAP-27 ..................... 38-39 Heat Flow Experiment ............... 40 Lunar Ejecta and Meteorites ........... 41 Lunar Seismic Profiling ............. 41-42 I Lunar Atmospheric Composition Experiment ..... 43 Lunar Surface Gravimeter ............. 43-44 Traverse Gravimeter ............... 44-45 Surface Electrical Properties 45 I-) .......... T Lunar Neutron Probe ............... 46 1 Soil Mechanics .................. 46-47 Lunar Geology Investigation ........... 48-51 Lunar Geology Hand Tools ............. 52-54 Long Term Surface Exposure Experiment ...... 54-55 -more- November 14. 1972 i2 LUNAR ORBITAL SCIENCE ............... .5 6.61 Lunar Sounder ................. .5 6.57 Infrared Scanning Radiometer ......... .5 7.58 Far-Ultraviolet Spectrometer ..........5 -

ULXISG LAZSLXXY PROP-LSZON and VEHICLZ EKG--YT' Prepared by Industrial Resources Grou?
ACTIVE Z3XTFr1CTS ::ST PROP-LSZON AND VEHICLZ EKG--YT',A ULXISG LAZSLXXY Prepared by Industrial Resources Grou? Resources Yunagement Office AiResearch Yanuf acturing MS8-;'1%2i Development and Hanufacture of Trotective Clothing for Use in Hazardous Environments Brown Engineering Company Design, Development, Fabrication, and Delivery of Saturn V Tinstrument Unit Umbilical Connector Assemblies Brown Engineering Cornpany DesLgn, Development, Documentation, Fabrication, and Testing of Saturn V Simulator Instrument Unit Disconnect Carrier Assembly Kits 3rown Engineering Company ViSration Testing of Saturn ,nstrument-- Unit Hounting Con?onents Brown Engineering Company Verification of Criticality Data Denison Ecgineering Div. Qnaiification Test Program for -7. American Brake Shoe CO. high Pressure lump Used in the S-IC Ground Hydraulic Supply & C'neckout Douglas Aircraft Company Suman Engineering Design Criteria Study - - Greer Kydraulics, Inc. yhL ~s~-',i673 -0 S?are Parts ror ,ogistic~l ~~;~pi~~y~S~pport of S-IC Hydraulic Support and Checkout Units Greer Eiydraulics, Inc. iSAS8-54-74 Czsign, Devclop:~$znt, iilznuf aczuring, aild Delivery of Five Ground Support Hydraulic Systems and Checkout Units Idalter Edde and Co., Inc. XAS8-,1550 Ceslgn, 3~5:-ica:5on, Testing, an? Delivery o; . ive Xach S-IC Inert ??refill Unrts Walter Ridde and Co., Inc, i\;:S8-+;357 Feslgn, -Usvelopment, FabrlcaEion, Assembly, and Testin-tJ of a Truck-Mounted Flush and ?urge Ground Sup?ort Servicing System Hayes International Corp. Air Bearing Supply Distribucion and Konitoring System Hayes International Corp. Design, Develop, Fabricate, Test, and Delivery of Two Mobile Service Truck Units (M-1 and Sodiun Nitrite) - Jet Research Cezter, Inc. %S8-li484 im?act of S2nsltlvlzy of COITLETE Various Typzs and Sizes of Linear Shaped Charges Yfrtin-Marietta Corp. -

IAC-13-E6.2.6 Page 1 of 16 IAC-13
64th International Astronautical Congress, Beijing, China. Copyright ©2013 by the International Astronautical Federation. All rights reserved. IAC-13-E6.2.6 x19035 INDUSTRIAL INNOVATION CYCLE ANALYSIS OF THE ORBITAL LAUNCH VEHICLE INDUSTRY Julio Aprea European Space Agency, France, [email protected] Ulfert Block European Space Agency, France, [email protected] Emmanuelle David Deutsches Zentrum für Luft- und Raumfahrt e.V., Germany, [email protected] The analysis in this paper provides an initial look at the Orbital Launch Vehicle Industry within the Model for Industrial Innovation, proposed by James M. Utterback and William J. Abernathy in their article “Patterns of Industrial Innovation” (1978). The paper starts with a summary of the Abernathy-Utterback Model, its phases (fluid, transitional and specific) and its characteristics, the concept of dominant design and the focus on product and process innovation. This work then analyses the Orbital Launch Vehicle industry from a historical perspective of its major innovations and compares the development of this industry with the Abernathy-Utterback Model. It as well highlights some interesting current developments and analyses certain technology innovations that will likely shape the industry in the future, namely serial production and incremental degrees of reusability. Based on this analysis this paper finally draws some preliminary conclusions and proposes future work on the subject. INTRODUCTION at defining the elements of the dominant design and This paper is part of a series of papers aiming at determining which phase of the Innovation Model we analysing the different sectors of the space industry are currently experiencing. from the point of view of different innovation models and industry structure theories. -

Mars Options
Spaceflight A British Interplanetary Society Publication Mars UK boosts options space spending NASA’s Radiation Atlantis threats display Shuttle: icon of an age Vol 60 No 8 September 2017 www.bis-space.com CONTENTS Editor: Published by the British Interplanetary Society David Baker, PhD, BSc, FBIS, FRHS Sub-editor: Volume 60 No. 9 September 2017 Ann Page Production Assistant: 331-334 Living with the Legend Ben Jones Author of the seminal work on NASA’s Space Shuttle, Dennis Jenkins describes how he came to follow the programme through work and, as Spaceflight Promotion: a genuine enthusiast, create the massive three-volume history of its Gillian Norman design evolution and engineering. Spaceflight Arthur C. Clarke House, 334 An icon immortalised 27/29 South Lambeth Road, Laurence Withers recounts a visit to the Kennedy Space Center where he London, SW8 1SZ, England. missed a launch and came across the Space Shuttle Atlantis, more by Tel: +44 (0)20 7735 3160 Fax: +44 (0)20 7582 7167 mistake than by pre-planning, to impress and astound with its display of Email: [email protected] space artefacts. www.bis-space.com 336-342 Evaluating Mars Programme Designs ADVERTISING Stephen Ashworth has a particular view on Mars missions and judges a Tel: +44 (0)1424 883401 range of potential expeditionary modes to comment on the architecture Email: [email protected] being discussed by government agencies DISTRIBUTION and commercial providers alike. Spaceflight may be received worldwide by mail through membership of the British Interplanetary Society. Details including Library subscriptions are available from the above address. -

SATURN I B LIQUID HYDROGEN ORBITAL Experl MENT Defl
, NASA TECHNICAL NASA XbLX-53158 MEMORANDUM : NoT~M~..!1. 1964 SATURN IB LIQUID HYDROGEN ORBITAL EXPERlMENT DEFlNlTlON . by ADVANCED STUDIES OFFICE Propulsion and Vehicle Engineering Laboratory OTS PRICE XEROX NASA M ICRO FI LM George C. Marshall S’uce Fght Center, Hmtsuille, Alabama TECHNICAL MEMORANDUM X-53158 SATURN IB LIQUID HYDROGEN ORBITAL EXPERIMENT DEFINITION I' Compiled By Advanced Studies Office George C. Marshall Space Flight Center Huntsville , Alabama ABSTRACT A Liquid Hydrogen Orbital Experiment is defined, using Saturn IB iaunch vehicle SA-203, which will demonstrate the adequacy of the S-IVB/V continuous vent and propellant settling system prior to a Saturn V launch. The state -of-the -art knowledge of cryogenic propellant behaviour under weightless environment will be significantly advanced by this observation of transient effects on liquid hydrogen through two television cameras mounted on the manhole cover of the S-IVB stage LH2 tank. The experiment justification, objectives, and S-IVB stage instrumentation are presented in detail. The liquid hydrogen experiment was proposed and defined by the Propulsion Division of Propulsion and Vehicle Engineering Laboratory. This report was compiled for R&D Operations with the assistance of Aero -A str odynamic s Labor a tory, Astfionic s Labor ator y, and Quality and Reliability Assurance Laboratory and complements NASA TM X-53 159, "Saturn IB Liquid Hydrogen Experiment Preliminary Lau Design Definition. NATIONAL AERONAUTICS AND SPACE ADMINISTRATION AXO.LVXOBV? 3NIl333NI3N3 313IH3A aNV NOISTndOXd X3LN33 LH3ITJ 33VdS T?VHS~~'333XO33-VSVN TABLE OF CONTENTS Page SUMMARY .................................... 1 SE C TION I. INTRODUCTION ....................... 3 A. GENERAL .............................. 3 B. CONTINUOUS VENT AND LIQUID SETTLING ..... -

Spaceshipone Flight 16P
SpaceShipOne Flight 16P Encyclopedia Astronautica Navigation 0 A B C D E F G H I J K L M N O P Q R S T U V W X Y Z Search BrowseEncyclopedia Astronautica Navigation 0 A B C D E F G H I J K L M N O P Q R S T U V W X Y Z Search Browse 0 - A - B - C - D - E - F - G - H - I - J - K - L - M - N - O - P - Q - R - S - T - U - V - W - X - Y - Z - Search Alphabetical Encyclopedia Astronautica Index - Major Articles - People - Chronology - Countries - Spacecraft SpaceShipOne Flight 16P and Satellites - Data and Source Docs - Engines - Families - Manned Flights - Crew: Melvill. Fifth powered flight of Burt Cancelled Flights - Rockets and Missiles - Rocket Stages - Space Rutan's SpaceShipOne and first of two flights Poetry - Space Projects - Propellants - over 100 km that needed to be accomplished Launch Sites - Any Day in Space in a week to win the $10 million X-Prize. Spacecraft did a series of 60 rolls during last stage of engine burn. History USA - A Brief History of the HARP Project - Saturn V - Cape Fifth powered flight of Burt Rutan's SpaceShipOne and first of two flights over 100 km that needed to be Canaveral - Space Suits - Apollo 11 - accomplished in a week to win the $10 million X-Prize. Women of Space - Soviets Recovered an Apollo Capsule! - Apollo 13 - SpaceShipOne coasted to 103 km altitude and successfully completed the first of two X-Prize flights. The motor Apollo 18 - International Space was shut down when the pilot noted that his altitude predictor exceeded the required 100 km mark.