The Evolution of Arms and Armors During the Crusades
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
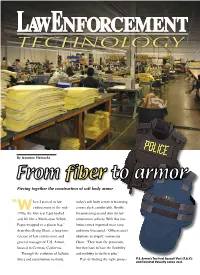
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -
MEDIEVAL ARMOR Over Time
The development of MEDIEVAL ARMOR over time WORCESTER ART MUSEUM ARMS & ARMOR PRESENTATION SLIDE 2 The Arms & Armor Collection Mr. Higgins, 1914.146 In 2014, the Worcester Art Museum acquired the John Woodman Higgins Collection of Arms and Armor, the second largest collection of its kind in the United States. John Woodman Higgins was a Worcester-born industrialist who owned Worcester Pressed Steel. He purchased objects for the collection between the 1920s and 1950s. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 3 Introduction to Armor 1994.300 This German engraving on paper from the 1500s shows the classic image of a knight fully dressed in a suit of armor. Literature from the Middle Ages (or “Medieval,” i.e., the 5th through 15th centuries) was full of stories featuring knights—like those of King Arthur and his Knights of the Round Table, or the popular tale of Saint George who slayed a dragon to rescue a princess. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 4 Introduction to Armor However, knights of the early Middle Ages did not wear full suits of armor. Those suits, along with romantic ideas and images of knights, developed over time. The image on the left, painted in the mid 1300s, shows Saint George the dragon slayer wearing only some pieces of armor. The carving on the right, created around 1485, shows Saint George wearing a full suit of armor. 1927.19.4 2014.1 WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 5 Mail Armor 2014.842.2 The first type of armor worn to protect soldiers was mail armor, commonly known as chainmail. -

Stab Resistant Body Armour
IAN HORSFALL STAB RESISTANT BODY ARMOUR COLLEGE OF DEFENCE TECHNOLOGY SUBMITTED FOR THE AWARD OF PhD CRANFIELD UNIVERSITY ENGINEERING SYSTEMS DEPARTMENT SUBMITTED FOR THE AWARD OF PhD 1999-2000 IAN HORSFALL STAB RESISTANT BODY ARMOUR SUPERVISOR DR M. R. EDWARDS MARCH 2000 ©Cranfield University, 2000. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright holder. ABSTRACT There is now a widely accepted need for stab resistant body armour for the police in the UK. However, very little research has been done on knife resistant systems and the penetration mechanics of sharp projectiles are poorly understood. This thesis explores the general background to knife attack and defence with a particular emphasis on the penetration mechanics of edged weapons. The energy and velocity that can be achieved in stabbing actions has been determined for a number of sample populations. The energy dissipated against the target was shown to be primarily the combined kinetic energy of the knife and the arm of the attacker. The compliance between the hand and the knife was shown to significantly affect the pattern of energy delivery. Flexibility and the resulting compliance of the armour was shown to have a significant effect upon the absorption of this kinetic energy. The ability of a knife to penetrate a variety of targets was studied using an instrumented drop tower. It was found that the penetration process consisted of three stages, indentation, perforation and further penetration as the knife slides through the target. Analysis of the indentation process shows that for slimmer indenters, as represented by knives, frictional forces dominate, and indentation depth becomes dependent upon the coefficient of friction between indenter and sample. -

From Knights' Armour to Smart Work Clothes
September 16, 2020 Suits of steel: from knights’ armour to smart work clothes From traditional metal buttons to futuristic military exoskeletons, which came to the real world from the pages of comics. From the brigandines of medieval dandies to modern fire-resistant clothing for hot work areas. Steel suits have come a long way, and despite a brief retreat caused by a “firearm”, they are again conquering the battlefields and becoming widely used in cutting-edge operations. Ancestors of skins and cotton wool The first armour that existed covered the backs of warriors. For the Germanic tribes who attacked the Roman Empire, it was not considered shameful to escape battle. They protected their chests by dodging, while covering their backs, which became vulnerable when fleeing, with thick animal skins over the shoulders. Soldiers of ancient Egypt and Greece wore multi-layer glued and quilted clothes as armour. Mexican Aztecs faced the conquistadors in quilted wadded coats a couple of fingers thick. In turn, the Spanish borrowed the idea from the Mexicans. In medieval Europe, such protective clothing was widely used up to the 16th century. The famous Caucasian felt cloak also began life as armour. Made of wool using felting technology, it was invulnerable against steel sabres , arrows and even some types of bullets. Metal armour: milestones Another ancient idea for protective clothing was borrowed from animals. The scaled skin of pangolins was widely used as armour by Indian noble warriors, the Rajputs. They began to replicate a scaly body made of copper back in ancient Mesopotamia, then they began to use brass and later steel. -
Charters: What Survives?
Banner 4-final.qxp_Layout 1 01/11/2016 09:29 Page 1 Charters: what survives? Charters are our main source for twelh- and thirteenth-century Scotland. Most surviving charters were written for monasteries, which had many properties and privileges and gained considerable expertise in preserving their charters. However, many collections were lost when monasteries declined aer the Reformation (1560) and their lands passed to lay lords. Only 27% of Scottish charters from 1100–1250 survive as original single sheets of parchment; even fewer still have their seal attached. e remaining 73% exist only as later copies. Survival of charter collectionS (relating to 1100–1250) GEOGRAPHICAL SPREAD from inStitutionS founded by 1250 Our picture of documents in this period is geographically distorted. Some regions have no institutions with surviving charter collections, even as copies (like Galloway). Others had few if any monasteries, and so lacked large charter collections in the first place (like Caithness). Others are relatively well represented (like Fife). Survives Lost or unknown number of Surviving charterS CHRONOLOGICAL SPREAD (by earliest possible decade of creation) 400 Despite losses, the surviving documents point to a gradual increase Copies Originals in their use in the twelh century. 300 200 100 0 109 0s 110 0s 111 0s 112 0s 113 0s 114 0s 115 0s 116 0s 1170s 118 0s 119 0s 120 0s 121 0s 122 0s 123 0s 124 0s TYPES OF DONOR typeS of donor – Example of Melrose Abbey’s Charters It was common for monasteries to seek charters from those in Lay Lords Kings positions of authority in the kingdom: lay lords, kings and bishops. -
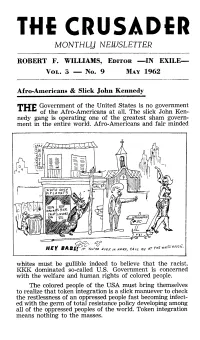
The Crusader Monthll,J Nelijsletter
THE CRUSADER MONTHLL,J NELIJSLETTER ROBERT F. WILLIAMS, EDITOR -IN EXILE- VoL . ~ - No. 9 MAY 1968 Afro-Americans & Slick John Kennedy Government of the United States is no government T~E of the Afro-Americans at all. The slick John Ken- nedy gang is operating one of the greatest sham govern- ment in the entire world. Afro-Americans and fair minded Od > ~- O THE wN«< /l~USL . lF Yov~Re EyER IN NE60, CALL ME AT whites must be gullible indeed to believe that the racist, KKK dominated so-called U.S. Government is concerned with the welfare and human rights of colored people. The colored people of the USA must bring themselves to realize that taken integration is a slick manuever to check the restlessness of an oppressed people fast becoming infect ed with the germ of total resistance policy developing among all of the oppressed peoples of the world. Token integration means nothing to the masses. Even an idiot should be able to see that so-called Token integration is no more than window dressing designed to lull the poor downtrodden Afro-American to sleep and to make the out side world think that the racist, savage USA is a fountainhead of social justice and democracy. The Afro-American in the USA is facing his greatest crisis since chattel slavery. All forms of violence and underhanded methods o.f extermination are being stepped up against our people. Contrary to what the "big daddies" and their "good nigras" would have us believe about all of the phoney progress they claim the race is making, the True status of the Afro-Ameri- can is s#eadily on the down turn. -

Basic-Armouring-2Of4.Pdf
Chapter 8 — Padding Because you need to build your armour around your padding you need to know how to make it first! Gamberson This supplies basic padding under the body armour and something to hang your arm armour off. Some people rely on their gamberson (with a few minor additions such as a kidney belt) as their torso protection. This gives them excellent mobility at the expense of protection. If you are learning to fight, as well as armour, you are liable to get hit a lot so body armour might not be a bad idea—your choice! Making a gamberson is a sewing job; go get a needle and thread or borrow a sewing machine. The material you make it from should be relatively tough (it’s going to take a beating), adsorbent (you are going to sweat into it), colour fast (unless you want to start a new fashion in oddly coloured flesh) and washable (see sweating above). Period gambersons were made from multiple layers of cloth stitched together or padded with raw wool or similar material, modern ones often use an internal fill of cotton or polyester batting to achieve the same look with less weight. A descrip- tion of an arming doublet of the 15th century is “a dowbelet of ffustean (a type of heavy woollen broad cloth) lyned with satene cutte full of hoolis”. A heavy outer material, such as canvas or calico, is therefore appropriate with a softer lining next to the skin. For extra ventilation you can add buttonholes down the quilting seams. -

Page 0 Menu Roman Armour Page 1 400BC - 400AD Worn by Roman Legionaries
Roman Armour Chain Mail Armour Transitional Armour Plate Mail Armour Milanese Armour Gothic Armour Maximilian Armour Greenwich Armour Armour Diagrams Page 0 Menu Roman Armour Page 1 400BC - 400AD Worn by Roman Legionaries. Replaced old chain mail armour. Made up of dozens of small metal plates, and held together by leather laces. Lorica Segmentata Page 1 100AD - 400AD Worn by Roman Officers as protection for the lower legs and knees. Attached to legs by leather straps. Roman Greaves Page 1 ?BC - 400AD Used by Roman Legionaries. Handle is located behind the metal boss, which is in the centre of the shield. The boss protected the legionaries hand. Made from several wooden planks stuck together. Could be red or blue. Roman Shield Page 1 100AD - 400AD Worn by Roman Legionaries. Includes cheek pieces and neck protection. Iron helmet replaced old bronze helmet. Plume made of Hoarse hair. Roman Helmet Page 1 100AD - 400AD Soldier on left is wearing old chain mail and bronze helmet. Soldiers on right wear newer iron helmets and Lorica Segmentata. All soldiers carry shields and gladias’. Roman Legionaries Page 1 400BC - 400AD Used as primary weapon by most Roman soldiers. Was used as a thrusting weapon rather than a slashing weapon Roman Gladias Page 1 400BC - 400AD Worn by Roman Officers. Decorations depict muscles of the body. Made out of a single sheet of metal, and beaten while still hot into shape Roman Cuiruss Page 1 ?- 400AD Chain Mail Armour Page 2 400BC - 1600AD Worn by Vikings, Normans, Saxons and most other West European civilizations of the time. -
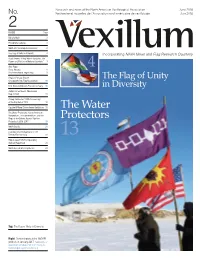
Vexillum, June 2018, No. 2
Research and news of the North American Vexillological Association June 2018 No. Recherche et nouvelles de l’Association nord-américaine de vexillologie Juin 2018 2 INSIDE Page Editor’s Note 2 President’s Column 3 NAVA Membership Anniversaries 3 The Flag of Unity in Diversity 4 Incorporating NAVA News and Flag Research Quarterly Book Review: "A Flag Worth Dying For: The Power and Politics of National Symbols" 7 New Flags: 4 Reno, Nevada 8 The International Vegan Flag 9 Regional Group Report: The Flag of Unity Chesapeake Bay Flag Association 10 Vexi-News Celebrates First Anniversary 10 in Diversity Judge Carlos Moore, Mississippi Flag Activist 11 Stamp Celebrates 200th Anniversary of the Flag Act of 1818 12 Captain William Driver Award Guidelines 12 The Water The Water Protectors: Native American Nationalism, Environmentalism, and the Flags of the Dakota Access Pipeline Protectors Protests of 2016–2017 13 NAVA Grants 21 Evolutionary Vexillography in the Twenty-First Century 21 13 Help Support NAVA's Upcoming Vatican Flags Book 23 NAVA Annual Meeting Notice 24 Top: The Flag of Unity in Diversity Right: Demonstrators at the NoDAPL protests in January 2017. Source: https:// www.indianz.com/News/2017/01/27/delay-in- nodapl-response-points-to-more.asp 2 | June 2018 • Vexillum No. 2 June / Juin 2018 Number 2 / Numéro 2 Editor's Note | Note de la rédaction Dear Reader: We hope you enjoyed the premiere issue of Vexillum. In addition to offering my thanks Research and news of the North American to the contributors and our fine layout designer Jonathan Lehmann, I owe a special note Vexillological Association / Recherche et nouvelles de l’Association nord-américaine of gratitude to NAVA members Peter Ansoff, Stan Contrades, Xing Fei, Ted Kaye, Pete de vexillologie. -

Spring Flyer 2021
SPRING FLYER 2021 Be Smart. Be Safe. Be Sure.TM ® Third Party MAXVIEW Face Shields Certification • Extra-large stylish crown and wraparound face shield frame • High-impact polycarbonate window (with or without anti-fog) • 370 Speed Dial™ premium ratcheting headgear suspension • All models meet or exceed ANSI Z87.1+ high impact standards The 370 Speed Dial™ • CSA certified to CAN/CSA Z94.3 standards is highlighted by • CE certified Jackson’s famous “Easy Grab-Easy Turn” oversized adjusting dial PROD. NO. Suspension Window Tint Coating List Sale and patented swivel adjuster band— 14200 Ratcheting Clear None $41.95 $34.95 an industry best! 14201 Ratcheting Clear Anti-fog $59.95 $49.95 14200 QUAD 500® Faceshields • Stylish crown and wraparound face shield frame • All models meet or exceed ANSI Z87.1+ • Premium molded polycarbonate AF window high impact standards • 370 Speed Dial™ premium ratcheting • Certified to CAN/CSA Z94.3 standards 14230/14233 headgear suspension on 14220, 14230, 14233 • CE certified 14220 PROD. NO. Description Suspension List Sale 14220 Clear Antifog PC Ratcheting $69.95 $58.50 14225 Clear HHIS Systems Universal Adaptor $68.85 $57.50 14225 14230 Clear Antifog PC-Shade 5 FLIP Ratcheting $89.95 $75.25 Third Party Certification Clear Antifog PC-Shade 8 FLIP Ratcheting $92.95 14233 $77.75 14235 14235 Clear Antifog PC-Shade 5 FLIP w/HHIS Universal Adaptor $88.95 $74.25 MAXVIEW® Replacement Visors QUAD 500® Replacement Visors • Extra-large polycarbonate • For added protection, the molded 14250 window for superior optics and window can be completely framed industry-leading panoramic on the sides and chin and features views and anti-fog coating an extra-large crown • The Quad 500® offers exceptional panoramic views with virtually no distortion 14255 14214 PROD. -

A Political History of the Kingdom of Jerusalem 1099 to 1187 C.E
Western Washington University Western CEDAR WWU Honors Program Senior Projects WWU Graduate and Undergraduate Scholarship Spring 2014 A Political History of the Kingdom of Jerusalem 1099 to 1187 C.E. Tobias Osterhaug Western Washington University Follow this and additional works at: https://cedar.wwu.edu/wwu_honors Part of the Higher Education Commons, and the History Commons Recommended Citation Osterhaug, Tobias, "A Political History of the Kingdom of Jerusalem 1099 to 1187 C.E." (2014). WWU Honors Program Senior Projects. 25. https://cedar.wwu.edu/wwu_honors/25 This Project is brought to you for free and open access by the WWU Graduate and Undergraduate Scholarship at Western CEDAR. It has been accepted for inclusion in WWU Honors Program Senior Projects by an authorized administrator of Western CEDAR. For more information, please contact [email protected]. 1 Tobias Osterhaug History 499/Honors 402 A Political History of the Kingdom of Jerusalem 1099 to 1187 C.E. Introduction: The first Crusade, a massive and unprecedented undertaking in the western world, differed from the majority of subsequent crusades into the Holy Land in an important way: it contained no royalty and was undertaken with very little direct support from the ruling families of Western Europe. This aspect of the crusade led to the development of sophisticated hierarchies and vassalages among the knights who led the crusade. These relationships culminated in the formation of the Crusader States, Latin outposts in the Levant surrounded by Muslim states, and populated primarily by non-Catholic or non-Christian peoples. Despite the difficulties engendered by this situation, the Crusader States managed to maintain control over the Holy Land for much of the twelfth century, and, to a lesser degree, for several decades after the Fall of Jerusalem in 1187 to Saladin. -

State Tax Smart Charts
State Tax Smart Charts Business Income Tax > Amended or Audited Returns > Amended Returns > Deadline for Reporting Federal Changes > C Corporations The following chart indicates the deadline for reporting a federal change or adjustment by a C Corporation, as well as, any attachments that must be filed. Jurisdiction C Corporations Comment Citation Attach RAR or any other itemized explanation of federal changes Ala. Admin. Code r. Alabama No deadline specified. furnished by the IRS. 810-3-40-.01(4) Attach all documents related to the change, including RAR. Alaska Stat. §43.20.030(d), Form File amended return within 60 days We recommend you 6000 Instructions, after final determination of federal reference cited authority Corporation Net Alaska adjustment. for more information. Income Tax Return Within 90 days after final determination of federal adjustment, either: Provide sufficient • file amended return, or information for the Ariz. Rev. Stat. §43- • file copy of final federal department to recompute 327, Form 120 determination, concede accuracy or Arizona taxable income Instructions, state errors, and request based on the RAR Corporation Income Arizona recomputation of tax by department. changes. Tax Return Attach copy of federal amended return or IRS audit report. Prior to Oct. 1, 2015, amended return had to be filed within 90 days after receipt of notice and demand for payment Ark. Code. Ann. §26- from IRS. 18-306(b)(1), Form AR1100CT File amended return within 180 days We recommend you Instructions, C after receipt of notice and demand reference cited authority Corporation Income Arkansas for payment from IRS. for more information. Tax Return Cal.