Materials and Flow Properties
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tape-Unyte High Density Ptfe Tape
TAPE-UNYTE® HIGH DENSITY PTFE TAPE T-TAPE-SPEC PRODUCT DESCRIPTION COLOR/CONSISTENCY TENSILE STRENGTH - LONGITUDINAL 3000 PSI max - ASTM D882 (mod) PRODUCT The tape is white in color. It shall be free of visible voids, cracks, folds, ELONGATION TAPE-UNYTE® High Density PTFE Tape contamination and has consistent physical properties. TAPE-UNYTE® has an 50% min - ASTM D882 (mod) TYPE indefinite shelf life. THICKNESS ® TAPE-UNYTE is a heavy duty, all TEMPERATURE RANGE USE purpose, non-seizing, PTFE thread sealing .0040 ± .0005 Inches - ASTM D374-42 -A compound in tape form that produces a Gases: PACKAGING leakproof seal on all types of metal and -450EF (-268EC) to 500EF (260EC) plastic threaded connections. TAPE- UNYTE® is a high density, 4 MIL PTFE Liquids: U.S. Measure: (polytetrafluoroethylene) Tape supplied on -450EF (-268EC) to 500EF (260EC) finished spools. Stock Code Size PRESSURE RANGE USE F520 ¼" x 520" (.63 cm x 13.2 m) RECOMMENDED USES T260 ½" x 260" (1.27 cm x 6.6 m) Gases: T520 ½” x 520" (1.27 cm x 13.2 m) TAPE-UNYTE® will not transfer any taste up to 10,000 PSI (1450 kPa) T1296 ½” x 1296" (1.27 cm x 32.9 m) or odor to the system being sealed. Liquids: W260 ¾" x 260" (1.9 cm x 6.6 m) Excellent for food and water systems. up to 3,000 PSI (435 kPa) W520 ¾" x 520" (1.9 cm x 13.2 m) TAPE-UNYTE® will never harden, and is an X260 1" x 260" (1.9 cm x 6.6 m) anti-galling tape making it possible to The system may be pressurized disassemble pipes and bolts easily after immediately after assembly. -

EPA 450 3-83-008 Control of VOC Emissions from Manufacture Of
dine Series Emission Standards and Engineering Division Office of ~ir,.~ofp,and Radiation Office of Air Qualify P!anning and Standards Research Triangle Park: .North Carolina 2771 1 November 1 983 I GUIDELINE SERIES I The guideline series of reports is issued by the Office of Air Quality Planning and Standards (OAQPS) to provide information to state and local air pollution control agencies; for example, to provide guidance on the acquisition and processing of air qualitydata and on the planning and analysis requisite for the maintenance of air quality. Reports published in this series will be available - as supplies permit - from the Library Services Office (MD-35), U.S. Environmental Protection Agency, Research Triangle Park, North Carolina 2771 1, orfor a nominal fee, from the National Technical Information Service, 5285 Port Royal Road, Springfield, Virginia 221 61. TABLE OF CONTENTS INTRODUCTION ................ PROCESS,AND POLLUTANT EMISSIONS ..... INTRODUCTION ............ POLYPROPYLENE ............ 2.2.1 General Industry Description . 2.2.2 Model Plant ......... HIGH-DENSITY POLYETHYLENE ...... 2.3 .I General Industry Description . 2.3.2 Model Plant. ......... POLYSTYRENE . 2.4.1 General Industry Description . 2,4,2 Model Plant ....... REFERENCES FOR CHAPTER 2. .... EMISSION CONTROL TECHNIQUES. ..... 3.1 CONTROL BY COMBUSTION TECHNIQUES. 3.1.1 Flares .......... 3.1.2 Thermal Incinerators ... 3.1.3 Catalytic Incinerators . 3.1.4 Industrial Boilers .... 3.2 CONTROL BY RECOVERY TECHNIQUES . 3.2.1 Condensers ........ 3.2.2 Adsorbers ........ 3.2.3 Absorbers ........ 3.3 REFERENCES FOR CHAPTER 3. .... ENVIRONMENTAL ANALYSIS OF RACT .... 4.1 INTRODUCTION. .......... 4.2 AIR POLLUTION .......... 4.3 WATER POLLUTION ......... 4.4 SOLID WASTE DISPOSAL. -

Polycarbonate Lenses
Polycarbonate Lenses The most impact resistant of all lens materials is polycarbonate. Children, athletes, anyone working at a job or hobby where they might get hit in the face and need safety glasses, people with only one eye, those who fall a lot, are natural candidates for polycarbonate lenses. If safety is a prime concern, choose polycarbonate lenses. Advantages of polycarbonate lenses : 1. Polycarbonate has four to five times the impact resistance of glass or plastic. When glass or plastic lenses break, they do not break into harmless granules, but can break into sharp shards that can enter your eye and destroy your vision. Poly- carbonate is far and away the safest of all the lenses made. 2. Polycarbonate is the lightest lens material made. 3. Polycarbonate lenses naturally provide protection against ultra-violet light, at no additional charge. 4. Polycarbonate lenses come with a scratch resistant coating (not scratch proof) at no additional charge. 5. Polycarbonate is a high index material, so the lenses will be thinner than if made with glass or plastic. Disadvantages of polycarbonate lenses : 1. People in prescriptions with higher powers sometimes have trouble seeing out the edges of the lenses--your clear field of vision is not as wide as with glass or plas- tic lenses. The lenses are made with different curves than are used to make the same pre- scription power in glass or plastic, so you will see out of these lenses a little dif- ferently. People with prescriptions up to plus or minus three diopters (most people) usually have no problem adjusting to polycarbonate lenses. -

POLYMER STRUCTURE and CHARACTERIZATION Professor
POLYMER STRUCTURE AND CHARACTERIZATION Professor John A. Nairn Fall 2007 TABLE OF CONTENTS 1 INTRODUCTION 1 1.1 Definitions of Terms . 2 1.2 Course Goals . 5 2 POLYMER MOLECULAR WEIGHT 7 2.1 Introduction . 7 2.2 Number Average Molecular Weight . 9 2.3 Weight Average Molecular Weight . 10 2.4 Other Average Molecular Weights . 10 2.5 A Distribution of Molecular Weights . 11 2.6 Most Probable Molecular Weight Distribution . 12 3 MOLECULAR CONFORMATIONS 21 3.1 Introduction . 21 3.2 Nomenclature . 23 3.3 Property Calculation . 25 3.4 Freely-Jointed Chain . 27 3.4.1 Freely-Jointed Chain Analysis . 28 3.4.2 Comment on Freely-Jointed Chain . 34 3.5 Equivalent Freely Jointed Chain . 37 3.6 Vector Analysis of Polymer Conformations . 38 3.7 Freely-Rotating Chain . 41 3.8 Hindered Rotating Chain . 43 3.9 More Realistic Analysis . 45 3.10 Theta (Θ) Temperature . 47 3.11 Rotational Isomeric State Model . 48 4 RUBBER ELASTICITY 57 4.1 Introduction . 57 4.2 Historical Observations . 57 4.3 Thermodynamics . 60 4.4 Mechanical Properties . 62 4.5 Making Elastomers . 68 4.5.1 Diene Elastomers . 68 0 4.5.2 Nondiene Elastomers . 69 4.5.3 Thermoplastic Elastomers . 70 5 AMORPHOUS POLYMERS 73 5.1 Introduction . 73 5.2 The Glass Transition . 73 5.3 Free Volume Theory . 73 5.4 Physical Aging . 73 6 SEMICRYSTALLINE POLYMERS 75 6.1 Introduction . 75 6.2 Degree of Crystallization . 75 6.3 Structures . 75 Chapter 1 INTRODUCTION The topic of polymer structure and characterization covers molecular structure of polymer molecules, the arrangement of polymer molecules within a bulk polymer material, and techniques used to give information about structure or properties of polymers. -
Ideal Chain Conformations and Statistics
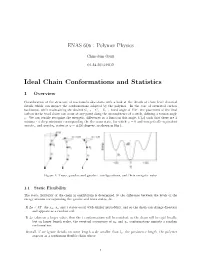
ENAS 606 : Polymer Physics Chinedum Osuji 01.24.2013:HO2 Ideal Chain Conformations and Statistics 1 Overview Consideration of the structure of macromolecules starts with a look at the details of chain level chemical details which can impact the conformations adopted by the polymer. In the case of saturated carbon ◦ backbones, while maintaining the desired Ci−1 − Ci − Ci+1 bond angle of 112 , the placement of the final carbon in the triad above can occur at any point along the circumference of a circle, defining a torsion angle '. We can readily recognize the energetic differences as a function this angle, U(') such that there are 3 minima - a deep minimum corresponding the the trans state, for which ' = 0 and energetically equivalent gauche− and gauche+ states at ' = ±120 degrees, as shown in Fig 1. Figure 1: Trans, gauche- and gauche+ configurations, and their energetic sates 1.1 Static Flexibility The static flexibility of the chain in equilibrium is determined by the difference between the levels of the energy minima corresponding the gauche and trans states, ∆. If ∆ < kT , the g+, g− and t states occur with similar probability, and so the chain can change direction and appears as a random coil. If ∆ takes on a larger value, then the t conformations will be enriched, so the chain will be rigid locally, but on larger length scales, the eventual occurrence of g+ and g− conformations imparts a random conformation. Overall, if we ignore details on some length scale smaller than lp, the persistence length, the polymer appears as a continuous flexible chain where 1 lp = l0 exp(∆/kT ) (1) where l0 is something like a monomer length. -
Migration of Bisphenol a from Polycarbonate Plastic of Different Qualities
Migration of bisphenol A from polycarbonate plastic of different qualities Environmental project No. 1710, 2015 [Series Title and year] Title: Editing: Migration of Bisphenol A from polycarbonate Gitte Alsing Pedersen, DTU National Food Institute, plastic of different qualities Søren Hvilsted, DTU Danish Polymer Centre, Department of Chemical and Biochemical Engineering and Jens Højslev Petersen, DTU National Food Institute Technical University of Denmark Published by: The Danish Environmental Protection Agency Strandgade 29 1401 Copenhagen K Denmark www.mst.dk/english Year: ISBN no. 2015 978-87-93352-24-7 Disclaimer: When the occasion arises, the Danish Environmental Protection Agency will publish reports and papers concerning research and development projects within the environmental sector, financed by study grants provided by the Danish Environmental Protection Agency. It should be noted that such publications do not necessarily reflect the position or opinion of the Danish Environmental Protection Agency. However, publication does indicate that, in the opinion of the Danish Environmental Protection Agency, the content represents an important contribution to the debate surrounding Danish environmental policy. Sources must be acknowledged. 2 Migration of Bisphenol A from polycarbonate plastic of different qualities Contents Foreword .................................................................................................................. 5 Conclusion and Summary ......................................................................................... -

Transparent PC/PMMA Blends Via Reactive Compatibilization in a Twin-Screw Extruder
polymers Article Transparent PC/PMMA Blends Via Reactive Compatibilization in a Twin-Screw Extruder Tobias Bubmann 1, Andreas Seidel 2 and Volker Altstädt 1,3,* 1 Department of Polymer Engineering, University of Bayreuth, Universitätsstraße 30, Bayreuth 95447, Germany; [email protected] 2 Covestro Deutschland AG, Business Unit Polycarbonates, Research & Development, Development Blends, Leverkusen 51365, Germany; [email protected] 3 Bavarian Polymer Institute and Bayreuth Institute of Macromolecular Research; University of Bayreuth, Universitätsstraße 30, Bayreuth 95447, Germany * Correspondence: [email protected]; Tel.: +49-(0)-921-55-7471 Received: 6 November 2019; Accepted: 7 December 2019; Published: 12 December 2019 Abstract: The effect of different catalysts on reactive compatibilization of 50/50 polycarbonate (PC)/polymethylmethacrylate (PMMA) blends achieved via transesterification that occurs during compounding in a twin-screw extruder was investigated on a phenomenological (optical and mechanical properties), mesoscopic (phase morphology), and molecular level (PC-graft(g)-PMMA-copolymer formation and polymer molecular weight degradation). Formation of PC-(g)-PMMA-copolymer by transesterification resulting in transparent mono-phase PC/PMMA blends with obviously improved compatibility of the two polymer constituents requires use of a suitable catalyst. As a side-effect, PC-(g)-PMMA-copolymer formation by transesterification is always accompanied by a significant simultaneous decomposition of the molecular weight (Mw) of the PC. For the first time, a colorless, transparent (mono-phase) PC/PMMA 50/50 blend was achieved by a twin-screw extrusion process that can be easily transferred into industrial scale. To achieve this milestone, 0.05 wt% of a weakly acidic phosphonium salt catalyst had to be applied. -
Blends of Polycarbonate Containing Fluorinated-Bisphenol-A and Polyvinyl Chloride
Europaisches Patentamt European Patent Office © Publication number: 0 576 057 A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 93201533.2 int. Ci.5; C08L 69/00, C08L 27/06, C08G 64/10, //(C08L69/00, @ Date of filing: 28.05.93 27:06),(C08L27/06,69:00) © Priority: 01.06.92 US 891032 © Applicant: ENICHEM S.p.A. Piazza della Repubblica, 16 @ Date of publication of application: 1-20124 Milano(IT) 29.12.93 Bulletin 93/52 @ Inventor: Drzewinski, Michael A. © Designated Contracting States: 371 Clarksville Road, Princeton Junction AT BE CH DE DK ES FR GB GR IE IT LI LU MC New Jersey 08850(US) NL PT SE © Representative: Roggero, Sergio et al Ing. Barzano & Zanardo Milano S.p.A. Via Borgonuovo 10 1-20121 Milano (IT) © Blends of polycarbonate containing fluorinated-bisphenol-A and polyvinyl chloride. © Bisphenol A polycarbonate containing at least 15 mole % of 2,2-bis-(4-hydroxyphenyl)hexafluoropropane (6F-Bisphenol A) can be blended with polyvinyl chloride (PVC) to form a thermodynamically miscible, transpar- ent, single phase blend at all compositions. Such blends are flame resistant as well as resistant to attack by acids, bases and many organic solvents. CO Rank Xerox (UK) Business Services (3. 10/3.6/3.3. 1) EP 0 576 057 A1 BACKGROUND OF THE INVENTION Field of the Invention: 5 This invention pertains to mixtures of polyvinyl chloride (PVC) and polycarbonates which contain at least 15 mole % of fluorinated bisphenol monomer units (F-PC) such as 2,2-bis-(4-hydroxyphenyl)- hexafluoropropane (6F-bisphenol A), herein referred to as 6F-PC. -

Nylons: a Review of the Literature on Products of Combustion and Toxicity
— |MH|||| I A111DS l&BTIO NBSIR 85-3280 Nylons: A Review of the Literature on Products of Combustion and Toxicity NBS Reference PUBLICATIONS Emil Braun Barbara C. Levin U S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Center for Fire Research Gaithersburg, MD 20899 February 1986 Sponsored in part by: U.S. Consumer Product Safety Commission — • q c — asda, MD 20207 100 • U56 85-3280 1986 NBS keseaech informattojt CENTER NBSIR 85-3280 NYLONS: A REVIEW OF THE LITERATURE ON PRODUCTS OF COMBUSTION AND TOXICITY Emil Braun Barbara C. Levin U S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Center for Fire Research Gaithersburg, MD 20899 February 1986 Sponsored in part by: U.S. Consumer Product Safety Commission Bethesda, MD 20207 U.S. DEPARTMENT OF COMMERCE, Malcolm Baldrige, Secretary NATIONAL BUREAU OF STANDARDS. Ernest Ambler. Director 21 TABLE OF CONTENTS Page LIST OF TABLES iv LIST OF FIGURES vii ABSTRACT 1 1.0 INTRODUCTION 2 2.0 CHEMICAL STRUCTURE AND THERMOPHYSICAL PROPERTIES 4 3.0 DECOMPOSITION 5 3.1 VACUUM PYROLYSIS 7 3.2 DECOMPOSITION IN INERT AND AIR ATMOSPHERES 8 3.2.1 GENERAL DECOMPOSITION PRODUCTS 8 3.2.2 SPECIFIC GAS SPECIES 11 3.2.2. PURE MATERIALS 11 3. 2. 2. COMPOSITE MATERIALS 14 4.0 TOXICITY 17 4.1 DIN 53 436 19 4.2 FAA TOXICITY PROTOCOL 20 4.3 NASA/USF TOXICITY PROTOCOL 22 4.5 MISCELLANEOUS 27 5.0 LARGE-SCALE TESTS 31 6.0 CONCLUSIONS 35 7.0 ACKNOWLEDGEMENTS 36 8.0 REFERENCES 37 iii LIST OF TABLES Page TABLE 1. -

United States Patent (19) 11 Patent Number: 4,481,333 Fleischer Et Al
United States Patent (19) 11 Patent Number: 4,481,333 Fleischer et al. 45 Date of Patent: Nov. 6, 1984 54 THERMOPLASTIC COMPOSITIONS 58 Field of Search ................................ 525/192, 199 COMPRISING WINYL CHLORIDE POLYMER, CLPE AND FLUOROPOLYMER 56) References Cited U.S. PATENT DOCUMENTS 75) Inventors: Dietrich Fleischer, Darmstadt; Eckhard Weber, Liederbach; 3,005,795 10/1961 Busse et al. ......................... 525/199 3,294,871 2/1966 Schmitt et al. ...... 52.5/154 X Johannes Brandrup, Wiesbaden, all 3,299,182 1/1967 Jennings et al. ... ... 525/192 of Fed. Rep. of Germany 3,334,157 8/1967 Larsen ..................... ... 525/99 73 Assignee: Hoechst Aktiengesellschaft, Fed. 3,940,456 2/1976 Fey et al. ............................ 525/192 Rep. of Germany Primary Examiner-Carman J. Seccuro (21) Appl. No.: 566,207 Attorney, Agent, or Firm-Connolly & Hutz 22 Filed: Dec. 28, 1983 57 ABSTRACT 30 Foreign Application Priority Data The invention relates to a thermoplastic composition which comprises vinyl chloride polymers and chlori Dec. 31, 1982 (DE Fed. Rep. of Germany ....... 3248.731 nated polyethylene and which contains finely divided 51) Int. Cl. ...................... C08L 23/28; C08L 27/06; fluoropolymers and has a markedly improved process C08L 27/18 ability, particularly when shaped by extrusion. 52 U.S. C. .................................... 525/192; 525/199; 525/239 7 Claims, No Drawings 4,481,333 2 iaries and do not provide a solution to the present prob THERMOPLASTC COMPOSITIONS lem. COMPRISINGVINYL CHLORIDE POLYMER, -

SARAN™ Polyvinylidene Chloride (PVDC) Resins
Product Safety Assessment SARAN™ Polyvinylidene Chloride (PVDC) Resins Product Safety Assessment documents are available at www.dow.com/productsafety/assess/finder.htm. Select a Topic: Names Product Overview Manufacture of Product Product Description Product Uses Exposure Potential Health Information Environmental Information Physical Hazard Information Regulatory Information Additional Information References Names CAS Nos. 25038-72-6, 9011-06-7 Vinylidene chloride copolymer SARAN polyvinylidene chloride (PVDC) resins Vinylidene chloride/methyl acrylate copolymer SARAN resins Vinylidene chloride/vinyl chloride copolymer Back to top Product Overview SARAN™ resins are white, odorless granules.1 These resins are polyvinylidene chloride (PVDC) copolymers made from polymerizing vinylidene chloride with comonomers like vinyl chloride and alkyl acrylates.2 For further information, see Product Description. SARAN resins are used extensively in packaging applications for food, pharmaceuticals, hygiene products, and sterilized medical products. They offer excellent barrier performance to moisture, oxygen, and odors.3 For further information, see Product Uses. Because SARAN resins are used extensively in food packaging, it is possible for consumers to come into contact with them. Workplace exposure is also possible.4 For further information, see Exposure Potential. SARAN resins are essentially nonirritating to the eyes and skin. Dust from SARAN products may cause temporary mechanical irritation to the skin and eyes under extreme conditions. However, the products are considered to present no significant health hazard.5 For further information, see Health Information. SARAN resins are expected to be inert in the environment. They are unlikely to accumulate in the food chain, and are practically nontoxic to aquatic organisms on an acute basis.6 For further information, see Environmental Information. -

Research Article Preparation, Properties, and Self-Assembly Behavior of PTFE-Based Core-Shell Nanospheres
Hindawi Publishing Corporation Journal of Nanomaterials Volume 2012, Article ID 980541, 15 pages doi:10.1155/2012/980541 Research Article Preparation, Properties, and Self-Assembly Behavior of PTFE-Based Core-Shell Nanospheres Katia Sparnacci,1 Diego Antonioli,1 Simone Deregibus,1 Michele Laus,1 Giampaolo Zuccheri,2 Luca Boarino,3 Natascia De Leo,3 and Davide Comoretto4 1 Dipartimento di Scienze dell’ Ambiente e della Vita, Universita` del Piemonte Orientale “A. Avogadro”, INSTM, UdR Alessandria, Via G. Bellini 25 g, 15100 Alessandria, Italy 2 Dipartimento di Biochimica “G. Moruzzi”, Universita` di Bologna, INSTM, CNRNANO-S3, Via Irnerio 48, 40126 Bologna, Italy 3 NanoFacility Piemonte, Electromagnetism Division, Istituto Nazionale di Ricerca Metrologica Strada delle Cacce 91, 10135 Torino, Italy 4 Dipartimento di Chimica e Chimica Industriale, Universita` degli Studi di Genova, Via Dodecaneso 31, 16146 Genova, Italy Correspondence should be addressed to Michele Laus, [email protected] Received 2 August 2011; Revised 17 October 2011; Accepted 24 October 2011 Academic Editor: Hai-Sheng Qian Copyright © 2012 Katia Sparnacci et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Nanosized PTFE-based core-shell particles can be prepared by emulsifier-free seed emulsion polymerization technique starting from spherical or rod-like PTFE seeds of different size. The shell can be constituted by the relatively high Tg polystyrene and polymethylmethacrylate as well as by low Tg polyacrylic copolymers. Peculiar thermal behavior of the PTFE component is observed due to the high degree of PTFE compartmentalization.