Download Paper
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding Matboard
FRAMING FUNDAMENTALS by Jared Davis, MCPF, GCF Understanding Matboard Being the best frame shop in your area starts with the best products. atboard is a fundamental compo- Mnent of almost every framed pic- ture. However, understanding the vast range of information and choices avail- able in matboards can be daunting. In this article, I aim to provide some useful insights about matboard to help you to dispel some of the myths and decipher some of the facts about this vital aspect of our profession. The two primary purposes for matboard that the introduction of a matboard can in- Different grades of matboard are are to provide protection for the artwork and crease both the size and level of value in the designed for to enhance the framing design. sale of a frame. different appli- cations. Under- 1) Protect. The last consumer survey con- standing which choice to make is ducted by the Professional Picture Fram- How Matboard is Made important to both ers Association found that the num- Matboards are comprised of layers of pa- your customer and your business. ber-one reason why a consumer chose to per of various thickness, laminated together. custom frame an artwork was to protect The papers and core of a matboard are made the item. Preservation, clearly, is of prima- from either unpurified wood pulp, purified al- ry importance to your customer. pha-cellulose wood pulp, or in the case of mu- 2) Enhance. A matboard can help the view- seum-grade board, cotton linter pulp. er to focus correctly on the image. -

Hazards in Paper and Pulp Industries – from an Engineering Insurance Perspective
Hazards in paper and pulp industries – from an engineering insurance perspective. IMIA WGP 49 (06) By Aki Ahonen Pohjola Ingvar Bodin Zurich Milan Dinets Ingosstrakh Mats Gådin If P&C Chairman Felix Staub Swiss Re Thomas Åström Pohjola Presented at the IMIA Conference in Boston, 12 September 2006. 1 Table of Contents 1 Introduction 4 1.1 General trends in the pulp and paper industry in the world. 4 1.2 Content of this paper 5 1.3 References 6 2 Technical descriptions and development 6 2.1 Pulp 6 2.1.1 Sulphate pulping (“Kraft” pulping) 6 2.1.1.1 Risks related to Kraft pulping 6 2.1.1.1.1 New chemicals for bleaching processes 6 2.1.1.1.2 Size increase of key machinery 7 2.1.2 Sulphite pulping 8 2.1.2.1 Special risk of sulphite pulping 8 2.1.3 Recycled pulping and deinked pulps 9 2.1.4 Mechanical pulp 9 2.2 Energy and chemical recovery 9 2.2.1 Kraft recovery boiler 10 2.2.1.1 General 10 2.2.1.2 Description 10 2.2.1.3 Special considerations 12 2.2.1.4 Trends in designing new recovery boilers 13 2.2.2 Black liquor gasification combined cycle 14 2.3 Paper Machine 14 2.3.1 Paper and board production in general 14 2.3.2 Contemporary technology and trends of paper and board machines 15 2.3.2.1 Dilution controlled head-box 15 2.3.2.2 Shoe press 16 2.3.2.3 Impingement drying 17 2.3.3 Tissue paper production 18 2.3.4 Technical trends and risks in general 19 2.4 Environmental aspects 20 2.4.1 Water treatment 20 2.4.2 Air purification 21 2.5 References 22 3 Loss prevention 23 3.1 General considerations 23 3.2 The most frequently used machine diagnostic methods 23 3.3 Critical components 24 3.3.1 Conveyors 24 3.3.2 Chippers 24 3.3.3 Digesters 25 3.3.4 Diffusers 25 3.3.5 Black liquor recovery boiler 26 3.3.6 Boiler fans 28 3.3.7 Lime kiln 29 3.3.8 Steam turbo sets 29 3.3.9 Main transformers 30 3.3.10 Paper machine 31 3.3.11 Yankee Dryers 31 2 3.4 References 32 4 EML / PML estimation. -

2019 Catalog 12-14.Pdf
www.legionpaper.com www.moabpaper.com www.risingmuseumboard.com www.solvart.com © Copyright 2019 Legion Paper Corporation All Rights Reserved. No portion of this publication may be reproduced without the permission of Legion Paper. OUR ROMANCE WITH PAPER Peace treaties are signed on it. Declarations of love are written on it. Artists’ works are portrayed on it. Of course, we mean paper; the medium that has evolved to reflect its own poetry, becoming an opportunity for pure innovation and unlimited creativity. Through the years, a melding of ancient craft and enlightened technology occurred, creating new practices and opening new horizons for expression in paper. When we trace its history, we find insight into man’s relentless imagination and creativity. Today, this convergence of ancient and modern continues and paper emerges with not only greater variety but a renewed appreciation of quality. To some, fine paper is the space that translates what is conceived in the mind to what is authentic. To others, having access to the right paper represents abundant possibility and profitability. The very selection of paper now becomes an adventure, realizing how the end result will vary based upon choice. Today, as in the years past, Legion Paper continues to source the finest papermakers around the globe, respecting the skill of the artisan and the unique attributes of the finished product. As we head into the future, Legion remains steadfast in its commitment to diversity, customer service and an unparalleled level of professionalism. We’re sure you will want to touch and feel some of the 3,500 papers described on the following pages. -
Infra Oct03 An
CONSTRUCTION • PUBLIC WORKS • NATURAL RESOURCES Volume 8, Number 9 • October 2003 Welcome to InfraStructures CONSTRUCTION • TRAVAUX PUBLICS • RESSOURCES NATURELLES Volume 8 Number 9 Until recently, InfraStructures has been read mainly by French speaking October 2003 users of heavy machinery. Over the last seven years, InfraStructures has become a leader in its field. First by becoming the only magazine covering all aspects of the industry published in French in Canada. Then by being the first to publish all its editorial content on the web, and also by being the only construction magazine, published in French, having a significant readership outside the Province of Quebec. ÉDITOR / PUBLISHER Jean-François Villard For many years, we have received requests for an English version of InfraStructures. Technical limitations, and the lack of advertising revenue have prevented us from publishing such a magazine in print. Now, with the ADVERTISING extent of the use of Internet by professionals, we feel that the time as come MONTRÉAL for a portable digital file (.pdf) version of InfraStructures in English. Jean-François Villard André Charlebois While the content of the English version differs slightly from the original, most of the important news will be published in English. In the near future, QUEBEC City more and more of the content of the original will be translated into English. Gilbert Marquis (418) 651-1176 With over 500 visitors per day on average, spending over 13 minutes per visit, the website of InfraStructures in one of the most important sites of this kind. More than two thirds of the visitors come from outside Canada. -
Print. Sublimate. Done. Complete Textile Print System
GRAND BY DESIGN Print. Sublimate. Done. COMPLETE TEXTILE PRINT SYSTEM. The Neo Series A revolutionary water-based, dye-sub printer with an on-board calender for permanent sublimation. Get all the details at: printerevolution.com The Neo Series Tap into the digital textile market with a turn-key commercial fabric printing solution. Everything You Need To Succeed In keeping with our mission to drive innovation, PrinterEvolution introduced the Neo Series to be an all-in-one solution for textile printing. The result? A dye-sublimation printer with an on-board sublimation unit. Ink Media options • Achieve a brilliant color gamut with super rich blacks, a • The Neo Series printers can print on standard digital heavy pigment load and excellent grayscale. textile fabrics and specialty materials, such as open weave and stretch. • The vibrant, environmentally friendly, water-based inks pass all OEKO-TEX® Standard 100 certifications. They • Our system easily prints on mesh and other open are produced in an ISO 9001 facility with strict quality weave fabrics without marking the backside with control all at a very competitive cost per print. “blow-by” ink. A specially designed trough is fitted with a sponge and ink pad that absorb any ink that • The Neo Series printers use a 1.5 liter ink system. passes through the fabric. • For stretchable fabrics Superior quality and low cost of operation like Lycra, spandex and other sports textiles, the • The Neo Series utilizes Epson DX Variable Drop heads Neo uses a cork-covered that produce drops of varying sizes and colors within a cylinder to spread and single image file, marrying the best combination of the hold the fabric in place, image quality that comes with small drop sizes and the maintaining perfect, productivity associated with large drop printing. -

Future Directions in Calendering Research
Preferred citation: T.C. Browne and R. H. Crotogino. Future Directions in Calendering Research. In The science of papermaking, Trans. of the XIIth Fund. Res. Symp. Oxford, 2001, (C.F. Baker, ed.), pp 1001–1036, FRC, Manchester, 2018. DOI: 10.15376/frc.2001.2.1001. FUTURE DIRECTIONS IN CALENDERING RESEARCH T.C. Browne and R.H. Crotogino Paprican Pointe-Claire, QC, Canada ABSTRACT Calendering is the papermaker’s last chance to reduce thickness variations along the length and width of the finished sheet, and to improve the sheet smoothness. A smoother sheet results in improved print quality, while more uniform thickness profiles improve the winding process. The calendering operation thus improves the quality of the finished product. In recent years there has been an increase in the loads, speeds and temperatures at which soft-nip calenders, whether on or off line, can be operated without mechanical failure of the cover; the result has been an improvement in the surface and printing properties achievable with mechanical printing grades of paper, and an increase in the production rates which can be sustained. As a result, these calen- ders have slowly replaced traditional machine calenders in new and retrofit installations. The best available design and trouble-shooting tools for modern machine calenders are based on empirical models, whose coefficients have not been related to fundamental paper or fibre properties. New furnishes therefore require experimental deter- mination of these coefficients, and extrapolation to new calender- ing conditions involves some risk. As well, there are no published models, empirical or otherwise, for the design and trouble- shooting of soft-nip calenders, an unfortunate state of affairs given the increased number of installations of these machines. -

Introduction to Process and Properties of Tissue Paper
Introduction to process and properties of tissue paper enrico galli, 2017 Enrico Galli self-presentation • I was born in Viareggio (Lucca county or “the so called tissue valley”) Tuscany - Italy • Graduated in Chemical Engineering at University of Pisa in 1979 • Process and project engineer and then technical manager in oil industry (oil refineries and spent lube oil re-refining) in GULF, API, AGIP in Italy • Technical manager in chemical and consumer products company (soap, detergents, derivate from fatty acids, sanitary gloves, tissue paper) in Italy. • Since 1984 in paper and tissue business: • Italy: Tissue (PM, PBD, CON), Newspaper (PM), Cardboard paper (PM, MM) • Estónia: Tissue (PM, CEO) • France: Tissue (PM) • Hungary: Tissue (CON) • Nigéria: Tissue (CON) • Romania: Tissue (PM, PBM, MM, CON), Writing paper (PBM) • Rússia: Tissue (PM) • Spain: Tissue (PBM) • UK: Tissue (PBM) • Cooperation with following main European Tissue Companies: Annunziata (now WEPA – Italy), GP (now Lucart – Italy), Horizon Tissue (Estonia), Imbalpaper (now Sofidel – Italy), Kartogroup (now WEPA – Italy, France, Spain), Montebianco (Romania), Pehartec (Romania), Perini (now Sofidel – Romania, UK), Siktyvkar Tissue Group (Russia), Vaida Papir (Hungary)… and now proudly NAVIGATOR in Portugal! • I have been supporting Sales and Marketing Teams for strategic planning as well as for products development in Baltic Countries, BENELUX, Denmark, Finland, France, Germany, Hungary, Ireland, Italy, Norway, Poland, Romania, Russia, Spain, Sweden, UK. • Since 1998 I have -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

Paper Technology Journal
Paper Technology Journal World paper market: Quo vadis newsprint? News from the Divisions: Stock Preparation, Paper Machinery, Finishing and Service. A Scandinavian Success Story. Notable Startups. Orderbook Highlights. China, changing times in 3 the cradle of papermaking. Contents Foreword 1 Corporate News Highlights USA/Germany: Voith Appleton machine clothing. 55 Startups, orders on hand 2 Austria: World paper market The Andritz Group – partnering the Quo vadis newsprint? 5 pulp and paper industry 58 News from the Divisions Germany: Stock preparation: B+G Fördertechnik thirty years on 64 Membrane technology for the further close-up of paper mill water loops 14 Germany: Board and packaging Paper Machinery: pilot paper machine upgrade – Ortviken PM 4 – facing the future with tomorrow’s technology today 22 versatility 69 Paper Machinery: Latest generation of cylinder mould New names, new addresses formers – FloatLip former N, NO, S 28 Hunt & Moscrop: now Voith Sulzer Paper Machinery: Finishing Ltd., Manchester 72 Serang BM3/BM4 – the exemplary commissioning 30 Voith Sulzer Paper Technology: regional representation in Jakarta 72 Gap Former Technology: No. 26 DuoFormer CFD installation a success 37 Special awards for innovation and design Paper Machinery: New applications in multilayer Neusiedler Paper wins innovation technology 38 award with a revolutionary 3-layer headbox and NipcoFlex press 73 Paper Machinery: Brilliant Coating with JetFlow F – SPCI ’96 – impressive presence 73 data, facts, experience 44 Finishing: Advertisement of the year in Brazil 73 Econip – a new generation of deflection compensating rolls 48 China: Service: The changing origins of GR2 cover – next-generation paper – from hand-made performance leader 51 to machine-made 75 Cover picture: Ortviken – successfull start-up (see article on page 22). -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -

Chemical Pulping of Waste Pineapple Leaves Fiber for Kraft Paper Production
JMRTEC-135; No. of Pages 8 ARTICLE IN PRESS j m a t e r r e s t e c h n o l . 2 0 1 5;x x x(xx):xxx–xxx Available online at www.sciencedirect.com www.jmrt.com.br Original Article Chemical pulping of waste pineapple leaves fiber for kraft paper production a,∗ b Waham Ashaier Laftah , Wan Aizan Wan Abdul Rahaman a Department of Polymer Engineering, Faculty of Chemical Engineering, Universiti Teknologi Malaysia, Johor, Malaysia b Center for Composites, Universiti Teknologi Malaysia, Johor, Malaysia a r t i c l e i n f o a b s t r a c t Article history: The main objective of this study is to evaluate the implementation of acetone as a pulping Received 29 August 2014 agent for pineapple leaves. Mixtures of water and acetone with concentration of 1%, 3%, Accepted 15 December 2014 5%, 7%, and 10% were used. The effects of soaking and delignification time on the paper Available online xxx properties were investigated. Thermal and physical properties of paper sheet were studied using thermogravimetric analysis (TGA) and tearing resistance test respectively. The mor- × Keywords: phological properties were observed using microscope at 200 magnification. The paper sheet produced from pulping with 3% acetone concentration shows the highest mechan- Natural fiber Renewable resources ical properties. Papers strength was improved by increasing the delignification time. The ◦ Pineapple leaves delignification time was reduced by cooking the pineapple leaves at a temperature of 118 C Pineapple fiber under applied pressure of 80 kPa which has remarkable effect on paper strength. -
Paper Machine System Diagram
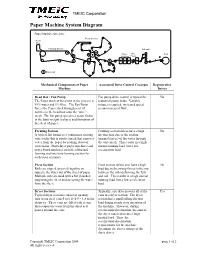
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet.