Chapter (1) Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
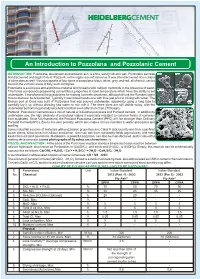
An Introduction to Pozzolana and Pozzolanic Cement
An Introduction to Pozzolana and Pozzolanic Cement INTRODUCTION: Pozzolana, also known as pozzolanic ash, is a fine, sandy volcanic ash. Pozzolanic ash was first discovered and dug in Italy at Pozzuoli , in the region around Vesuvius. It was later discovered at a number of other sites as well. Vitruvius speaks of four types of pozzolana: black, white, grey, and red, all of which can be found in the volcanic areas of Italy, such as Naples. Pozzolana is a siliceous and aluminous material which reacts with calcium hydroxide in the presence of water. This forms compounds possessing cementitious properties at room temperature which have the ability to set underwater. It transformed the possibilities for making concrete structures, although it took the Romans some time to discover its full potential. Typically it was mixed two-to-one with lime just prior to mixing with water. The Roman port at Cosa was built of Pozzolana that was poured underwater, apparently using a long tube to carefully lay it up without allowing sea water to mix with it. The three piers are still visible today, with the underwater portions in generally excellent condition even after more than 2100 years. Portland Pozzolanic Cements are a mix of natural or industrial pozzolans and Portland cement. In addition to underwater use, the high alkalinity of pozzolana makes it especially resistant to common forms of corrosion from sulphates. Once fully hardened, the Portland Pozzolana Cement (PPC) will be stronger than Ordinary Portland Cement(OPC), due to its lower porosity, which also makes it more resistant to water absorption and spalling. -

How to Make Concrete More Sustainable Harald Justnes1
Journal of Advanced Concrete Technology Vol. 13, 147-154, March 2015 / Copyright © 2015 Japan Concrete Institute 147 Scientific paper How to Make Concrete More Sustainable Harald Justnes1 A selected paper of ICCS13, Tokyo 2013. Received 12 November 2013, accepted 16 February 2015 doi:10.3151/jact.13.147 Abstract Production of cement is ranking 3rd in causes of man-made carbon dioxide emissions world-wide. Thus, in order to make concrete more sustainable one may work along one or more of the following routes; 1) Replacing cement in con- crete with larger amounts of supplementary cementing materials (SCMs) than usual, 2) Replacing cement in concrete with combinations of SCMs leading to synergic reactions enhancing strength, 3) Producing leaner concrete with less cement per cubic meter utilizing plasticizers and 4) Making concrete with local aggregate susceptible to alkali silica reaction (ASR) by using cement replacements, thus avoiding long transport of non-reactive aggregate. 1 Introduction SCMs, also uncommon ones like calcined marl 2. Replacing cement in concrete with combinations of The cement industry world-wide is calculated to bring SCMs leading to synergic reactions enhancing about 5-8% of the total global anthropogenic carbon strength dioxide (CO2) emissions. The general estimate is about 3. Producing leaner concrete with less cement per cubic 1 tonne of CO2 emission per tonne clinker produced, if meter utilizing plasticizers. fossil fuel is used and no measures are taken to reduce it. 4. Making concrete with local aggregate susceptible to The 3rd rank is not because cement is such a bad mate- alkali silica reaction (ASR) by using cement re- rial with respect to CO2 emissions, but owing to the fact placements, thus avoiding long transport of non- that it is so widely used to construct the infrastructure reactive aggregate and buildings of modern society as we know it. -

Radiocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2sonic Protocol to Isolate the Binder
Radiocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2Sonic Protocol to Isolate the Binder Sara Nonni, Fabio Marzaioli, Silvano Mignardi, Isabella Passariello, Manuela Capano, Filippo Terrasi To cite this version: Sara Nonni, Fabio Marzaioli, Silvano Mignardi, Isabella Passariello, Manuela Capano, et al.. Ra- diocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2Sonic Protocol to Isolate the Binder. Radiocarbon, University of Arizona, 2017, 60 (2), pp.1 - 21. 10.1017/RDC.2017.116. hal-01683068 HAL Id: hal-01683068 https://hal.archives-ouvertes.fr/hal-01683068 Submitted on 29 Apr 2019 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Radiocarbon, 2017, p. 1–21. DOI:10.1017/RDC.2017.116 © 2017 by the Arizona Board of Regents on behalf of the University of Arizona RADIOCARBON DATING OF MORTARS WITH A POZZOLANA AGGREGATE USING THE CRYO2SONIC PROTOCOL TO ISOLATE THE BINDER Sara Nonni1,2* • Fabio Marzaioli2,3 • Silvano Mignardi1 • Isabella Passariello2,3 • Manuela Capano4 • Filippo Terrasi2,3 1Department of Earth Sciences, Sapienza University of Rome, 00185 Rome, Italy. 2CIRCE (Centre for Isotopic Research on Cultural and Environmental Heritage) – INNOVA, 81020 San Nicola La Strada, Caserta, Italy. -
Natural Calcined Pozzolana As Type Ii Addition for Concrete
EAD 260035-00-0301 May 2018 NATURAL CALCINED POZZOLANA AS TYPE II ADDITION FOR CONCRETE ©2018 European Assessment Document – EAD 260035-00-0301 2/28 The reference title and language for this EAD is English. The applicable rules of copyright refer to the document elaborated in and published by EOTA. This European Assessment Document (EAD) has been developed taking into account up-to-date technical and scientific knowledge at the time of issue and is published in accordance with the relevant provisions of Regulation No (EU) 305/2011 as a basis for the preparation and issuing of European Technical Assessments (ETA). ©EOTA 2018 European Assessment Document – EAD 260035-00-0301 3/28 Contents 1 Scope of the EAD ........................................................................................................................... 4 1.1 Description of the construction product 4 1.2 Information on the intended use(s) of the construction product 4 1.2.1 Intended uses ........................................................................................................................ 4 1.2.2 Working life/Durability ............................................................................................................ 4 2 Essential characteristics and relevant assessment methods and criteria .............................. 6 2.1 Essential characteristics of the product 6 2.2 Methods and criteria for assessing the performance of the product in relation to essential characteristics of the product 7 2.2.1 Loss on ignition ..................................................................................................................... -

Natural Pozzolans-Like Bahariya Basalts Used As Alternative Raw Materials for Cement Clinker Portland Hatem M
DJS Vol. 43 (1):(2021) pp.1-16 ISSN: 1012-5965 Delta Journal of Science Available online at https://djs.journals.ekb.eg/ Research Article GEOLOGY Natural pozzolans-like Bahariya basalts used as alternative raw materials for cement clinker Portland Hatem M. El-Desoky1, Ahmed E. Khalil2, Taher M. Shahin1,* and Ahmed M. Abdullah3 1. Geology Department, Faculty of Science, Al-Azhar University, PO Box 11884, Nasr City, Cairo, Egypt. 2. Geological Sciences Department, National Research Centre, El-Buhouth St., Dokki, Cairo 12622, Egypt. 3. Geologist at El-Qawmiya cement industry. *Corresponding author: Taher M. Shahin e-mail: [email protected] KEY WORDS ABSTRACT Basalt, alternative Mid-Tertiary volcanism in the Western Desert Egypt was material, clinker, associated with the opening of the Red Sea, a period of 30 Ma. Basalts Bahariya, Western are composed of plagioclase, pyroxene, and olivine minerals. Basalt Desert, Egypt. used as natural volcanic pozzolans materials; represent large interest of researches as a real alternative to replace ordinary Portland cement (OPC). The present work was performed on six samples of experimental cement clinker, one with ordinary raw materials (limestone & shale) as a reference sample, and five others with various substance (limestone & basalts), which show the possibility of the utilization of natural pozzolan for maintainable construction material. The chemical, mineralogical composition and texture produced clinkers were determined by scanning electron microscopy (SEM-EDS), X-ray diffraction (XRD) and differential thermal analysis (DTA). It is concluded that the produced clinkers which made from basalt are coincidence ordinary Portland cement clinker. They are characterized by increasing in setting time, compressive strength and resistance to sulfate attack. -

Pozzolanic Potential and Mechanical Performance of Wheat Straw Ash Incorporated Sustainable Concrete
sustainability Article Pozzolanic Potential and Mechanical Performance of Wheat Straw Ash Incorporated Sustainable Concrete Muhammad Nasir Amin 1,* , Tariq Murtaza 2, Khan Shahzada 2 , Kaffayatullah Khan 1 and Muhammad Adil 2 1 Department of Civil and Environmental Engineering, College of Engineering, King Faisal University (KFU), P.O. Box 380, Al-Hofuf, Al-Ahsa 31982, Saudi Arabia; [email protected] 2 Department of Civil Engineering, University of Engineering and Technology (UET), Peshawar 25120, Pakistan; [email protected] (T.M.); [email protected] (K.S.); [email protected] (M.A.) * Correspondence: [email protected]; Tel.: +966-13-589-5431; Fax: +966-13-581-7068 Received: 11 December 2018; Accepted: 12 January 2019; Published: 19 January 2019 Abstract: The pozzolanic potential, mechanical strength, and stress-strain behavior of a locally available wheat straw ash (WSA) as a partial substitute of cement was evaluated in this study. Various samples of a locally available wheat straw were burnt to ashes at three distinct temperatures and characterized through X-ray powder diffraction and energy dispersive X-ray spectroscopy. The WSA obtained from burning at 550 ◦C was found highly amorphous and possessed suitable chemical composition to be used as pozzolanic material. The burned WSA was grounded to achieve the desired fineness and mortar cubes and concrete cylinders were cast by substituting 15%, 20%, 25%, and 30% cement with it. The strength of mortar and concrete decreased with increasing amounts of WSA except for those containing 15% WSA, where it slightly increased than the respective control samples at later ages, i.e., 28 and 91 days. -

Ancient Concrete Works
Ancient concrete works Amelia Carolina Sparavigna Dipartimento di Fisica Politecnico di Torino It is commonly believed that the ancient Romans were the first to create and use concrete. This is not true, as we can easily learn from the Latin literature itself. For sure, Romans were able to prepare high-quality hydraulic cements, comparable with the modern Portland cements. In this paper, we will see that the use of concrete is quite older, ranging back to the Homeric times. For instance, it was used for the floors of some courts and galleries of the Mycenaean palace at Tiryns. Introduction On April 12, 2011, in concurrence with an exhibition in the Oxford’s Ashmolean Museum of some ancient treasures of Greece, the BBC announced that Macedonians created cement three centuries before the Romans [1]. Unearthing some tombs of a royal complex belonging to Alexander the Great and his father Philip, at Vergina, archaeologists determined that Macedonians were “not only great warriors but revolutionary builders as well“, since they used concrete before the Romans. This information is quite interesting because shows the location of an early use of concrete. Unfortunately, if we want to shed light on the origin of the material, this simple comparison between Macedonian and Roman concretes is a little bit misleading. Moreover, it is raising another question: were Macedonians the first people using concrete? The answer is negative. Concrete was older even than Alexander the Great. Let me show you how we can deduce this fact from some Latin essays and their English translations and from the reports of Schliemann’s excavations of Mycenaean archaeological sites. -

The Pozzolanic Activity of Certain Fly Ashes and Soil Minerals Roy Junior Leonard Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1958 The pozzolanic activity of certain fly ashes and soil minerals Roy Junior Leonard Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Engineering Commons Recommended Citation Leonard, Roy Junior, "The pozzolanic activity of certain fly ashes and soil minerals " (1958). Retrospective Theses and Dissertations. 1634. https://lib.dr.iastate.edu/rtd/1634 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. THE POZZOLMIG ACTIVITY OP CERTAIN PLY ASHES MD SOIL MINERALS by Roy Junior Leonard A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subjects Soil Engineering Approved; Signature was redacted for privacy. In Charge of Major Work Signature was redacted for privacy. Signature was redacted for privacy. Déan"of Graduate College Iowa State College 1958 îi TABLE OP CONTENTS Page INTRODUCTION 1 LITERATURE REVIEW $ Early Investigations 5 Theories of Pozzolania Reaction Mechanism 6 Factors Influencing the Poszolanic Reaction 7 Temperature 7 Nature of the pozzolan 9 Surface area 10 Carbon content 11 Alkali and sulfate content 12 Carbon dioxide 12 Hydrogen ion concentration Lime factors Moisture % Time îi Poszolanic Reaction Products 18 A Siliceous reaction products 19 Aluminous reaction products 21 Quaternary reaction products 23 Secondary reaction products 23 Methods for Evaluating Pozzolans 21}. -

The Roman Maritime Concrete Study (ROMACONS)
Méditerranée N° 1.2 - 2005 25 The Roman Maritime Concrete Study (ROMACONS): the harbour of Chersonisos in Crete and its Italian connection Étude du ciment hydraulique romain : le port de Chersonisos (Crète) Christopher BRANDON* Robert L. HOHLFELDER** John Peter OLESON*** Charles STERN** Abstract - Vitruvius stated that it was necessary to use pozzolana Résumé - Depuis Vitruve, il est admis que l’utilisation de la from the Naples region in Italy to make hydraulic concrete that pouzzolane provenant de la région de Naples est indispensable could set underwater. How extensive was the use of this pour fabriquer du ciment hydraulique à prise dans l’eau de mer. particular material? We know that pozzolana was shipped across Notre article pose différentes questions concernant l’importance the Mediterranean from Italy to Israel for the construction of the de l’utilisation de ce matériau et de cette technologie major harbour of Caesarea. But did the Romans also export it to révolutionnaire. Si de la pouzzolane a bien été exportée vers le minor cities such as Chersonisos in Crete to build the concrete grand port de Caesarea (Israel), qu’en est-il vraiment de plus moles for its harbour? The Roman Maritime Concrete Study petits ports comme Chersonisos en Crète ? Le projet (ROMACONS) was established to answer these questions and ROMACONS (Roman Maritime Concrete Study) a pour objectif others related to the use by the Romans of this extraordinary d’étudier le ciment maritime romain en Méditerranée et tente de technology. répondre à ces interrogations. Sometime between 30 and 20 BC Marcus Vitruvius of hydraulic concrete. -

The Potential of Lawin Tuff for Generating a Portland Fly Ash Cement to Be Used in Oil Well Cementing
Certificate of Approval The Potential Of Lawin Tuff For Generating A Portland Fly Ash Cement To Be Used In Oil Well Cementing by WongHanSze A project dissertation submitted to the Petroleum Engineering Programme Universiti Teknologi PETRONAS In partial fulfillment of the requirement for the Bachelor of Engineering (Hons) (Petroleum Engineering) Universiti Teknologi PETRONAS 31750 Tronoh Perak Darul Ridzuan. CERTIFICATION OF ORIGINARITY This is to certify that I am responsible for the work submitted in this project, that the original work is my own except as specified in the references and acknowledgements, and that the original work contained here have not been undertaken or done by unspecified sources or persons. (WONG HAN SZE) Petroleum Engineering Deparment, Universiti Teknologi PETRONAS ACKNOWLEDGEMENT The author wish to express his appreciation to Universiti Teknologi PETRONAS for the lab facilities in Block 14 and Block 15. Throughout this research project, the author would like to express his gratitude to his supervisor, AP Askury for giving his guidance and teaching to help finish this project. Besides that, the Lafarge Cement factory had given us the permission to visit their factory and send their expert to explain to the author about challenges in manufacturing of cement. The author also consults a lot of researchers and would like to thank them for their time to reply his email. Lastly, the author would like to thank the lab technician in Drilling lab block 15 for their kindness to help assisting in this project such as to set up the equipments. TABLE OF CONTENTS ABSTRACT. I CHAPTER l:INTRODUCTION I 1.1 Background of Study . -

Lessons from Roman Cement and Concrete
Cleveland State University EngagedScholarship@CSU Civil and Environmental Engineering Faculty Publications Civil and Environmental Engineering 7-2001 Lessons from Roman Cement and Concrete Norbert J. Delatte Cleveland State University, [email protected] Follow this and additional works at: https://engagedscholarship.csuohio.edu/encee_facpub Part of the Civil Engineering Commons, and the Hydraulic Engineering Commons How does access to this work benefit ou?y Let us know! Publisher's Statement © ASCE Original Citation Delatte, N. (2001). "Lessons from Roman Cement and Concrete." J.Prof.Issues Eng.Educ.Pract., 127(3), 109-115. This Article is brought to you for free and open access by the Civil and Environmental Engineering at EngagedScholarship@CSU. It has been accepted for inclusion in Civil and Environmental Engineering Faculty Publications by an authorized administrator of EngagedScholarship@CSU. For more information, please contact [email protected]. LESSONS FROM ROMAN CEMENT AND CONCRETE By Norbert J. Delatte,1 Member, ASCE ABSTRACT: Although masonry and lime mortars had been used for centuries by earlier civilizations, the Romans were the first to extensively use naturally occurring volcanic earth to make hydraulic cement. The volcanic powder named ‘‘pulvis puteolanis,’’ found near the town of Puteoli near Naples (now Pozzouli), was used to build magnificent structures. The use of this hydraulic cement in masonry and concrete greatly expanded civil engineering possibilities. The Roman engineer Vitruvius, writing in The Ten Books on Ar chitecture, described the careful materials selection, proportioning, and workmanship that was critical to the performance of Roman concrete. Masonry and coarse and fine aggregates were carefully selected for durability. -

The Physics of Cement Cohesion
The physics of cement cohesion Abhay Goyal*+ Department of Physics, Institute for Soft Matter Synthesis and Metrology, Georgetown University, Washington, D.C. 20057, USA Ivan Palaia* Universit´eParis-Saclay, CNRS, LPTMS, 91405, Orsay, France and Department of Physics and Astronomy, University College London, London, WC1E 6BT, United Kingdom Katerina Ioannidou Laboratoire de M´ecanique et G´enieCivil, CNRS, Universit´ede Montpellier, 34090 Montpellier, France Massachusetts Institute of Technology/CNRS/Aix-Marseille University Joint Laboratory, Cambridge, MA 02139 and Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 Franz-Josef Ulm Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 Henri van Damme Ecole´ Sup´erieure de Physique et Chimie Industrielle de la Ville de Paris, 10 rue Vauquelin, 75005 Paris, France Roland J.-M. Pellenq Massachusetts Institute of Technology/CNRS/Aix-Marseille University Joint Laboratory, Cambridge, MA 02139 and Department of Physics, Georgetown University, Washington, D.C. 20057, USA Emmanuel Trizac Universit´eParis-Saclay, CNRS, LPTMS, 91405, Orsay, France Emanuela Del Gado+ Department of Physics, Institute for Soft Matter Synthesis and Metrology, Georgetown University, Washington, D.C. 20057, USA (Dated: August 31, 2021) Cement is one of the most produced materials solid cement paste and open new paths for science in the world. A major player in greenhouse gas and technologies of construction materials. emissions, it is the main binding agent in con- crete, to which it provides a cohesive strength that rapidly increases during setting. Under- I. Introduction standing how such cohesion emerges has been a major obstacle to advances in cement science Concrete, made by mixing cement with water, sand and technology.