Pozzolanic Potential and Mechanical Performance of Wheat Straw Ash Incorporated Sustainable Concrete
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Chapter (1) Introduction
Chapter (1) Introduction 1.1 General: Considering the need for low-cost construction materials especially in the rural areas in Sudan, the production, and the use of the durable low cost building materials such as lime and Pozzolana which are available in big quantities in many parts of the Sudan, become of very great importance. Pozzolana and lime can be produced with much less sophisticated technology than Portland cement. This means that Pozzolana and lime can be produced at relatively low cost and requires much less Pozzolana exchange than cement. Like many other developing countries Sudan suffers from housing shortage against the ever increasing demand not only due to the continuous displacement from rural to urban areas because of war, drought and natural disasters, but also dwellings are needed for returnees after peace. Conventional materials, such as concrete, timber, bricks and steel, used in walls and roofs, which contribute up to over 90% of the cost of low cost dwelling, are beyond the reach of most of the poor population. On the other hand traditional materials, mainly earth products and thatch, are subject to weathering, insect attack and fire hazard. The solution to this problem is thought to be by using substitute materials produced or developed from traditional construction materials to reduce the cost to a minimum. Soil, being one of the traditional materials, offers many advantages when used as construction material. These include availability, ease of use, cheapness, suitability to most parts of the building, and that it is environment friendly. The disadvantages of soil are being less durable, poor in tension, lacking of acceptability among social groups and institutions. -

Evaluation of Ash Pozzolanic Activity by Means of the Strength Activity Index Test, Frattini Test and DTA/TG Analysis
ISSN 1330-3651 (Print), ISSN 1848-6339 (Online) https://doi.org/10.17559/TV-20171203193229 Original scientific paper Evaluation of Ash Pozzolanic Activity by Means of the Strength Activity Index Test, Frattini Test and DTA/TG Analysis Sabina KRAMAR, Vilma DUCMAN Abstract: The pozzolanic activity of five different types of ash was studied using various direct and indirect methods. In addition to strength activity index (SAI) determination and the Frattini test, ash pozzolanicity was assessed via differential thermal and thermogravimetric analyses (DTA/TG) after curing for 7, 28 and 90 days. The results showed that, due to their respective mineralogical, chemical and physical characteristics, the ashes exhibited different levels of pozzolanic activity in terms of the amount of lime with which they could chemically bind, as well as reaction kinetics. Although SAI and Frattini test results were not in agreement in the case of some of the ashes, DTA/TG analysis revealed that a certain amount of portlandite was consumed, thus confirming the occurrence of a pozzolanic reaction. The results also showed that ashes with higher amounts of reactive SiO2 were more reactive, while those with higher BET surface areas displayed a faster pozzolanic reaction rate. Keywords: biomass ash, DTA/TG, fly ash, Frattini test, pozzolanic activity, SAI 1 INTRODUCTION [7]. The utilisation potential of fly ash is mainly controlled by its chemical composition, but also by particle size, Supplementary cementitious materials (SCMs), amorphous phase content, specific surface area, including fly ash, ground granulated blast furnace slag, morphology and surface texture [8-10]. In contrast to those silica fume, calcined clays and natural pozzolans, are obtained from coal combustion, biomass fly ashes are increasingly used in the construction sector, e.g. -

A Study of Strength Activity Index of Ground Coarse Fly Ash with Portland Cement
R ESEARCH ARTICLE ScienceAsia 25 (1999) : 223-229 A Study of Strength Activity Index of Ground Coarse Fly Ash with Portland Cement Chai Jaturapitakkul*, Kraiwood Kiattikomol and Smith Songpiriyakij Department of Civil Engineering, King Mongkut's University of Technology Thonburi, Bangkok 10140, Thailand. * Corresponding author. Received 16 February 1999 ABSTRACT Fly ash, from Mae Moh power plant, was classified by air classifier to yield fine and coarse fractions. The coarse fly ash was ground and classified again into 3 sizes. Four different sizes of fly ash from the process including the original fly ash were replaced cement 20% by weight to make mortars. Chemical and physical properties of all fly ashes were tested. Setting times of fly ash-cement pastes and compressive strength of fly ash-cement mortars were investigated, and compared with those of the control. The results revealed that slight change in chemical composition of processed fly ashes did not give much effect on the compressive strength, whereas, the fineness of fly ash played a more important factor on the compressive strength development rate. More than 110% of strength activity index of ground coarse fly ash mortar can be achieved as early as 1 to 3 days since the coarse fly ash is not in crystalline phase. KEYWORDS: fly ash, coarse fly ash, fineness, mortar, strength activity index. INTRODUCTION showed that the small particle size of fly ash was a good source of pozzolanic material7. Later, classified Fly ash, as defined by ACI 116,1 is the finely fly ash by air cycling was developed at King divided residue resulting from the combustion of Mongkut’s Institute of Technology Thonburi ground or powdered coal and which is transported (KMITT) in 1996 which be able to select the mean from the firebox through the boiler by flue gases; particle size down to 3 micron.8 The test results of known in UK as pulverized-fuel ash. -

The Effect of Various Chemical Activators on Pozzolanic Reactivity: a Review
Scientific Research and Essays Vol. 7(7), pp. 719-729, 23 February, 2012 Available online at http://www.academicjournals.org/SRE DOI: 10.5897/SRE10.858 ISSN 1992-2248 ©2012 Academic Journals Review The effect of various chemical activators on pozzolanic reactivity: A review A. Abdullah1,2, M. S Jaafar3*, Y. H Taufiq-Yap1, A. Alhozaimy4 and A. Al-Negheimish4 and J. Noorzaei3,5 1Department of Chemistry, Faculty of Science, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia. 2Faculty of Applied Sciences, Universiti Teknologi Mara, 72000 Kuala Pilah, Negeri Sembilan, Malaysia. 3Department of Civil Engineering, Faculty of Engineering, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia. 4Centre of Excellent for Concrete Research and Testing (CoE-CRT), Faculty of Engineering, King Saud University, Riyadh, Saudi Arabia. 5Institute of Advance Technology, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia. Accepted 26 January, 2011 Pozzolans are being extensively used as a partial cement replacement in the production of Portland cement concrete. The advantages of using pozzolans are lower costs and better durability, however it requires longer setting time and the strength development at the initial age is slower. Different methods have been developed to overcome these disadvantages and to enhance the reactivity of natural pozzolans. There are three ways which have been used to improve the pozzolanic reactivity; it includes mechanical method, thermal method and chemical method. The utilization of the chemical method as an activator of pozzolanic reactivity has received considerable attention in recent years. In this paper the effect of using different chemical activators on pozzolanic activity of a pozzolan is summarized by reviewing previously published work. -
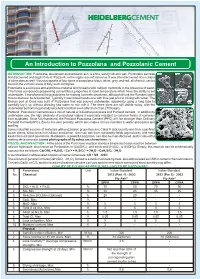
An Introduction to Pozzolana and Pozzolanic Cement
An Introduction to Pozzolana and Pozzolanic Cement INTRODUCTION: Pozzolana, also known as pozzolanic ash, is a fine, sandy volcanic ash. Pozzolanic ash was first discovered and dug in Italy at Pozzuoli , in the region around Vesuvius. It was later discovered at a number of other sites as well. Vitruvius speaks of four types of pozzolana: black, white, grey, and red, all of which can be found in the volcanic areas of Italy, such as Naples. Pozzolana is a siliceous and aluminous material which reacts with calcium hydroxide in the presence of water. This forms compounds possessing cementitious properties at room temperature which have the ability to set underwater. It transformed the possibilities for making concrete structures, although it took the Romans some time to discover its full potential. Typically it was mixed two-to-one with lime just prior to mixing with water. The Roman port at Cosa was built of Pozzolana that was poured underwater, apparently using a long tube to carefully lay it up without allowing sea water to mix with it. The three piers are still visible today, with the underwater portions in generally excellent condition even after more than 2100 years. Portland Pozzolanic Cements are a mix of natural or industrial pozzolans and Portland cement. In addition to underwater use, the high alkalinity of pozzolana makes it especially resistant to common forms of corrosion from sulphates. Once fully hardened, the Portland Pozzolana Cement (PPC) will be stronger than Ordinary Portland Cement(OPC), due to its lower porosity, which also makes it more resistant to water absorption and spalling. -

How to Make Concrete More Sustainable Harald Justnes1
Journal of Advanced Concrete Technology Vol. 13, 147-154, March 2015 / Copyright © 2015 Japan Concrete Institute 147 Scientific paper How to Make Concrete More Sustainable Harald Justnes1 A selected paper of ICCS13, Tokyo 2013. Received 12 November 2013, accepted 16 February 2015 doi:10.3151/jact.13.147 Abstract Production of cement is ranking 3rd in causes of man-made carbon dioxide emissions world-wide. Thus, in order to make concrete more sustainable one may work along one or more of the following routes; 1) Replacing cement in con- crete with larger amounts of supplementary cementing materials (SCMs) than usual, 2) Replacing cement in concrete with combinations of SCMs leading to synergic reactions enhancing strength, 3) Producing leaner concrete with less cement per cubic meter utilizing plasticizers and 4) Making concrete with local aggregate susceptible to alkali silica reaction (ASR) by using cement replacements, thus avoiding long transport of non-reactive aggregate. 1 Introduction SCMs, also uncommon ones like calcined marl 2. Replacing cement in concrete with combinations of The cement industry world-wide is calculated to bring SCMs leading to synergic reactions enhancing about 5-8% of the total global anthropogenic carbon strength dioxide (CO2) emissions. The general estimate is about 3. Producing leaner concrete with less cement per cubic 1 tonne of CO2 emission per tonne clinker produced, if meter utilizing plasticizers. fossil fuel is used and no measures are taken to reduce it. 4. Making concrete with local aggregate susceptible to The 3rd rank is not because cement is such a bad mate- alkali silica reaction (ASR) by using cement re- rial with respect to CO2 emissions, but owing to the fact placements, thus avoiding long transport of non- that it is so widely used to construct the infrastructure reactive aggregate and buildings of modern society as we know it. -

Radiocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2sonic Protocol to Isolate the Binder
Radiocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2Sonic Protocol to Isolate the Binder Sara Nonni, Fabio Marzaioli, Silvano Mignardi, Isabella Passariello, Manuela Capano, Filippo Terrasi To cite this version: Sara Nonni, Fabio Marzaioli, Silvano Mignardi, Isabella Passariello, Manuela Capano, et al.. Ra- diocarbon Dating of Mortars with a Pozzolana Aggregate Using the Cryo2Sonic Protocol to Isolate the Binder. Radiocarbon, University of Arizona, 2017, 60 (2), pp.1 - 21. 10.1017/RDC.2017.116. hal-01683068 HAL Id: hal-01683068 https://hal.archives-ouvertes.fr/hal-01683068 Submitted on 29 Apr 2019 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Radiocarbon, 2017, p. 1–21. DOI:10.1017/RDC.2017.116 © 2017 by the Arizona Board of Regents on behalf of the University of Arizona RADIOCARBON DATING OF MORTARS WITH A POZZOLANA AGGREGATE USING THE CRYO2SONIC PROTOCOL TO ISOLATE THE BINDER Sara Nonni1,2* • Fabio Marzaioli2,3 • Silvano Mignardi1 • Isabella Passariello2,3 • Manuela Capano4 • Filippo Terrasi2,3 1Department of Earth Sciences, Sapienza University of Rome, 00185 Rome, Italy. 2CIRCE (Centre for Isotopic Research on Cultural and Environmental Heritage) – INNOVA, 81020 San Nicola La Strada, Caserta, Italy. -
Natural Calcined Pozzolana As Type Ii Addition for Concrete
EAD 260035-00-0301 May 2018 NATURAL CALCINED POZZOLANA AS TYPE II ADDITION FOR CONCRETE ©2018 European Assessment Document – EAD 260035-00-0301 2/28 The reference title and language for this EAD is English. The applicable rules of copyright refer to the document elaborated in and published by EOTA. This European Assessment Document (EAD) has been developed taking into account up-to-date technical and scientific knowledge at the time of issue and is published in accordance with the relevant provisions of Regulation No (EU) 305/2011 as a basis for the preparation and issuing of European Technical Assessments (ETA). ©EOTA 2018 European Assessment Document – EAD 260035-00-0301 3/28 Contents 1 Scope of the EAD ........................................................................................................................... 4 1.1 Description of the construction product 4 1.2 Information on the intended use(s) of the construction product 4 1.2.1 Intended uses ........................................................................................................................ 4 1.2.2 Working life/Durability ............................................................................................................ 4 2 Essential characteristics and relevant assessment methods and criteria .............................. 6 2.1 Essential characteristics of the product 6 2.2 Methods and criteria for assessing the performance of the product in relation to essential characteristics of the product 7 2.2.1 Loss on ignition ..................................................................................................................... -

Natural Pozzolans-Like Bahariya Basalts Used As Alternative Raw Materials for Cement Clinker Portland Hatem M
DJS Vol. 43 (1):(2021) pp.1-16 ISSN: 1012-5965 Delta Journal of Science Available online at https://djs.journals.ekb.eg/ Research Article GEOLOGY Natural pozzolans-like Bahariya basalts used as alternative raw materials for cement clinker Portland Hatem M. El-Desoky1, Ahmed E. Khalil2, Taher M. Shahin1,* and Ahmed M. Abdullah3 1. Geology Department, Faculty of Science, Al-Azhar University, PO Box 11884, Nasr City, Cairo, Egypt. 2. Geological Sciences Department, National Research Centre, El-Buhouth St., Dokki, Cairo 12622, Egypt. 3. Geologist at El-Qawmiya cement industry. *Corresponding author: Taher M. Shahin e-mail: [email protected] KEY WORDS ABSTRACT Basalt, alternative Mid-Tertiary volcanism in the Western Desert Egypt was material, clinker, associated with the opening of the Red Sea, a period of 30 Ma. Basalts Bahariya, Western are composed of plagioclase, pyroxene, and olivine minerals. Basalt Desert, Egypt. used as natural volcanic pozzolans materials; represent large interest of researches as a real alternative to replace ordinary Portland cement (OPC). The present work was performed on six samples of experimental cement clinker, one with ordinary raw materials (limestone & shale) as a reference sample, and five others with various substance (limestone & basalts), which show the possibility of the utilization of natural pozzolan for maintainable construction material. The chemical, mineralogical composition and texture produced clinkers were determined by scanning electron microscopy (SEM-EDS), X-ray diffraction (XRD) and differential thermal analysis (DTA). It is concluded that the produced clinkers which made from basalt are coincidence ordinary Portland cement clinker. They are characterized by increasing in setting time, compressive strength and resistance to sulfate attack. -

Pozzolanic Reactivity of Kaolin Clays, a Review Reactividad Puzolánica De Arcillas Caoliníticas, Una Revisión
Revista Ingeniería de Construcción RIC Vol 32 Nº2 2017 www.ricuc.cl ENGLISH VERSION..................................................................................................................................................................................................................................................... Pozzolanic reactivity of kaolin clays, a review Reactividad puzolánica de arcillas caoliníticas, una revisión H. Yanguatin 1*, J. Tobón *, J. Ramírez * * Universidad Nacional de Colombia. COLOMBIA Fecha de Recepción: 22/03/2016 Fecha de Aceptación: 01/06/2016 PAG 13-24 Abstract Pozzolans have demonstrated to be highly efficient mineral additions in the concrete industry, because they reduce the environmental impact generated by the cement manufacture, improve the physical, chemical and mechanical properties of blends, and reduce costs. Calcined clays have been recognized as very good pozzolans, because they improve the durability and compressive strength of mortars and concretes. However, data reported by different authors show a very high variability that makes its modelling difficult. In the same way, and based on a review of the scientific literature, the relationship between morphologic characteristics, thermal treatments and mineral composition of clays and its pozzolanic reactivity is shown; as well as with the chemical, thermal and mechanical methods for improving that reactivity. Keywords: Kaolin clays, calcined clays, pozzolan, metakaolin, supplementary cementitious materials Resumen Las puzolanas han demostrado -

Ancient Concrete Works
Ancient concrete works Amelia Carolina Sparavigna Dipartimento di Fisica Politecnico di Torino It is commonly believed that the ancient Romans were the first to create and use concrete. This is not true, as we can easily learn from the Latin literature itself. For sure, Romans were able to prepare high-quality hydraulic cements, comparable with the modern Portland cements. In this paper, we will see that the use of concrete is quite older, ranging back to the Homeric times. For instance, it was used for the floors of some courts and galleries of the Mycenaean palace at Tiryns. Introduction On April 12, 2011, in concurrence with an exhibition in the Oxford’s Ashmolean Museum of some ancient treasures of Greece, the BBC announced that Macedonians created cement three centuries before the Romans [1]. Unearthing some tombs of a royal complex belonging to Alexander the Great and his father Philip, at Vergina, archaeologists determined that Macedonians were “not only great warriors but revolutionary builders as well“, since they used concrete before the Romans. This information is quite interesting because shows the location of an early use of concrete. Unfortunately, if we want to shed light on the origin of the material, this simple comparison between Macedonian and Roman concretes is a little bit misleading. Moreover, it is raising another question: were Macedonians the first people using concrete? The answer is negative. Concrete was older even than Alexander the Great. Let me show you how we can deduce this fact from some Latin essays and their English translations and from the reports of Schliemann’s excavations of Mycenaean archaeological sites. -

The Pozzolanic Activity of Certain Fly Ashes and Soil Minerals Roy Junior Leonard Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1958 The pozzolanic activity of certain fly ashes and soil minerals Roy Junior Leonard Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Engineering Commons Recommended Citation Leonard, Roy Junior, "The pozzolanic activity of certain fly ashes and soil minerals " (1958). Retrospective Theses and Dissertations. 1634. https://lib.dr.iastate.edu/rtd/1634 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. THE POZZOLMIG ACTIVITY OP CERTAIN PLY ASHES MD SOIL MINERALS by Roy Junior Leonard A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subjects Soil Engineering Approved; Signature was redacted for privacy. In Charge of Major Work Signature was redacted for privacy. Signature was redacted for privacy. Déan"of Graduate College Iowa State College 1958 îi TABLE OP CONTENTS Page INTRODUCTION 1 LITERATURE REVIEW $ Early Investigations 5 Theories of Pozzolania Reaction Mechanism 6 Factors Influencing the Poszolanic Reaction 7 Temperature 7 Nature of the pozzolan 9 Surface area 10 Carbon content 11 Alkali and sulfate content 12 Carbon dioxide 12 Hydrogen ion concentration Lime factors Moisture % Time îi Poszolanic Reaction Products 18 A Siliceous reaction products 19 Aluminous reaction products 21 Quaternary reaction products 23 Secondary reaction products 23 Methods for Evaluating Pozzolans 21}.