The Evolution of Materials in Arms and Armors: Medieval Era
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
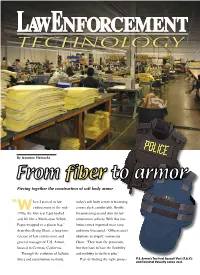
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -
MEDIEVAL ARMOR Over Time
The development of MEDIEVAL ARMOR over time WORCESTER ART MUSEUM ARMS & ARMOR PRESENTATION SLIDE 2 The Arms & Armor Collection Mr. Higgins, 1914.146 In 2014, the Worcester Art Museum acquired the John Woodman Higgins Collection of Arms and Armor, the second largest collection of its kind in the United States. John Woodman Higgins was a Worcester-born industrialist who owned Worcester Pressed Steel. He purchased objects for the collection between the 1920s and 1950s. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 3 Introduction to Armor 1994.300 This German engraving on paper from the 1500s shows the classic image of a knight fully dressed in a suit of armor. Literature from the Middle Ages (or “Medieval,” i.e., the 5th through 15th centuries) was full of stories featuring knights—like those of King Arthur and his Knights of the Round Table, or the popular tale of Saint George who slayed a dragon to rescue a princess. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 4 Introduction to Armor However, knights of the early Middle Ages did not wear full suits of armor. Those suits, along with romantic ideas and images of knights, developed over time. The image on the left, painted in the mid 1300s, shows Saint George the dragon slayer wearing only some pieces of armor. The carving on the right, created around 1485, shows Saint George wearing a full suit of armor. 1927.19.4 2014.1 WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 5 Mail Armor 2014.842.2 The first type of armor worn to protect soldiers was mail armor, commonly known as chainmail. -

Stab Resistant Body Armour
IAN HORSFALL STAB RESISTANT BODY ARMOUR COLLEGE OF DEFENCE TECHNOLOGY SUBMITTED FOR THE AWARD OF PhD CRANFIELD UNIVERSITY ENGINEERING SYSTEMS DEPARTMENT SUBMITTED FOR THE AWARD OF PhD 1999-2000 IAN HORSFALL STAB RESISTANT BODY ARMOUR SUPERVISOR DR M. R. EDWARDS MARCH 2000 ©Cranfield University, 2000. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright holder. ABSTRACT There is now a widely accepted need for stab resistant body armour for the police in the UK. However, very little research has been done on knife resistant systems and the penetration mechanics of sharp projectiles are poorly understood. This thesis explores the general background to knife attack and defence with a particular emphasis on the penetration mechanics of edged weapons. The energy and velocity that can be achieved in stabbing actions has been determined for a number of sample populations. The energy dissipated against the target was shown to be primarily the combined kinetic energy of the knife and the arm of the attacker. The compliance between the hand and the knife was shown to significantly affect the pattern of energy delivery. Flexibility and the resulting compliance of the armour was shown to have a significant effect upon the absorption of this kinetic energy. The ability of a knife to penetrate a variety of targets was studied using an instrumented drop tower. It was found that the penetration process consisted of three stages, indentation, perforation and further penetration as the knife slides through the target. Analysis of the indentation process shows that for slimmer indenters, as represented by knives, frictional forces dominate, and indentation depth becomes dependent upon the coefficient of friction between indenter and sample. -

From Knights' Armour to Smart Work Clothes
September 16, 2020 Suits of steel: from knights’ armour to smart work clothes From traditional metal buttons to futuristic military exoskeletons, which came to the real world from the pages of comics. From the brigandines of medieval dandies to modern fire-resistant clothing for hot work areas. Steel suits have come a long way, and despite a brief retreat caused by a “firearm”, they are again conquering the battlefields and becoming widely used in cutting-edge operations. Ancestors of skins and cotton wool The first armour that existed covered the backs of warriors. For the Germanic tribes who attacked the Roman Empire, it was not considered shameful to escape battle. They protected their chests by dodging, while covering their backs, which became vulnerable when fleeing, with thick animal skins over the shoulders. Soldiers of ancient Egypt and Greece wore multi-layer glued and quilted clothes as armour. Mexican Aztecs faced the conquistadors in quilted wadded coats a couple of fingers thick. In turn, the Spanish borrowed the idea from the Mexicans. In medieval Europe, such protective clothing was widely used up to the 16th century. The famous Caucasian felt cloak also began life as armour. Made of wool using felting technology, it was invulnerable against steel sabres , arrows and even some types of bullets. Metal armour: milestones Another ancient idea for protective clothing was borrowed from animals. The scaled skin of pangolins was widely used as armour by Indian noble warriors, the Rajputs. They began to replicate a scaly body made of copper back in ancient Mesopotamia, then they began to use brass and later steel. -

Saint Demetrios of Thessaloniki
Master of Philosophy Faculty of Arts University of Glasgow Saint Demetrios of Thessaloniki By Lena Kousouros Christie's Education London Master's Programme September 2000 ProQuest Number: 13818861 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 13818861 Published by ProQuest LLC(2018). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 ^ v r r ARV- ^ [2,5 2 . 0 A b stract This thesis intends to explore the various forms the representations of Saint Demetrios took, in Thessaloniki and throughout Byzantium. The study of the image of Saint Demetrios is an endeavour of considerable length, consisting of numerous aspects. A constant issue running throughout the body of the project is the function of Saint Demetrios as patron Saint of Thessaloniki and his ever present protective image. The first paper of the thesis will focus on the transformation of the Saint’s image from courtly figure to military warrior. Links between the main text concerning Saint Demetrios, The Miracles, and the artefacts will be made and the transformation of his image will be observed on a multitude of media. -

Page 0 Menu Roman Armour Page 1 400BC - 400AD Worn by Roman Legionaries
Roman Armour Chain Mail Armour Transitional Armour Plate Mail Armour Milanese Armour Gothic Armour Maximilian Armour Greenwich Armour Armour Diagrams Page 0 Menu Roman Armour Page 1 400BC - 400AD Worn by Roman Legionaries. Replaced old chain mail armour. Made up of dozens of small metal plates, and held together by leather laces. Lorica Segmentata Page 1 100AD - 400AD Worn by Roman Officers as protection for the lower legs and knees. Attached to legs by leather straps. Roman Greaves Page 1 ?BC - 400AD Used by Roman Legionaries. Handle is located behind the metal boss, which is in the centre of the shield. The boss protected the legionaries hand. Made from several wooden planks stuck together. Could be red or blue. Roman Shield Page 1 100AD - 400AD Worn by Roman Legionaries. Includes cheek pieces and neck protection. Iron helmet replaced old bronze helmet. Plume made of Hoarse hair. Roman Helmet Page 1 100AD - 400AD Soldier on left is wearing old chain mail and bronze helmet. Soldiers on right wear newer iron helmets and Lorica Segmentata. All soldiers carry shields and gladias’. Roman Legionaries Page 1 400BC - 400AD Used as primary weapon by most Roman soldiers. Was used as a thrusting weapon rather than a slashing weapon Roman Gladias Page 1 400BC - 400AD Worn by Roman Officers. Decorations depict muscles of the body. Made out of a single sheet of metal, and beaten while still hot into shape Roman Cuiruss Page 1 ?- 400AD Chain Mail Armour Page 2 400BC - 1600AD Worn by Vikings, Normans, Saxons and most other West European civilizations of the time. -

Times Creation
+91-7351222111 Times Creation https://www.indiamart.com/times-creationharidwar/ Our organization is engaged in manufacturing, exporting and supplying nautical products, armoury products, handicraft items and other decorative brass antiques. This range includes morion helmet, antique norman armour helmet and more. About Us Established in the year 2001, we, Times Creation, we are one of the recognized firms engaged in Manufacturing, Exporting and Supplying a wide range of Medieval Armour Helmets, Medieval Armour Shields, Medieval Body Armour Collections, Medieval Muscle Armour, Armour Gloves, Antique Telephones, Nautical Spot Lamp, Nautical Brass Candle Stand, Nautical Brass Gifts & Home Decor, Nautical Brass Ship Models, Nautical Compass With Wooden Box, Nautical Diving Helmets, etc . These products are manufactured using high-grade raw material, which is procured from the reliable vendors of the market. Moreover, the products offered by us are known for their features like durability, superior finish, attractive designs, strong construction and corrosion resistance. Clients can avail these products in various sizes, designs and finishes as per their specific requirements. We, Times Creation, have established a sophisticated infrastructure, which is spread across a large area in Roorkee, Uttarakhand. Well-segregated into various departments, this infrastructure helps in managing the business related activities in a proper manner. Our departments are well-installed with advanced machines and tools that help in manufacturing in compliance -

Denv S090015 Military Vehicle Protection.Qxd
Defence TNO | Knowledge for business Military vehicle protection Finding the best armour solutions circuit armour. All these current and future armours require constant and rigorous testing under fully controlled conditions. The Laboratory for Ballistic Research is a state of the art research facility of TNO and able to provide these conditions. New threats In today's scenarios, the threat to a military vehicle may come from any direction, including above and below. The crew of a military vehicle not only has to deal with more or less 'standard' fire from the enemy in front, but - more often than not - also with asymmetric threats like rocket-propelled grenades, explosively formed projectiles, mines and improvised explosive devices. The RPG7, for instance, is able to cut through 250 mm of armour steel. Falling prey to any of these threats, also known as a 'cheap kill', Developments in vehicle armour never stop. It's not just the nature of the is something that has to be avoided at all threat that is continually changing, but we also have to deal with new times. TNO uses its highly advanced resources and decades of expertise in armour trends in warfare, like lightweight armoured vehicles. For survival, today's research to help governments and and tomorrow's military vehicles will not only have to rely on armour, but manufacturers achieve their aim: the optimal e.g. also on mobility and manoeuvrability. TNO supports its clients - protection of military vehicles against the governments and manufacturers - in finding the best armour solutions for widest possible range of ballistic threats. -
Constructing a Heavy-List Gambeson Tips and Techniques
Constructing a Heavy-List Gambeson Tips and Techniques Lady Magdalena von Regensburg mka Marla Berry [email protected] July 16, 2005 An Historic Overview “Mail is tough but flexible; it resists a cutting sword-stroke but needs a padded or quilted undergarment as a shock absorber against a heavy blow.”1 Quilted garments were part of soldiers’ kits in varying forms and with varying names throughout most of the SCA timeline. As early as the late Roman/early Byzantine period there is documentation for quilted or padded coats called Zabai or Kabadia.2 Illuminations from Maciejowski Bible (circa 1250) show aketons or gambesons. “These terms seem to have been interchangeable but the weight of evidence From “Jonathan and his Armor- suggests that ‘aketon’ refers to garments worn under the mail while bearer Attack the Philistines,” gambesons were worn over or instead of it...The gambeson is often from the Maciejowski Bible, referred to in contemporary accounts as being worn by the common circa 1250. soldiery and, indeed, is part of the equipment required by the Assize of Arms of 1185 of Edward I of England.”3 Extant examples from the fourteenth century include the pourpoint of Charles de Blois (d. 1364) and the late fourteenth century jupon of Charles VI. Fifteenth century documents mention arming doublets and padded jacks. These garments were worn under maille, over maille, under plate, over plate, or on their own. Some were designed to encase maille or plate. “Infantry, as laid down in the Assize of Arms of 1182, often wore one of two types of gambeson. -
M a S T E R C a T a L
YOU’LL WEAR IT.TM MASTER CATALOG QUALITY | COMFORT | VALUE “” YOU’LL WEAR IT! STEPHEN ARMELLINO PRESIDENT, CEO THANK YOU FOR YOUR SERVICE. For more than 30 years, we at U.S. Armor have had the honor of outfitting the law enforcement and military communities with superior body armor and protective equipment. As former servicemen, officers or family members of both, myself and our dedicated team members take incredible pride and care in the design and construction of our armor and protective equipment. We are thankful for the opportunity to support you in serving us all. As you know, your armor is only effective if it’s worn and therefore, we have committed ourselves to producing the lightest, safest, and most dynamic armor. It is with your comfort and performance needs in mind that we select the most innovative, respected material suppliers and partners and seek to advance our offerings as applicable. While we solemnly ensure that our products are compliant with all applicable standards and requirements, our primary objective is to protect and support you, so you can focus on effectively doing your job. We thank you for your trust in us and in return, we promise to deliver superior body armor that you’ll comfortably wear. Sincerely, - STEPHEN ARMELLINO A HISTORY TO PROTECT U.S. ARMOR has provided superior body armor and He has taken his father’s protective products for more than three decades. Our designs into the 21st legacy dates back to Richard Armellino, Sr., father of century with U.S. Armor’s current U.S. -

Archaeologist in the Archive. a Turning Point in the Study of Late-Medieval Helmets in Western Pomerania
FASCICULI ARCHAEOLOGIAE HISTORICAE FASC. XXXIII, PL ISSN 0860-0007 DOI 10.23858/FAH33.2020.011 ANDRZEJ JANOWSKI* ARCHAEOLOGIST IN THE ARCHIVE. A TURNING POINT IN THE STUDY OF LATE-MEDIEVAL HELMETS IN WESTERN POMERANIA Abstract: The article discusses three late-medieval head protectors from Western Pomerania, forgotten by Polish scholars after World War II. The first one is the great helm known as the Topfhelm from Dargen, the second, a bascinet with visor from Leszczyn and the last one, the jousting sallet from the collection of Szczecin masons. Knowledge about those helms is highly significant for studies of late-medieval armour in Western Pomerania. Keywords: Western Pomerania, medieval armour, great helm, bascinet, jousting sallet Received: 15.04.2020 Revised: 29.04.2020 Accepted: 27.07.2020 Citation: Janowski A. 2020. Archaeologist in the Archive. A Turning Point in the Study of Late-medieval Helmets in Western Pomerania. “Fasciculi Archaeologiae Historicae” 33, 167-174, DOI 10.23858/FAH33.2020.011 Elements of armour either in whole or in large The Great Helm from Dargen fragments belong to unique finds in the archaeology The first piece of head protection discussed here of the Middle Ages. Each more or less complete find is a find which must be known to all armour special- is considered a sensation. Western Pomeranian finds ists (Fig. 1). It is one of the best preserved and oldest are no different in this respect; new finds of this type great helms, dating back to the middle-second half of are few and far between.1 The study of primary sourc- the 13th century. -
Ballistic Protection: New Products and Developments
Ballistic protection: New products and developments In 2017, Teijin Aramid is launching two new ballistic protection products: Endumax Shield XF33, a plate solution for vehicles, vessels and body armor, and Twaron ComForte SB3, a highly flexible solution specifically developed for body armor products. In addition, Teijin Aramid’s Application Competence Center in Wuppertal, Germany, has increased its testing output by 83% over the past year. These developments will allow Teijin Aramid to continue providing a high level of service to its customers, offer a broader product portfolio, and maintain its competitive position in the global ballistic protection market. A unique focus on ballistic protection “For over 30 years, Teijin Aramid has been developing high-performance ballistic protection solutions that have saved countless lives,” says Manon Schuurmans, Business Department Manager Ballistics at Teijin Aramid. “During this time, we’ve built up a complete portfolio of both aramid and UHMW-PE based products and solutions for both personal protection and protective equipment. In addition, our technical team has developed extensive know-how and expertise in several specific ballistic application areas fo body armor, helmets, ground vehicle, vessels and aerospace. Thanks to our experience and state-of-the-art research and development facilities, Teijin Aramid is in a unique position Supported by high levels of technical expertise to address the market needs for ballistic protection.” “We wouldn’t have been able to launch our new products without our high levels of technical knowledge and high- New products: Endumax Shield XF33 and Twaron quality research facilities,” says Manon. “Specifically, our ComForte SB3 Application Competence Center in Wuppertal is “In 2017, we’re launching Endumax Shield XF33 and Twaron instrumental to driving our ballistic protection propositions.