Engine M14P Maitenance Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Number: 93-04 a Technical Aspects Are FAA Approved Replaces Servl 93-004
Number: 93-04 A Technical Aspects are FAA Approved Replaces ServL 93-004 Date: 07/13/2004 Subject: Optional Advancement of timing on the Teledyne Continental O-200A, B Compliance: Any time a complete set of Superior Air Parts, Inc. SA10200 Series Millennium® Cylinders is installed on the O-200A or B engine During the development of the SA10200 Series Millennium® Cylinder, Superior Air Parts Inc. incorporated many improvements to increase strength and service life. Requests from the field have prompted us to conduct an additional test for timing advancement. Recently, Superior has received STC SE8675SW approval to advance the magneto timing on both magnetos, from the present position of 24 degrees B.T.C., to the original timing of 28 degrees B.T.C. NOTE The timing change from 24 degrees B.T.C. to 28 degrees B.T.C. can only be accomplished on O-200A or B engines containing four Superior Air Parts, Inc. SA10200 Series Millennium® Cylinders. PROCEDURES: 1. Remove all upper spark plugs. 2. Position the No. 1 piston on its compression stroke, aligning the 28-degree B.T.C. crankshaft flange index with the bottom split on the crankcase. 3. Refer to the appropriate service information for the particular magneto in use, to properly connect a timing light. Loosen magneto retaining nuts. Rotate the magneto case until the timing light indicates that the points are just opening. If there is not enough limit allowed by the slotted flange holes, then the magneto must be removed from its pad and the magneto drive gear repositioned with the camshaft gear so that the points are just opening in the number 1 magneto firing position. -
1 C255-POM-S-Feb06
C255-POM-S-FEB06 1 Contents DISASSEMBLY OF CYLINDER HEAD 16 REFACING THE VALVES 18 REASSEMBLY OF CYLINDER HEAD 18 FOREWORD 4 GENERAL DESCRIPTION 4 CYLINDER SLEEVE 20 PISTON & CONNECTING ROD 20 OPERATION 6 CAMSHAFT 22 BEFORE STARTING 6 CRANKSHAFT 22 COOLANT 6 OIL PUMP 24 LUBRICATION 6 FUEL 7 GOVERNOR 25 OIL BATH AIR CLEANER 7 SPEED ADJUSTMENT 25 FINAL INSPECTION 8 POWER TAKE-OFF STARTING THE ENGINE 8 REMOVAL & DISASSEMBLY 26 BRINGING THE ENGINE UP TO SPEED 8 POWER TAKE-OFF STOPPING THE ENGINE 8 ASSEMBLY & INSTALLATION 28 EMERGENCY STOP 9 SPECIFICATIONS AND DERATES 30 INSPECTION 9 DAILY INSPECTION 9 PARTS 33 WEEKLY INSPECTION 9 MONTHLY INSPECTION 9 CRANKCASE AND BASE 33 CRANKSHAFT, CAMSHAFT & SERVICE 10 TIMING GEARS 34 LUBRICATION 10 PISTON & CONNECTING ROD 35 CIRCULATION OF OIL 10 CYLINDER HEAD 36 OIL FILTER 10 ROCKER ARM & COVER 37 OIL SUMP 10 OIL PUMP 10 CYLINDER BLOCK 38 MAGNETO LUBRICATION 11 OIL PUMP AND FILTER 39 GOVERNOR LUBRICATION 11 FLYWHEEL & HOUSING 41 CLUTCH LUBRICATION 11 OVERSPEED CONTROLER 42 FUEL SYSTEM 11 CARBURETOR 11 MAGNETO & GOVERNOR DRIVE 43 FUEL RATE FOR ARROW ENGINES 12 GOVERNOR 45 BTU RATE FOR ARROW ENGINES 12 INSTRUMENT PANEL 46 HIGHER HEATING VALUES OF FUEL 12 ARROW C-255 FUEL CONSUMPTION 13 CARBURETOR & AIR CLEANER 47 AIR CLEANER 13 CARBURETOR COMPONENTS 49 COOLING SYSTEM 13 RADIATOR 51 ALTRONIC 1 IGNITION 14 ELECTRIC STARTER 52 IGNITION SYSTEM TROUBLESHOOTING 14 SPARK PLUG 15 ALTRONIC 1 IGNITION 53 POWER TAKE-OFF 15 POWER TAKE OFF COMPONENTS 55 ADJUSTMENT 15 POWER TAKE OFF 56 LUBRICATION 15 COMPLETE OIL LINE KIT 57 DRIVING PLATE REPLACEMENT 15 INSTALLATION OF OIL LINES 57 COMPLETE GASKET SET 58 ENGINE OVERHAUL 16 TORQUING SEQUENCE 59 CYLINDER HEAD 16 VALVES AND MECHANISM 16 2 3 FOREWORD transfer the rotary motion of the crankshaft to take-off Cranking the engine for starting is aided by using NOTE: GENERAL DESCRIPTION assembly. -

Tim's Updated Slick Timing Document Updated for Better Readablity and More Completeness
Tim's Slick Mag Timing Re-Compilation http://www.myrv10.com/tips/maintenance/tims_slick_timing_info.html Tim's updated Slick Timing Document Updated for better readablity and more completeness Note: This wall all originally compiled by Sacramento Sky Ranch. I'm not trying to duplicate it totally, but instead, trim out some of the variety of engine types that they talk about, so that it mainly applies to my IO-540 D4A5, and to correct all of the poor word wrapping and other cosmetic defects such as the ugly ALL-CAPS text, that they put together, so it's easier to read. WHERE DO I STICK THE TIMING PIN? 1. TIMING INSTRUCTIONS ARE ON THE OUTSIDE OF THE BOX. Insert the T-118 timing pin in the L OR hole of the distributor block, depending on the rotation of the magneto. Refer to the Magneto Data Plate for magneto rotation direction. 2. Turn the rotor shaft opposite the specified direction of rotation until the timing pin is inserted approximately 7/8" into the distributor block. When properly engaged, the timing pin will "Seat" against the distributor block. Note: If the rotor shaft cannot be turned and the timing pin is not seated 7/8" into the distributor block, remove the pin. Turn the rotor shaft 1/8" turn and reinsert the pin. Turn the rotor shaft 1/8" and reinsert the timing pin. Then repeat steps 1 and 2 above. 3. With the pin fully inserted into the distributor block, the magnto is now aligned to fire cylinder #1. (My Note: This is NOT TDC, but rather the firing position which is probably about 25 degrees BTDC) 4. -

Cooling System
COOLING SYSTEM A system, which controls the engine temperature, is known as a cooling system. NECESSITY OF COOLING SYSTEM The cooling system is provided in the IC engine for the following reasons: The temperature of the burning gases in the engine cylinder reaches up to 1500 to 2000°C, which is above the melting point of the material of the cylinder body and head of the engine. (Platinum, a metal which has one of the highest melting points, melts at 1750 °C, iron at 1530°C and aluminium at 657°C.) Therefore, if the heat is not dissipated, it would result in the failure of the cylinder material. Due to very high temperatures, the film of the lubricating oil will get oxidized, thus producing carbon deposits on the surface. This will result in piston seizure. Due to overheating, large temperature differences may lead to a distortion of the engine components due to the thermal stresses set up. This makes it necessary for, the temperature variation to be kept to a minimum. Higher temperatures also lower the volumetric efficiency of the engine. REQUIREMENTS OF EFFICIENT COOLING SYSTEM The two main requirements of an efficient cooling system are: 1. It must be capable of removing only about 30% of the heat generated in the combustion chamber. Too much removal of heat lowers the thermal efficiency of the engine. 2. It should remove heat at a fast rate when the engine is hot. During the starting of the engine, the cooling should be very slow so that the different working parts reach their operating temperatures in a short time. -

Magneto Switch Options
Magneto Switch Options Robert L. Nuckolls, III AeroElectric Connection 6936 Bainbridge Road Wichita, Kansas 67226-1008 Phone (316) 685-8617 I was privileged to receive an invitation to speak before an short pulse of higher velocity rotation enhances spark during a annual gathering of RV builders in Frederick, Maryland, just time when engine speed is too low to produce normal sparks before Sun-N-Fun ’92. Several questions posed there from the magneto. Further, delayed mechanical release causes illustrated a general misunderstanding about magneto switch a spark to be delivered after top-dead-center thus assuring that wiring with respect to switches and wire to be used. After the first explosion to occur in any cylinder pushes the engine exploring the issues with attendees, someone suggested that forward instead of backwards. After the engine starts, this would be a good topic to write up for Sport Aviation. So flyweights inside the coupler pull against another spring to here it is ... retract the pawl thus preventing further engagement with the locking stud. The energy storage spring used to “snap" the There are two types of switches commonly used to control shaft during cranking now keeps the magneto in proper step aircraft magnetos and starters. The most popular is the key with the engine for running. locking, multi-position, rotary switch like those found on many production aircraft. The other is a common toggle It is common practice to install only one impulse coupler on switch not unlike those used to control devices like pitot heat the left magneto. Some engines have couplers on both or landing lights. -
Symbols and Circuit Diagrams | Circuit Symbols
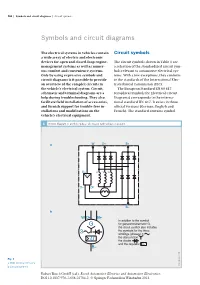
500 | Symbols and circuit diagrams | Circuit symbols Symbols and circuit diagrams The electrical systems in vehicles contain Circuit symbols a wide array of electric and electronic devices for open and closed-loop engine- The circuit symbols shown in Table 1 are management systems as well as numer- a selection of the standardized circuit sym- ous comfort and convenience systems. bols relevant to automotive electrical sys- Only by using expressive symbols and tems. With a few exceptions, they conform circuit diagrams is it possible to provide to the standards of the International Elec- an overview of the complex circuits in trotechnical Commission (IEC). the vehicle’s electrical system. Circuit, The European Standard EN 60 617 schematic and terminal diagrams are a (Graphical Symbols for Electrical Circuit help during troubleshooting. They also Diagrams) corresponds to the interna- facilitate field installation of accessories, tional standard IEC 617. It exists in three and furnish support for trouble-free in- official versions (German, English and stallations and modifications on the French). The standard contains symbol vehicle’s electrical equipment. 1 Circuit diagram of an three-phase alternator with voltage regulator a WD+ B+ D+ wvu U D– DF B– b WB+D+ In addition to the symbol G for generator/alternator G, the circuit symbol also includes the symbols for the three 3 windings (phases) 3 U the star junction the diodes and the regulator U . B– Fig. 1 a With internal circuitry b Circuit symbols UAS0002-1E Robert Bosch GmbH (ed.), Bosch Automotive Electrics and Automotive Electronics, DOI 10.1007/978-3-658-01784-2, © Springer Fachmedien Wiesbaden 2014 Symbols and circuit diagrams | Circuit symbols | 501 elements, signs and, in particular, circuit cate the shapes and dimensions of the de- symbols for the following areas: vices they represent, nor do they show the General applications Part 2 locations of their terminal connections. -

Continental Engine Specifications for A65 Series 8, 8J, 8F, 8FJ (Pdf)
Page No. 1 of 12 pages Spec. No. 1009a January 10, 1946 Superceding Spec. 1009 February 23, 1940 Rev. 10-28-42 DETAIL SPECIFICATION For ENGINE, AIRCRAFT CONTINENTAL (Mfrs. Model A65 Series 8, 8J, 8F, 8FJ CONTINENTAL MOTORS CORPORATION MUSKEGON, MICHIGAN This document is an uncertified copy of the original Continental Detail Specification, and is provided for the convenience of M-18 owners by The Mooney Mite Site. Page No. 2 of 12 pages Spec. No. 1009a CONTINENTAL ENGINE SPECIFICATIONS FOR MODEL A65 The engine warranty is subject to cancellation if the engine installation does not conform with the minimum requirements of these specifications. A. GENERAL SPECIFICATIONS The following Continental Motors Corporation drawings and engine power curves form a part of this specification: Drawing No. A50381 Outline Assembly, Model A65 Series 8, 8J, 8F, 8FJ. * Drawing No. A6445 Sectional Assembly, Model A65 Series 8 * Curve Sheet 1009-1 Power Curve, A65 Curve Sheet 1009-3 Altitude Performance Curve * * not yet available [see page 10] B. TYPE B-1. This specification covers the requirements for the Continental A65 engines. B-2. The Continental A65 engines are of the four-cylinder, overhead valve, air-cooled, horizontally opposed, direct drive type of gasoline engine which operates on the four stroke Otto cycle. The cylinders have down directed exhaust outlets. B-3. The series numbers of the A65 engine model are listed in Section D. C. DETAIL REQUIREMENTS C-1. Ratings: Model A65 engine is rated at 65 H.P. at 2300 r.p.m. at sea level, using 73 minimum octane aviation gasoline. -

Ignition System Types
IGNITION SYSTEM TYPES Basically Convectional Ignition systems are of 2 types : (a) Battery or Coil Ignition System, and (b) Magneto Ignition System. Both these conventional, ignition systems work on mutual electromagnetic induction principle. Battery ignition system was generally used in 4-wheelers, but now-a-days it is more commonly used in 2-wheelers also (i.e. Button start, 2-wheelers like Pulsar, Kinetic Honda; Honda-Activa, Scooty, Fiero, etc.). In this case 6 V or 12 V batteries will supply necessary current in the primary winding. Magneto ignition system is mainly used in 2-wheelers, kick start engines. (Example, Bajaj Scooters, Boxer, Victor, Splendor, Passion, etc.). In this case magneto will produce and supply current to the primary winding. So in magneto ignition system magneto replaces the battery. Battery or Coil Ignition System Below figure shows line diagram of battery ignition system for a 4- cylinder petrol engine. It mainly consists of a 6 or 12 volt battery, ammeter, ignition switch, auto-transformer (step up transformer), contact breaker, capacitor, distributor rotor, distributor contact points, spark plugs, etc. Note that the Figure 4.1 shows the ignition system for 4-cylinder petrol engine, here there are 4-spark plugs and contact breaker cam has 4-corners. (If it is for 6-cylinder engine it will have 6-spark plugs and contact breaker cam will be a perfect hexagon). The ignition system is divided into 2-circuits : (i) Primary Circuit : It consists of 6 or 12 V battery, ammeter, ignition switch, primary winding it has 200-300 turns of 20 SWG (Sharps Wire Gauge) gauge wire, contact breaker, capacitor. -

Engine Service Manual, L600, L654 Engine (ES-652)
KOHLER GENERATORS . ENGINE SECTION SERVICE E-7 MANUAL - MODELS:. ‘L600, 1654 CONTENTS’ SUBJECT SECTION-PAGE! SUBJECT - SECTION-PAGE GENERAL Prestart Check List . 1.3 i COOLING Radi ator Systems . 6.1 Gen. Specifications . 7.4 I Anti-Freeze . 6.1 Service Schedule . 1.4 I Fan Belts . 6.2 Marine Cool ing . 6.3 LU6RICAlION Oil Requirements . 2.1 I Oil Pressure . 2.1 Oil Filler Cap ...... 2.1 1 GOVERNOR Governor Adjustments 7. I Oil Filters ......... 2.2 - AIR INTAKE Dry Air Cleaner ..... 3.1 1 GENERALSERVICES Cylinder Head ...... 8.1 Oil Bath Cleaner .... 3.2 I Valves ............. 8.1 Flame Arrestor ...... 3.2 I Compress i on ........ 8.2 FUEL Gasol ine Carburetors 4.1 t , Fuel Pump . 4.4 1 RECONDITIONING Inspection-Analysis 9.1 Automatic Chokes . 4.5 Disassembly . 9.3 Gas Carburetors . 4.6 I Reconditioning . 9.6 Gas Regu1 ators . 4.7 I . Re-assembly . 9.11 ~~~ ~~ . I IGNITION Spark Plugs . 5.1 I Magneto Sewi ce . 5.2 1 SPECIFICATIONS Clearances-Fi ts . 70.1 Magneto Installation 5.3 . Ignition Specs. 10.2 5.4 I . ...* Ignition Timing . t Torque Specs. 10.2 KOHLER CO. KOHLER, WISCONSIN 53044 7 QUARTCAPACITY (APPROX.)RADIATGR /--PRESSURECAP THERMOSTATHOUSING -FAN-BELT -AUTOMATIC CHOKE . / / . IrDJUSTABLE4 f ~LLEY(BELT f YENSION) 1 . FAN BEFT- I GENERATOR OIL LEVEL LAIR CLEANER FUELPUMP END COVER OIL DRAIN- DIPSTICK\ (OILBATH TYPE) , FIGURE1-7 -M CARBURETORSIDE VIEW - TYPICALRADIATOR COOLED PLANT WITH L600 ENGINE 3 OIL FILLER- MAGNETO WATERPUMl -7 7.5#I______ QUART. -1--a-a-CAPACITY (AWKOX. ] RAPIATOR~-/ BREATHERCAP-----r (STANDARD)c-i I CONTROLLER \ \ VIBRQ MOUNT / . -

FLYING LESSONS for January 14, 2010 Suggested by This Week’S Aircraft Mishap Reports
FLYING LESSONS for January 14, 2010 suggested by this week’s aircraft mishap reports FLYING LESSONS uses the past week’s mishap reports to consider what might have contributed to accidents, so you can make better decisions if you face similar circumstances. In almost all cases design characteristics of a specific make and model airplane have little direct bearing on the possible causes of aircraft accidents, so apply these FLYING LESSONS to any airplane you fly. Verify all technical information before applying it to your aircraft or operation, with manufacturers’ data and recommendations taking precedence. If you wish to receive the free, expanded FLYING LESSONS report each week, email “subscribe” to [email protected]. FLYING LESSONS is an independent product of MASTERY FLIGHT TRAINING, INC. www.mastery-flight.training.com This week’s lessons: Most aircraft cowlings do not open far enough to permit a real inspection of the engine compartment before flight. We’re left to depend on operational checks and indications to determine everything’s all right under the cowl. One critical safety check for piston engines is that of magneto grounding. During your Before Takeoff checklist look not only for indications, but for the proper indications when you switch from one magneto position to the other. At the run-up propeller speed you should see between 50 and 175 rpm drop when you go from BOTH to any single magneto position—THE ACTUAL TOLERANCE VARIES, so be sure to use the published range from your airplane’s POH, not just what your past experience or some CFI or an aftermarket checklist tells you to expect. -

How Outboard Motor Ignition Systems Work, Part 3 Ignition with No Battery: the Magic of the Magneto Outboardignitionpart3 W
How Outboard Motor Ignition Systems Work, Part 3 Ignition with No Battery: the Magic of the Magneto OutboardIgnitionPart3 W. Mohat Rev. 3.0 May 25, 2018 The ignition systems in antique outboards are usually magneto systems, as opposed to battery, points, and coil systems. (If you don’t remember how battery, points, and coil ignition systems work, please go back and read Parts 1 and 2 of this article series.) At first glance, magneto ignition systems seem very simple; it appears you are just replacing the battery with a generator consisting of a coil of wire and a magnet in the flywheel. Simple, right? Well, from an electrical schematic point of view, this might appear to be the case (figure 3-1). However, looks can be deceiving. In a battery-based system, the battery voltage is what is used to create current in the primary winding of the spark coil, whenever the points are closed. In a magneto, the magnets spinning in the flywheel are used to generate the voltage needed to create current in the primary winding. (Try to visualize this as the magnetic field creating a tiny battery inside the windings in the spark coil, and you’ll have the right idea!) In the battery-based system, you can measure +12 volts across the primary winding of the spark coil when the points are closed, and it is this voltage that drives the current in the spark coil. In the magneto-based system, you will measure almost zero voltage across the primary when the points are closed – and yet you get the same levels of primary current as you do with the battery-based system. -

Service Instruction S.I
Service Instruction S.I. No.: 89-5-1 ENGINE COMPONENTS, INC. Page: 1 of 5 Issued: 05/05/89 Title: ENGINE TROUBLE SHOOTING GUIDE Revision: 1 (09/01/01) Technical Portions of FAA DER Approved. FAILURE OF ENGINE TO START 27 points 14. Incorrectly adjusted carburetor control linkage 1. Lack of fuel 15. Fuel feed valve leaking or not operating properly 2. Ignition switch off 16. Warped or burned valves or valve seats 3. Under-priming or over-priming 17. Broken valve springs 4. Incorrect throttle setting 18. Worn or sticking pistons or cylinders 5. Cold oil 19. Cracked pistons or cylinders 6. Defective battery (battery ignition systems) 20. Bent pushrods 7. Dirty or defective spark plugs 21. Cylinder gaskets blown 8. Water in magneto 22. Magneto ground wire loose and grounding 9. Wet ignition harness 23. Carburetor icing 10. Wrong grade of fuel 24. Fluctuating fuel pressure 11. Spark advance retarded too far 25. Defective rocker arms or bearings 12. Vapor in fuel system 26. Defective valve guides 13. Water in carburetor 27. Bent crankshaft 14. Defective ignition wiring 28. Crosswind on propeller during ground operation 15. Booster magneto defective 29. Spark plug wires crossed 16. Incorrect valve and/or ignition timing 17. Defective magneto HIGH OIL TEMPERATURE 12 points 18. Broken impulse coupling 1. Insufficient oil supply 19. Magneto breaker points defective 2. Defective oil temperature gauge 20. Incorrect valve clearance 3. Airflow through oil cooler blocked 21. Defective priming system 4. Oil cooler bypass valve malfunction 22. Internal trouble in carburetor 5. Cylinder baffles missing or insecure 23.