Additively Manufactured Thermite-Based Energetics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

All-Printed Smart Structures: a Viable Option? John O’Donnella, Farzad Ahmadkhanloub, Hwan-Sik Yoon*A, Gregory Washingtonb Adept
All-printed smart structures: a viable option? John O’Donnella, Farzad Ahmadkhanloub, Hwan-Sik Yoon*a, Gregory Washingtonb aDept. of Mechanical Engineering, The University of Alabama, Box 870276, Tuscaloosa, AL, USA 35487-0276; bDept. of Mechanical and Aerospace Engineering, University of California Irvine, Irvine, CA, USA 92697-3975 ABSTRACT The last two decades have seen evolution of smart materials and structures technologies from theoretical concepts to physical realization in many engineering fields. These include smart sensors and actuators, active damping and vibration control, biomimetics, and structural health monitoring. Recently, additive manufacturing technologies such as 3D printing and printed electronics have received attention as methods to produce 3D objects or electronic components for prototyping or distributed manufacturing purposes. In this paper, the viability of manufacturing all-printed smart structures, with embedded sensors and actuators, will be investigated. To this end, the current 3D printing and printed electronics technologies will be reviewed first. Then, the plausibility of combining these two different additive manufacturing technologies to create all-printed smart structures will be discussed. Potential applications for this type of all-printed smart structures include most of the traditional smart structures where sensors and actuators are embedded or bonded to the structures to measure structural response and cause desired static and dynamic changes in the structure. Keywords: printed smart structures, 3D printing, printed electronics, printed strain sensor 1. INTRODUCTION Decades of research and development have seen the progression of a variety of different additive manufacturing processes [1]. From basic Fused Deposition modeling to the more intricate Energy Beam methods, the ability to print a diverse selection of structures, both complex and simple, on demand with accuracy and precision has become a reality. -
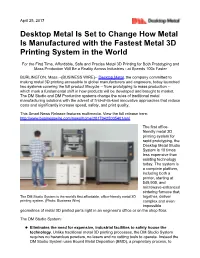
Desktop Metal Is Set to Change How Metal Is Manufactured with the Fastest Metal 3D Printing System in the World
April 25, 2017 Desktop Metal Is Set to Change How Metal Is Manufactured with the Fastest Metal 3D Printing System in the World For the First Time, Affordable, Safe and Precise Metal 3D Printing for Both Prototyping and Mass Production Will Be a Reality Across Industries - at Speeds 100x Faster BURLINGTON, Mass.--(BUSINESS WIRE)-- Desktop Metal, the company committed to making metal 3D printing accessible to global manufacturers and engineers, today launched two systems covering the full product lifecycle -- from prototyping to mass production -- which mark a fundamental shift in how products will be developed and brought to market. The DM Studio and DM Production systems change the rules of traditional metal manufacturing solutions with the advent of first-of-its-kind innovative approaches that reduce costs and significantly increase speed, safety, and print quality. This Smart News Release features multimedia. View the full release here: http://www.businesswire.com/news/home/20170425005401/en/ The first office- friendly metal 3D printing system for rapid prototyping, the Desktop Metal Studio System is 10 times less expensive than existing technology today. The system is a complete platform, including both a printer, starting at $49,900, and microwave-enhanced sintering furnace that, The DM Studio System is the world’s first affordable, office-friendly metal 3D together, deliver printing system. (Photo: Business Wire) complex and even impossible geometries of metal 3D printed parts right in an engineer’s office or on the shop floor. The DM Studio System: Eliminates the need for expensive, industrial facilities to safely house the technology. Unlike traditional metal 3D printing processes, the DM Studio System requires no hazardous powders, no lasers and no cutting tools to operate. -

A Study on Ultrasonic Energy Assisted Metal Processing : Its Correeltion with Microstructure and Properties, and Its Application to Additive Manufacturing
University of Louisville ThinkIR: The University of Louisville's Institutional Repository Electronic Theses and Dissertations 5-2019 A study on ultrasonic energy assisted metal processing : its correeltion with microstructure and properties, and its application to additive manufacturing. Anagh Deshpande University of Louisville Follow this and additional works at: https://ir.library.louisville.edu/etd Part of the Manufacturing Commons, Metallurgy Commons, and the Other Materials Science and Engineering Commons Recommended Citation Deshpande, Anagh, "A study on ultrasonic energy assisted metal processing : its correeltion with microstructure and properties, and its application to additive manufacturing." (2019). Electronic Theses and Dissertations. Paper 3239. https://doi.org/10.18297/etd/3239 This Doctoral Dissertation is brought to you for free and open access by ThinkIR: The nivU ersity of Louisville's Institutional Repository. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of ThinkIR: The nivU ersity of Louisville's Institutional Repository. This title appears here courtesy of the author, who has retained all other copyrights. For more information, please contact [email protected]. A STUDY ON ULTRASONIC ENERGY ASSISTED METAL PROCESSING: ITS CORRELTION WITH MICROSTRUCTURE AND PROPERTIES, AND ITS APPLICATION TO ADDITIVE MANUFACTURING By Anagh Deshpande A Dissertation Submitted to the Faculty of the J.B. Speed School of Engineering of the University of Louisville in Fulfillment -

Desktop Metal, Inc
Desktop Metal, Inc. Went public via SPAC with Trine Acquisition Corporation, Desktop Metal, Inc. is accelerating the transformation of manufacturing with end-to-end metal 3D printing solutions. The Company has developed the Studio System+, a three-part solution that automates metal 3D printing. The high resolution printing system is integrated through Desktop Metal’s cloud-based software and provides a seamless worklflow for printing metal parts in-house. • Address: 63 Third Avenue , , Burlington , MA, 01803 • Geographic Region: New England • Industry: Computers and Peripherals, Electronics / Instrumentation, Software • SIC Codes: 3577 - Computer Peripheral Equipment • NAICS Codes: 334119 - Other Computer Peripheral Equipment Manufacturing • Legal Counsel: Latham & Watkins LLP • Company Website: www.desktopmetal.com Key Management Investors • Rubino, Mike - CFO • BMW i Ventures • Schmitt, Peter - Chief Designer • DCVC • Sachs, Ely - Co-Founder • Ford Motor Company • Chiang, Yet-Ming - Co-Founder • Founder Collective • Heart, A. - Co-Founder • Future Fund • Schuh, Christopher - Co-Founder • GE Ventures • Fulop, Ric - Co-Founder, CEO, Director • Google Ventures (GV) • Myerberg, Jonah - Co-Founder, CTO • Kleiner Perkins Caufield & Byers LLC • Chin, Rick - Co-Founder, VP, Software Development (KPCB) • Zuberi, Bilal - Director • Koch Disruptive Technologies (KDT) • Hsieh, Wen - Director • Lowe's Companies, Inc. • Grayson, Dayna - Director • Lux Capital • Knight, Byron - Director • Moonrise Venture Partners • Papa, Steve - Director • New Enterprise -

The Current Landscape for Additive Manufacturing Research
THE CURRENT LANDSCAPE FOR ADDITIVE MANUFACTURING RESEARCH A review to map the UK’s research activities in AM internationally and nationally 2016 ICL AMN report Dr. Jing Li Dr. Connor Myant Dr. Billy Wu Imperial College Additive Manufacturing Network Contents Executive Summary .............................................................................................................. 1 1. Introduction .................................................................................................................... 4 2. What is additive manufacturing? .................................................................................... 5 2.1. Advantages of additive manufacturing ......................................................................... 5 2.2. Types of additive manufacturing technology and challenges ........................................ 6 2.3. The manufacturing production chain and challenges ................................................... 9 2.4. Conclusions ................................................................................................................12 3. Mapping the international additive manufacturing research landscape ......................... 13 3.1. Global market trend ....................................................................................................13 3.1.1. Growth in market value ........................................................................................13 3.1.2 Additive manufacturing growth in industrial markets.............................................14 -

3D Printing: Hype Or Game Changer?
3D printing: hype or game changer? A Global EY Report 2019 What is additive manufacturing? Additive manufacturing (AM), commonly known as 3D printing (3DP), is a digital manufacturing process that involves slicing three-dimensional digital designs into layers and then producing additively, layer by layer, using AM systems and various materials. Table of contents 04 Foreword 05 Key findings 06 About this study 08 3DP moves into the operational mainstream 14 From the lab to the shop window: AM serial production takes off 22 Choosing the right 3DP operating model 28 Growing up with AM 32 How AM can give businesses a competitive edge 36 The evolution of 3DP technologies and materials 40 What holds companies back from adopting 3DP? 44 AM trends, developments and challenges 50 M&A activity in the 3DP market 58 What’s next for AM? 60 How EY teams support companies on their 3DP journey 63 Authors 3D printing: hype or game changer? A Global EY Report 2019 | 3 Foreword In the three years since EY published first 3DP report, additive manufacturing (AM) has grown up. The technology has attracted such exposure that almost two- thirds (65%) of the businesses we surveyed this year have now tried the technology — up from 24% in 2016. Any early skepticism that predictions of 3DP’s transformative potential were just hype have been laid to rest. AM has joined the armory of production technologies, with 18% of companies already using it to make end- use products for customers and consumers. This means that the crucial “early majority” — whose buy-in is essential to the success of any new technology — have been won over. -

Metal Parts Using Additive Technologies
3/3/2017 Fundamentals of Additive Manufacturing for Aerospace Frank Medina, Ph.D. Technology Leader, Additive Manufacturing Director, Additive Manufacturing Consortium [email protected] 915-373-5047 Intent of This Talk Introduce the general methods for forming metal parts using additive manufacturing Give multiple examples of each type of method Compare and contrast the methods given Disclaimer: – This talk serves as an introduction to the various additive manufacturing technologies which work with metals. There are so many methods available we will not have time to discuss them all. – Once you determine the right approach for you, please investigate different machine manufacturers and service providers to determine the optimal solution for your needs. – I have tried to be objective in the presentation. Where I can I have given the affiliations for the materials used. If I’ve missed any I apologize in advance. About me and EWI I am a Technology Leader at EWI specializing in additive manufacturing (AM) with a focus on Metals AM. I have over 17 years of AM experience, collaborating with research scientists, engineers, and medical doctors to develop new equipment and devices. Non-profit applied manufacturing R&D company ─ Develops, commercializes, and implements leading-edge manufacturing technologies for innovative businesses Thought-leader in many cross-cutting technologies ─ >160,000 sq-ft in 3 facilities with full-scale test labs (expanding) ─ >$40 million in state of the art capital equipment (expanding) ─ >170 engineers, technicians, industry experts (expanding) 1 3/3/2017 Structural Gap between Research and Application Technology Maturity Scale Source: NIST AMNPO presentation Oct. 2012 EWI Applied R&D Bridges the Gap Between Research and Application EWI Applied R&D: Manufacturing Technology Innovation, Maturation, Commercialization, Insertion Technology Maturity Scale Source: NIST AMNPO presentation Oct. -

Ceramic Binder Jetting Additive Manufacturing: a Literature Review on Density
Ceramic Binder Jetting Additive Manufacturing: A Literature Review on Density Wenchao Dua, Xiaorui Renb, Zhijian Peia, Chao Maa,b,c,* a Department of Industrial & Systems Engineering, Texas A&M University, College Station, TX b Department of Mechanical Engineering, Texas A&M University, College Station, TX c Department of Engineering Technology & Industrial Distribution, Texas A&M University, College Station, TX *[email protected] Abstract The objective of this review paper is to summarize the current status and identify the knowledge gaps in ceramic binder jetting additive manufacturing, in a particular focus on density. This paper begins with an overview of the process, material considerations, and process parameters. It then discusses different aspects of density, including various terminologies, measurement methods, and achieved values. Afterwards, it reviews two categories of techniques to increase the part density: material preparation techniques (powder granulation, mixing powders of different sizes, using slurry feedstock, and mixing different materials) and post-processing techniques (sintering, chemical reaction, infiltration, and isostatic pressing). Finally, it presents the knowledge gaps in the literature. 1 Introduction Ceramic materials can have outstanding properties, such as extraordinary hardness, excellent resistance to wear, heat, and corrosion, and exceptional biocompatibility. Therefore, ceramic materials have a wide range of applications, from orthopaedic and dental implants in the biomedical industry to engine components in the aerospace and automotive industries. However, 1 it is very costly to fabricate ceramic parts of complex shapes using conventional manufacturing techniques. For complex ceramic parts, tooling can contribute up to 80% of the overall cost if conventional techniques are used [1]. Conventional techniques have other disadvantages including excessive cost in prototyping and difficulty to make design changes. -
Long-Term Technological and Industrial Plan Project No
Long-term technological and industrial plan Project No. 601217-EPP-1-2018-1-BE-EPPKA2-SSA-B This project has been funded with support from the European Commission. This publication reflects the views only of the author, and the Commission cannot be held responsible for any use which may be made of the information contained therein. Document Details Deliverable Number: 1.3 Due Date : May, 2020 Leading Organisation: Lortek Participating Orgnisations: AITIIP, CECIMO, EC Nantes, EPMA, EWF, IDONIAL, ISQ, LMS, LZH, Materialise, MTC, Polimi, Renishaw, UBRUN Languages(s): English Dissemination level: Public SAM – LONG TERM TECHNOLOGICAL AND INDUSTRIAL PLAN Project No. 601217-EPP-1-2018-1-BE-EPPKA2-SSA-B Page 2 1. Executive summary ......................................................................................................................... 5 2. Introduction .................................................................................................................................... 7 3. Methodology .................................................................................................................................. 9 4. Initiatives in Additive Manufacturing............................................................................................ 10 5. AM technological trend evolution to 2030 ................................................................................... 11 Technological Roadmaps ..................................................................................................... 12 AM motion -

Additive Manufacturing: Analysis of the Economic Context and Evaluation of the Indoor Air Quality, with a Total Quality Management Approach
DIPARTIMENTO DI ECONOMIA, SOCIETÀ, POLITICA CORSO DI DOTTORATO DI RICERCA IN Economia, Società, Diritto CURRICULUM Economia e Management CICLO XXXI Additive Manufacturing: analysis of the economic context and evaluation of the indoor air quality, with a Total Quality Management approach SETTORE SCIENTIFICO DISCIPLINARE: SECS-P/13-SCIENZE MERCEOLOGICHE RELATORE DOTTORANDA Chiar.ma Prof.ssa Federica Murmura Dott.ssa Laura Bravi CO TUTOR Ing. Francesco Balducci Anno Accademico 2017/2018 Summary INTRODUCTION CHAPTER 1: ADDITIVE MANUFACTURING: IS IT THE FUTURE? ABSTRACT .......................................................................................................................... 10 1.1 Additive and Subtractive Manufacturing ...................................................................... 10 1.2 The road towards Additive Manufacturing ................................................................... 13 1.2.1 Prehistory of AM .................................................................................................... 14 1.2.2 First attempts to modern AM ................................................................................. 16 1.2.3 The RepRap project ................................................................................................ 19 1.2.4 The Fab@Home project ......................................................................................... 23 1.3 AM today: 3D printing in the digitalization of manufacturing ..................................... 24 1.3.1 The main Additive Manufacturing -

3D Printing As an Alternative Manufacturing Method for the MicroGas Turbine Heat Exchanger
3D Printing as an Alternative Manufacturing Method for the Microgas Turbine Heat Exchanger Wolfgang Seiya and Sherry Zhang July 2015 Department of Energy Technology Royal Institute of Technology Stockholm, Sweden Pratt School of Engineering, Smarthome Program Duke University Durham, North Carolina, USA 1 Acknowledgements We would like to thank InnoEnergy, Compower, and the ‘‘STandUP for Energy’’ project for providing resourceful background information for this study. We owe our deepest gratitude to our advisor, Anders Malmquist for his continuous support for this study throughout the summer. His guidance, motivation, and expertise were invaluable assets in all areas of the study. Our sincere thanks goes to Joachim Claesson at KTH for his time and knowledge on the subject of heat exchangers. We take this opportunity to thank all the company correspondents that took their time and interest to help us with the vast information needed for this study. Lastly, we are immensely grateful to Duke Smart Home Program and its director Jim Gaston for providing us with the opportunity and necessary funds to live in Sweden while conducting this study. 2 I. Table of Contents List of Figures …………………………………………………………………………….… 6 List of Tables ……………………………………………………………………………….. 7 Abbreviations and Equation Nomenclature ………………………………………………… 8 Abstract …………………………………………………………………………………...… 9 Introduction …………………………………………………………………………………. 9 Methodology ……………………………………………………………………………….. 10 Materials ……………………………………………………………………………….. 10 Manufacturing …………………………………………………………………………. -

Characterization of Impact Initiation of Aluminum-Based Intermetallic-Forming Reactive Materials
CHARACTERIZATION OF IMPACT INITIATION OF ALUMINUM-BASED INTERMETALLIC-FORMING REACTIVE MATERIALS A Thesis Presented to The Academic Faculty by Michael D. Tucker In Partial Fulfillment of the Requirements for the Degree Master of Science in Mechanical Engineering in the School of Mechanical Engineering Georgia Institute of Technology December 2011 CHARACTERIZATION OF IMPACT INITIATION OF ALUMINUM-BASED INTERMETALLIC-FORMING REACTIVE MATERIALS Approved by: Dr. Naresh Thadhani, Advisor School of Mechanical Engineering Georgia Institute of Technology Dr. Joe Cochran School of Mechanical Engineering Georgia Institute of Technology Dr. Antonia Antoniou School of Mechanical Engineering Georgia Institute of Technology Dr. Ken Gall School of Mechanical Engineering Georgia Institute of Technology Date Approved: August 2011 To all those who made a sacrifice of time, money, thoughts, prayers, and patience for me, and others like me. May I be a blessing to others as others have been to me and before me for all those after. To my family who I would do anything for, my parents, and to the memory of Uncle Willie and Uncle Lewis whom my family lost this year, and to my great-grandfather and greatest inspiration, Roy Nathaniel Tucker.... Papa, \I ain't dead yet" iii ACKNOWLEDGEMENTS First I would like to give honor to my Lord and Savior Jesus Christ for all the blessings that have been bestowed upon me, including the opportunity to further my education. I want to thank Dr. Thadhani for extending the opportunity to work and learn in his lab. I would like to thank my parents for their constant support of all my endeavors in life and for pushing me to be the man that I am today.