Economics of Preparing Wool for Market and Manufacture
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Stretching Unprimed Vs. Pre-Primed Canvas for Painting
INFORMATION JUST PAINT SHEETS 8/07 No. 3 Developed in collaboration with Conservator James Bernstein and Golden Artist Colors, Inc. Stretching Unprimed vs. Pre-primed Canvas for Painting Pre-stretching traditional size. A stretched linen canvas by the weave in an unfavorable position. It is itself on a humid day would become taut. wisest to pre-stretch as a separate step. This Unprepared Canvas When there is an animal glue size on a linen aligns the weave as fabric tension is For ultimate fabric choice, unprimed canvas, the animal glue swells and the canvas estimated. If a fabric is very responsive, the canvas offers the most possibilities. The becomes less tight. Conversely, a linen first stretching may be done barehanded artist is not limited by the variety or size of canvas by itself on a dry day would become (without pliers), as the canvas should not fabrics available pre-primed. limp. However, animal glue under dry initially be stretched too taut. Allowance has If starting with unprepared linen, cotton, conditions shrinks and becomes taut. Thus to be left for subsequent wetting and rinsing or other fabric for painting, preliminary the opposite natural behaviors of linen and that will tighten the fabric significantly preparation of the canvas is essential. A animal glue are dynamically opposed and (albeit temporarily). common misunderstanding is that the help hold each other in tow. The pre-stretched canvas should be application of size or ground layer coatings This dynamic is not as well balanced for gradually and uniformly moistened and then will correct or compensate for all sorts of cotton canvas. -

Start Spinning: Everything You Need to Know to Make Great Yarn Ebook
START SPINNING: EVERYTHING YOU NEED TO KNOW TO MAKE GREAT YARN PDF, EPUB, EBOOK Maggie Casey | 120 pages | 01 Apr 2008 | Interweave Press Inc | 9781596680654 | English | Loveland, CO, United States Start Spinning: Everything You Need to Know to Make Great Yarn PDF Book To make two-ply yarn, take two singles strands or both ends of the same strand , attach them both to your spindle, and twist them around each other in the opposite direction from how you originally spun them. When you spin, you put twist into fibres so that they hold together to form a continuous thread. Navajo Plying - Making a three-ply yarn 8. Designed to appeal to the beginning spinner, tips and hints are provided that illustrate how easy, enjoyable, and relaxing spinning can be. When I was in Kenya, women spun Romney wool chiefly "in the grease," but it often locked in large amounts of dirt in the process. Spin spin spin! Covers fiber characteristics, preparation and spinning, choosing a wheel, and crafting the finished yarn into useful and attractive pieces. I Made It! Leave the original loop of fiber anchored on the spindle hook. Description If you are a knitter or crocheter looking to take the step from just using manufactured yarn to making your own this is a great book to get you started. A bunch of loose fibers will fall apart if you pull on their ends. Launching a Patreon! First and foremost, you want a balanced drop spindle that spins true. Either one will do just fine to learn on. It is also much easier to learn to spin wool than silk, or cotton and other vegetable fibres. -

Jennifer Brunton 2017
The Zibby Garnett Travelling Fellowship Report by Jennifer Brunton MLitt Technical Art History. The Cleveland Museum of Art, Ohio, USA. th th 9 July – 16 July 2017. Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Table of Contents Introduction 1 1.1 Overview 1 1.2 Budget 2 Placement Overview 3 2.1 Cleveland 3 2.2 The Cleveland Museum of Art 4 3.1 Learning Objectives 4 4.1 Day 1: Stretching the First Canvas 6 4.2 Day 2: Part One. Working on a Glue Size Recipe 8 4.2.1 Day 2: Part Two: Preparing a Glue Ground Layer 10 4.3 Day 3: The Second Canvas and WOW! 11 4.3.1 WOW! (Wade Oval Wednesday) 13 4.4 Day 4: Experimenting with Ground Recipes 13 4.5 Day 5: Last Day and Boiling the Third Canvas 14 4.6 Back in Glasgow: Stretching the Huckaback Canvas 16 Conclusion 19 Acknowledgements 20 Appendix 1 21 Appendix 2 22 Appendix 3 24 Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Image Credits All images not credited are copyright of the author, with permission from The Cleveland Museum of Art, Ohio. Figure 1. http://www.lib.utexas.edu/maps/world_cities/cleveland.jpg Figure 2. http://www.clevelandart.org/sites/default/files/images/homepage- feature/full/BannerBenefit_desktop.jpg Figure 22. http://www.universitycircle.org/events/2017/06/14/wow-wade-oval-wednesdays Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Introduction. 1.1 Overview. My name is Jennifer Brunton, I am 22 years of age, and currently studying for a post- graduate degree in Technical Art History at the Centre for Textile Conservation and Technical Art History at the University of Glasgow. -

Investigation of Mechanical Behaviour of Sisal Bamboo and Epoxy Reinforced Natural Composite
International Journal of Engineering Applied Sciences and Technology, 2021 Vol. 5, Issue 12, ISSN No. 2455-2143, Pages 307-310 Published Online April 2021 in IJEAST (http://www.ijeast.com) INVESTIGATION OF MECHANICAL BEHAVIOUR OF SISAL BAMBOO AND EPOXY REINFORCED NATURAL COMPOSITE Gobi K Kaleeswaran M Department of Mechanical Engineering Department of Mechanical Engineering P.A. College of Engineering and Technology, P.A. College of Engineering and Technology, Pollachi, Coimbatore, India. Pollachi, Coimbatore, India. Amaresh D Dhanush R Department of Mechanical Engineering Department of Mechanical Engineering P.A. College of Engineering and Technology, P.A. College of Engineering and Technology, Pollachi, Coimbatore, India. Pollachi, Coimbatore, India. Abstract - Now-a-days, The natural sisal/bamboos from serve the desirable properties. Further, though composite types renewable natural resources offer the potential to act as a are often distinguishable from one another, no clear reinforcing material for polymer composites alternative to determination can be really made. The demands on matrices are the use of glass, carbon and wood. Among various natural many. They may need to temperature variations, be conductors fibers, sisal or bamboo is most widely used natural fiber due or resistors of electricity, have moisture sensitivity etc. This to its advantages like easy availability, low density, low may offer weight advantages, ease of handling and other merits production cost and satisfactory mechanical properties. For which may also become applicable depending on the purpose a composite material, its mechanical behavior depends on for which matrices are chosen. Solids that accommodate stress many factors such as fiber content, orientation, types, to incorporate other constituents provide strong bonds for the length etc. -

Mechanical Behaviour of Hybrid Composites Prepared Using Sisal-Pineapple-Kenaf Fibre
International Journal of Recent Technology and Engineering (IJRTE) ISSN: 2277-3878, Volume-8 Issue-5, January 2020 Mechanical Behaviour of Hybrid Composites Prepared using Sisal-Pineapple-Kenaf Fibre D Tamilvendan, G Mari Prabu, S Sivaraman, A. R. Ravikumar durability, tensile strength, impact strength, rupture strengths, Abstract: Variety of application use fibre reinforced composites stiffness and fatigue characteristics. Due to these numerous because of their intrinsic properties in mechanical strength, superior properties, they are extensively used in the machine renewability and low production cost compared to conventional parts like drive shafts, tanks, pressure vessels , automotive, materials. Natural fibres are environmentally friendly their use will not break the budget when used as an alternative to the combustion engines, thermal management, railway coaches regular materials. Reinforcement used in polymer is either and aircraft structures and power plant structures. man-made or natural. Man-made synthetic, metallic, Composites are made up of chemically distinct multiphase semi-synthetic, polymer fibres have superior specific strength but materials separated by distinct interface that exhibit better their high cost of production limits its application and feasibility to combination of properties compared to the constituent make composites. Recently there is a rise in use of natural fibres materials. Composite material is a combination of robust from various natural resources which are available abundantly. Composites based on natural fibres have their advantages of cost load-carrying material (known as reinforcement) imbedded in making the fibres from different vegetables, wood, animals and with weaker materials (known as matrix) differing in minerals. In this work a thorough and systematic inquiry composition on a macro scale. -
Tailoring Series TECHNIQUES for TAILORING UNDERLINING a TAILORED GARMENT—Underlining Is a Second Layer of Fabric. It Is Cut By
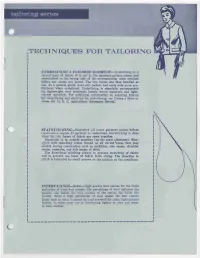
tailoring series TECHNIQUES FOR TAILORING UNDERLINING A TAILORED GARMENT—Underlining is a second layer of fabric. It is cut by the garment pattern pieces and staystitched to the wrong side of the corresponding outer sections before any seams are joined. The two layers are then handled as one. As a general guide, most suit jackets and coats look more pro- fessional when underlined. Underlining is especially recommended for lightweight wool materials, loosely woven materials and light- colored materials. For additional information on selecting fabrics for underlining and applying the underlining, see Lining a Shirt 01' Dress HE 72, N. C. Agricultural Extension Service. STAYSTITCHING—Staystitch all outer garment pieces before construction begins. If garment is underlined, stays-titching is done when the two layers of fabric are sewn together. Staystitch 1/3 in. outside seamline (on the seam allowance). Stay- stitch “ with matching cotton thread on all curved *areas that may stretch during construction such as necklines, side seams, shoulder seams, armholes, and side seams of skirt. Use directional stitching always to prevent stretching of fabric and to prevent one layer of fabric from riding. The direction to stitch is indicated by small arrows on the pattern on the seamlines. INTERFACINGS—Select a high quality hair canvas for the front and collar of coats and jackets. The percentage of wool indicates the quality—the higher the wool content of the canvas the better the quality. Since a high percentage of wool makes the hair canvas fairly dark in color, it cannot be used successfully under light-colored fabrics. In these cases use an interfacing lighter in color and lower in wool content. -

Appendix 1 Sources
APPENDIX 1 SOURCES UMIST: DEPARTMENT OF TEXTILES Most of the work described in this book comes from research in the Department of Textiles, UMIST, under the direction of Professor John Hearle. It started with the purchase of a scanning electron microscope with a grant from the Science Research Council in 1967, together with five-year funding for an experimental officer and a technician. Since 1972, the staff have been supported by general UMIST funds; a second grant from SERC enabled a replacement SEM to be bought in 1979; industrial sponsors, listed below, have contributed through membership of the Fibre Fracture Research Group; special research grants have been made by the Ministry of Defence (SCRDE, Colchester, and RAE, Farnborough) and jointly by the Wool Research Organization of New Zealand (WRONZ) and the Wool Foundation (IWS); and other research programmes and contract services have contributed indirectly to our knowledge. Pat Cross was the first SEM experimental officer and she was followed in 1969 by Brenda Lomas, who retired in 1990. Trevor Jones then took on responsibility for microscopy in the Department of Textiles in addition to photography. Over the years, many staff and students have contributed to the research. Their names are given below. Some have worked wholly on fibre fracture problems. Others have used fracture studies as an incidental element in their work. PERSONNEL The following people at UMIST have contributed to the research. Academic staff J.D. Berry Aspects of fibre breakage CP. Buckley Mechanics of tensile fracture, general direction C. Carr Fabric studies W.D. Cooke Pilling in knitwear, conservation studies G.E. -

Raffia Palm Fibre, Composite, Ortho Unsaturated Polyester, Alkali Treatment
American Journal of Polymer Science 2014, 4(4): 117-121 DOI: 10.5923/j.ajps.20140404.03 The Effect of Alkali Treatment on the Tensile Behaviour and Hardness of Raffia Palm Fibre Reinforced Composites D. C. Anike1,*, T. U. Onuegbu1, I. M. Ogbu2, I. O. Alaekwe1 1Department of Pure and Industrial Chemistry, Nnamdi Azikiwe University Awka, Anambra State, Nigeria 2Department of Chemistry Federal University Ndufu-Alike, Ikwo Ebonyi State, Nigeria Abstract The effects of alkali treatment and fibre loads on the properties of raffia palm fibre polyester composite were studied. Some clean raffia palm fibres were treated with 10% NaOH, and ground. The ground treated and untreated fibres were incorporated into the ortho unsaturated polyester resin. The treated and the untreated fibre composites samples were subjected to tensile tests according to ASTM D638 using instron model 3369. The microhardness test was done by forcing a diamond cone indenter into the surface of the hard specimen, to create an indentation. The significant findings of the results showed that alkali treatment improved the microhardness and extension at break at all fibre loads, better than the untreated fibre composites, with the highest values at 20% (14.40 and 3.47mm for microhardness and extension at break respectively). Tensile strength, tensile strain and modulus of elasticity also improved for alkali treated fibre composites, except in 5% and 20% for tensile strength, 15% for tensile strain, and 15% and 20% for modulus of elasticity, compared to the corresponding fibre loads of untreated fibre composites. Keywords Raffia palm fibre, Composite, Ortho unsaturated polyester, Alkali treatment The main drawbacks of such composites are their water 1. -

Glossary of Terms
Glossary of Terms Areal Density : It is the weight of fabric per unit area. Assortment : It is the selection and classification of raw jute according to fibre characteristics prior to packing or baling. Bag - A Twill : A double warp hemmed twill bag of 112 X 67.5 cm size and weighing 1190 g with three blue stripes woven along the length of the bag and used for packing sugar. Bag - B Twill : A double warp hemmed twill sacking bag measuring 112 X 67.5 cm and weighing 1020 g has the capacity of holding 95 kg of foodgrains. With three blue stripes woven along the length of the bag and is used for packing foodgrain. Due to ILO stipulation, a new type of B.Twill bag has been developed with 50 kg capacity, dimensions 94 X 57 cm and bag weight of 665 g. Bale (Kutcha) : A package of raw jute consists of various morahs, usually weighing 130 kg to 150 kg and sometimes only 55 kg It is bound with jute ropes. Bale ( Pucca) : It is hydraulically pressed bale of raw jute usually bound with jute ropes. Its standard size is ( 120 X 45 X 50 ) cm having net weight of 180 kg. Bale ( Fabric or Jute Bags) : A rectangular or square pressed, rigid package, containing jute fabrics or bags, covered with bale covering with outer layer stiched and bounded by metal hoopes in conformity with the relevant specifications. The bales containing jute bagging do not have bale covering. Batch : A quantity of raw jute selected from various asoortments to produce yarn of desired type of quality. -

Installation Guidelines for Livos Wallcovering
Cu& sisalcarperrant.com INSTALLATION GUIDELINES FOR LIVOS WALLCOVERING RECOMMENDED ADHESIVE Use Sisal #1-422 Adhesive (available in 3.5 gallon pail and covers 23 sq/yds). • Sisal is a natural fiber that reacts to excess moisture in other types of wallcovering and multi-purpose adhesive by shrinking before the adhesive dries and sets, which is normally during the first 24 hours after the wallcovering has been applied to the wall. • Sisal #1-422 Adhesive contains fire retardant for passage of the NFPA test method, which is used by national commercial fire codes such as the Uniform Building Code. HUMIDITY LEVELS EFFECT THE DRYING TIME OF THE ADHESIVE Airborne moisture causes the adhesive to dry slowly and may cause the sisal wallcovering to shrink at the seams and edges. Avoid this condition by installing sisal wallcovering in climate control buildings or use mechanical fans at the point of installation to provide air movement. Keeping all doorways to the outside of the building closed is also recommended. ADHESIVE APPLICATION 1. For ease of troweling the low water content #1-422 Sisal Adhesive, apply adhesive to primed new walls or previously painted walls. On walls that have been stripped of old wallcovering, priming the old adhesive is not necessary. 2. Use a 3/16th x 5/32nd V-notched trowel. Check previously used trowels since the notch depth can be scraped flat with use. 3. Spread adhesive over the entire surface. Seal the edges with a clear latex seam sealer. Spots left uncovered with adhesive cause air pockets. 4. A good bond with the wallcovering can only occur when the wallcovering is pressed into the adhesive. -
Fibers and Fabrics; TX335 .A1 U6 NO
KitlQRr Bureau of Standards Reference book' no' to ygjgtv |Oi Admin. Bldg. taken from the library, gmp STATES Ite.WMENT OF COMMERCE PUBLICATION A11ID3 Db3SbD All103063560 Blandford, Josephlne/FIbers and fabrics; TX335 .A1 U6 NO. 1, 1970 C.1 NBS-PUB-R 1 ^TES ‘‘•‘‘'/I'ti'i'.1'1' 1: BBB8 MB A Consumer’s Guide from the Mational Bureau of Standards NBS CIS 1 IIIIShSs Fibers and Fabrics by Josephine M. Blandford and Lois M. Gurel INFORMATION ABOUT NATURAL AND MAN-MADE FIBERS AND FABRICS TO MEET YOUR PARTICULAR NEEDS. NBS CONSUMER INFORMATION SERIES 1 Editor: James E. Payne Issued November 1970 U.S. DEPARTMENT OF COMMERCE Maurice H. Stans, Secretary Rocco C. Siciliano, Under Secretary Myron Tribus, Assistant Secretary for Science and Technology NATIONAL BUREAU OF STANDARDS A Consumer’s Lewis M. Branscomb, Director GUIDE FROM THE) NATIONAL BUREAU OF STANDARDS For sale by the Superintendent of Documents, U.S. Government Printing Office, U.S. DEPARTMENT Washington, D.C. 20402. OF COMMERCE Price 65 cents. NATIONAL BUREAU OF STANDARDS APR 1 0 1971 FOREWORD Technology is changing not only the products you buy, but the marketplace as well. Unfortunately, this is not an unmixed blessing. Products are constantly being improved, but designs are complicated, quality is vari¬ able, and good advice is hard to get. Modern stores and merchandising bring you a wide variety of products; but the large number of choices and the lack of dependable infor¬ mation often make shopping a confusing and frustrating experience. A generation ago the merchant was likely to be a friend of the family. -

2-Day Pre-Festival Workshops Spinning 101: Learn to Spin Or Refresh Your Skills with Maggie Casey Wednesday and Thursday, May 4 & 5, 9 A.M
2-Day Pre-Festival Workshops Spinning 101: Learn to Spin or Refresh Your Skills with Maggie Casey Wednesday and Thursday, May 4 & 5, 9 a.m. - 4 p.m., Howard County Farm Heritage Museum (across from the Howard County Fairgrounds) Spider Woman taught the Navajo to spin with spindles of lightning and turquoise. Gandhi encouraged the people of India to spin every day for meditation and economic freedom. Rumpelstiltskin spun straw into gold and Sleeping Beauty pricked her finger on her spindle and fell into a deep sleep. History and fable are full of tales of spinning and its effect on the people who do it. If you have always wanted to spin, have taught yourself a little, or haven’t spun for a while, this workshop will be just what you need to gain confidence and skill. We will start with a beautiful fleece, learn to card, spin, ply and set the twist. Then we will spin woolen and worsted yarns, some commercially prepared fibers and discuss wheel maintenance. Spinning straw into gold may be beyond our reach, but beautiful yarn is not! Skill level: Beginner. Students should bring: Working spinning wheel and all its parts, lazy kate and at least 3 bobbins, wool hand cards. JC01 Class fee: $200. Materials fee: $20. Fiber Preparation with Robin Russo Wednesday and Thursday, May 4 & 5, 9 a.m. - 4 p.m., Bingo Hall Well prepared fibers spin easily into beautiful yarns. This class covers both drum-carding and combing of fine, medium and coarse wools; color blending; luxury fiber preparation, and separation of guard hair from undercoat.