Novel Design of a Rotary Valve Using Axiomatic Design by Robert
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

Fluid Power, Rate Training Manual
DOCUMENT RESUME ED 070 578 SE 014 125 TITLE Fluid Power, Rate TrainingManual. INSTITUTION Bureau of Naval Personnel,Washington, D. C. REPORT NO NAVPERS-16193-B PUB DATE 70 NOTE 305p. EDRS PRICE MF-$0.65 HC-$13.16 DESCRIPTORS Force; *Hydraulics; Instructional Materials; *Mechanical Equipment; Military Personnel; *Military Science; *Military Training; Physics; *Supplementary Textbooks; Textbooks ABSTRACT Fundamentals of hydraulics and pneumatics are presented in this manual, prepared for regular navy and naval reserve personnel who are seeking advancement to Petty Officer Third Class. The history of applications of compressed fluids is described in connection with physical principles. Selection of types of liquids and gases is discussed with a background of operating temperature ranges, contamination control techniques, lubrication aspects, and safety precautions. Components in closed- and open-center fluid systems are studied in efforts to familiarize circuit diagrams. Detailed descriptions are made for .the functions of fluidlines, connectors, sealing devices, wipers, backup washers, containers, strainers, filters, accumulators, pumps, and compressors. Control and measurements of fluid flow and pressure are analyzed in terms of different types of flowmeters, pressure gages, and values; and methods of directing flow and converting power into mechanical force and motion, in terms of directional control valves, actuating cylinders, fluid motors, air turbines, and turbine governors. Also included are studies of fluidics, trouble shooting, hydraulic power drive, electrohydraulic steering, and missile and aircraft fluid power systems. Illustrations for explanation use and a glossary of general terms are included in the appendix. (CC) IDLE AV Agile 4'Aly , _ - , 141 ye ,,- I -,, FLUID POWER BUREAU OF OF NAVAL PERSONNEL .1% RATE TRAINING MANUAL NAVPERS 16,1937B PREFACE Fluid Power is written for personnel of the Navy and Naval Reserve whose duties and responsibilities require them to have a knowledge of the fundamentals of hydraulics and pneumatics. -
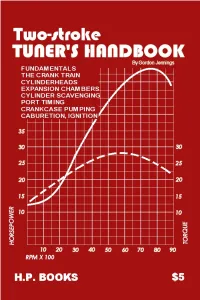
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual. -
Fluent in French
Fluent in French A Band Director’s Guide to Understanding and Teaching the French Horn Practical Application Project #1 MUSI 6285 Jonathan Bletscher 2 Table of Contents Introduction 4 Part One: Understanding the Horn 5 Horn History 5 Rotary Valves and Anatomy of the Horn 8 - Common Rotary Valve Problems 12 - Disassembling and Reassembling a Rotary Valve 14 - Replacing Rotary Valve String 21 Horn in F and Horn in Bb: Transposing Instruments 26 The Seven Chromatic Brass Fingerings 28 The Overtone Series 30 7 Fingerings, 7 Fundamentals, and 7 Series: Filling in the Gaps 35 The Partial Grouping Method 37 Horn Fingering Tricks 41 Trouble Fitting In: Why Horns Aren’t Like Everyone Else (In the Brass Family) 45 Part Two: Teaching the Horn 47 Picking Your Horn Players 47 Equipping for Success 48 Posture and Holding the Horn 49 Making a Sound on the Horn 53 Common Problems with Horn Embouchure 56 Horn Fingerings 58 Instrument Maintenance 61 Developing as a Horn Player 63 Teaching Strategies 67 More to Learn 70 About the Author 71 Bibliography 72 3 Introduction Consider a student who is about to begin the very frst day of learning a foreign language. The student is pre- sented with very basic vocabulary, is led to dabble in speaking and writing, and very slowly begins absorbing the sound, feel, and structure of the language. This is not unlike the experience of a student learning his or her frst instrument. This slow and steady approach is designed to be the frst step in a years-long sequence of instruction and study for a student who is brand new to the subject. -

Bishop Rotary Valve Engine
Advanced Engine Technology The Bishop Rotary Valve by Tony Wallis, Bishop Innovation To demonstrate the credibility of Bishop Innovation’s new rotary valve technology it joined forces with Mercedes-Ilmor to develop the technology for use on their V10 Formula One engine only to have its strategy destroyed by a change in engine regulations. 10% power By the early 1990s Bishop Inno- offered by the rotary valve. Fur- ney Australia. Bishop was respon- advantage vation had completed the initial ther, a successful public demon- sible for the cylinder head design, and improved development of its promising new stration of this technology in the development and demonstration durability rotary valve concept for IC en- extreme operating conditions of of the required durability and per- gines and was looking for a way F1 provided a mechanism to ad- formance. By late 2000 back to to further develop the technology. dress the industry’s prejudice. back testing with the poppet valve The automotive industry, having In 1997 Bishop started work- single cylinder engine demon- observed a succession of failed at- ing with Ilmor Engineering (later strated a 10% power advantage tempts spanning the last century, Mercedes-Ilmor) to develop their and improved durability. In 2002 no longer believed the rotary rotary valve technology for F1 the first V10 engines using this valve concept was mechanically engines. The initial development technology were built and tested viable. It chose Formula One (F1), was carried out on 300cc single exhaustively. A completely new as the criteria for success was well cylinder bottom ends supplied by V10 engine was designed and matched to inherent advantages Ilmor at Bishop’s premises in Syd- manufactured in 2003. -

What Hetman Do I Need?
What Hetman Do I Need? French Horn Trumpet Trombone Tuba Euphonium Baritone #1 Light Piston Schmidt-wrap piston valves* piston valves* piston valves* piston valves* piston valves with little wear horns* #2 Piston Schmidt-wrap piston valves piston valves piston valves piston valves piston valves with some wear horns #3 Classic Piston Schmidt-wrap piston valves piston valves piston valves piston valves piston valves with significant wear horns #4 Light Slide Oil 1st and 3rd slides with little wear valve slide #5 Slide Oil 1st and 3rd slides with some wear valve slide #6 Heavy Slide Oil 1st and 3rd slides with significant wear valve slide #6.5 Light Slide Gel tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with little wear #7 Slide Gel tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with some wear #8 Premium Slide Grease tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with significant wear #9 Ultra Slide Grease vintage horns with corroded slide tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides tubes that might split or crack * #1 can be used instead of #11 or #12 in brand-new rotary valves with extremely tight clearances. French Horn Trumpet Trombone Tuba Euphonium Baritone #11 Light Rotor Oil rotary valves rotary valves rotary valves rotary valves rotary valves with little wear #12 Rotor Oil rotary valves rotary valves rotary valves rotary valves rotary valves with some wear #13 -

ENRESO WORLD - Ilab
ENRESO WORLD - ILab Different Car Engine Types Istas René Graduated in Automotive Technologies 1-1-2019 1 4 - STROKE ENGINE A four-stroke (also four-cycle) engine is an internal combustion (IC) engine in which the piston completes four separate strokes while turning the crankshaft. A stroke refers to the full travel of the piston along the cylinder, in either direction. The four separate strokes are termed: 1. Intake: Also known as induction or suction. This stroke of the piston begins at top dead center (T.D.C.) and ends at bottom dead center (B.D.C.). In this stroke the intake valve must be in the open position while the piston pulls an air-fuel mixture into the cylinder by producing vacuum pressure into the cylinder through its downward motion. The piston is moving down as air is being sucked in by the downward motion against the piston. 2. Compression: This stroke begins at B.D.C, or just at the end of the suction stroke, and ends at T.D.C. In this stroke the piston compresses the air-fuel mixture in preparation for ignition during the power stroke (below). Both the intake and exhaust valves are closed during this stage. 3. Combustion: Also known as power or ignition. This is the start of the second revolution of the four stroke cycle. At this point the crankshaft has completed a full 360 degree revolution. While the piston is at T.D.C. (the end of the compression stroke) the compressed air-fuel mixture is ignited by a spark plug (in a gasoline engine) or by heat generated by high compression (diesel engines), forcefully returning the piston to B.D.C. -
Small Engine Technology Conference
1 r A55OCIAZIONf Tfr NjOA WIL AuTOMOBllf Sczione Toscana INTERNATIONAL SETC SMALL ENGINE TECHNOLOGY CONFERENCE UNDER THE PATRONAGE OF University of Pisa on its 650th Anniversary since the foundation WITH THE PATRONAGE OF Federation Internationale des Societes des Ingenieurs et Techniciens de 1'Automobile WITH THE SUPPORT OF: The Institution of Mechanical Engineers • Automobile Division Ufl Societe des Ingenieurs de l'Automobile Consiglio Nazionale delle Ricerche Progetto Finalizzato Trasporti 2 December 1-3, 1993 PALAZZO DEI CONGRESSI Via Matteotti, 1 UB/TIB Hannover 89 PISA- ITALY 111 743 354 XII CONTENTS Paper No. Page No. 931471 1 L I TORIELLO - Mercury Marine Division of Brunswick Corp. - Fond du Lac (USA) The green environment and its impact on the recreational marine industry 931472 17 M YAMANOUCHI - Mazda Motor Corp. - Hiroshima (Japan) Automotive engines; the search for environmental harmony 931473 27 G P BLAIR - The Queen's University of Belfast (Northern Ireland) The consumer, the environment and the small engine 931474 31 B BREUER, J PRACKEL, M SCHMIEDER, A WEIDELE - Darmstadt University (Germany) Motorcycle/Rider/Road - Complex and demanding interfaces 931475 41 C CAPUTO - Universita di Roma La Sapienza (Italy) What novelties can be applied to small I.C. engines ? 931477 61 C STAN - College of Technology and Economics - Zwickau (Germany) Concepts for the development of two stroke engines 931478 71 G MONNIER, P DURET - Institut Francais du Petrole - Rueil Malmaison (France) R PARDINI, M NUTI - Piaggio V.E. - Pontedera (Italy) -

Kawasaki KS-125
Cycle Testl • Most new dirt riders begin on a 125. has tractable low-end power for easy Kawasaki’s F-6 blistered competition in However logical this starting point to learning, and the engine is peppy enough the power department, but the thing berm-bouncing may be, there are some at higher revs so that the owner can grow belched noise and sowed hydrocarbons. pitfalls. Thick-wallet types who can afford into faster riding without outgrowing his So Kawasaki melted all their F-6 tooling the best often equate price to suitability motorcycle. Its engine aad handling mix and built the KS-125 from scratch. and end up with a specialized near-racer is almost good enough to keep an expe Kawasaki’s stateside R & D facility in in the Penton/Monark/Rickman family. rienced dirt wizard from dreaming of a Santa Ana. Calif., handled the final pro For beginners, these bikes can be more Penton or Can-Am. totype development of the KS. This divi intimidating than pleasing. The average The KS does nothing exceptionally well, sion had just completed a similar job (with guy will buy a Japanese enduro. He may but it does everything with relentless ade tremendous success) with the Z-l street wind up with a heavy electric-starting quacy. This singular lack of faults makes bike—and the American and Japanese R Yamaha that he finds cumbersome. His the bike seem even better than it actually & D staff eagerly went to work on the MT-series Honda won't have enough is. Nice as the KS feels, several specialized 125 off-road scooter. -

European Patent Bulletin 1983/28
1983/28 13.C7.1983 LiWury 0 083 336 - 0 083 577 B!j' -"'^e 1 3. J'J'J 1383 ISSN 0170-9305 EPA-EPO-OEB Europäisches European Bulletin européen Patentblatt Patent Bulletin des brevets Inhalt Contents Sommaire I Veröffentlichte Anmeldungen 2 I Published Applications 3 I Demandes publiées 3 1.1 Geordnet nach der Internationalen 1.1 Arranged in accordance with the LI Classées selon la classification Patentklassifikation 8 International Patent internationale des brevets 8 1.2 Geordnet nach PCT-VerÖffent- Classification 8 1.2 Classées selon les numéros de lichungsnummern 37 1.2 Arranged by PCT publication publication PCT 37 1.3 (1) Geordnet nach Veröffentlichungs- number 37 1.3 (1) Classées selon les numéros de nummern 38 1.3 (1) Arranged by publication publication 38 1.3 (2) Geordnet nach Anmelde- number 38 1.3 (2) Classées selon les numéros des nummern 40 1.3 (2) Arranged by application demandes 40 1.4 Geordnet nach Namen der number 40 1.4 Classées selon les noms des Anmelder 42 1.4 Arranged by name of demandeurs 42 1.5 Geordnet nach benannten applicant 42 1.5 Classées selon les Etats Vertragsstaaten 46 1.5 Arranged by designated contractants désignés 46 1.6 (1) Nach Erstellung des europäischen Contracting State 46 1.6(1) Documents découverts après Recherchenberichts ermittelte neue 1.6 (1) Documents discovered after comple- l'établissement du rapport de Schriftstücke — tion of the European search recherche européenne — 1.6 (2) Gesonderte Veröffentlichung des report — 1.6 (2) Publication séparée du rapport de europäischen Recherchen- 1.6 (2) -
“Design and Fabrication of Arc Engine”
PROJECT REPORT [AUT84] On “DESIGN AND FABRICATION OF ARC ENGINE” Submitted by RISHAV CHHABRA (1NH15AU038) MOHAMMED TAMKEEN (1NH15AU029) In partial fulfillment of the requirement for award of Degree in Bachelor of Engineering (DEPARTMENT OF AUTOMOBILE ENGINEERING) Under The Guidance of Ms. Smitha B S Asst. Professor, Department of Automobile Engineering DEPARTMENT OF AUTOMOBILE ENGINEERING CERTIFICATE This is to certify that the Project [AUT84] On “DESIGN AND FABRICATION OF ARC ENGINE” Is a bonafide work carried out by Rishav Chhabra [1NH15AU038] Mohammed Tamkeen [1NH15AU029] Bonafide students of New Horizon College of Engineering in partial fulfilment for the award of Bachelor of Engineering in Automobile Engineering of the Visveswaraya Technological University, Belgaum during the year 2018-2019. It is certified that all corrections/suggestions indicated for Internal Assessment have been incorporated in the Report deposited in the department library. The project report has been approved as it satisfies the academic requirements in respect of Project work prescribed for the said Degree. Signature of HOD Signature of Principal Signature of Internal Guide Dr. Shridhar Kurse Dr. Manjunatha Prof. Smitha B S External Viva Name of the Examiners 1. Signature with Date 2. ACKNOWLEDGEMENT We express our heartfelt thanks to Dr. Mohan Manghnani, Chairman, New Horizon Educational Institutions for providing this endeavor. We would also like to thank Dr. Shridhar Kurse, Head of Department, Department of Automobile Engineering, NHCE and Dr. Manjunatha, Principal of NHCE who has given us a constant support with motivation in completion of the project. We sincerely thank Dr. Shridhar Kurse, HOD and Professor, Department of Automobile Engineering, NHCE who has guided us throughout in completion of the project. -

Alto (Tenor) Horn Baritone Euphonium Tuba Sousaphone Owner's Manual
アルトホルン / バリトン / ユーフォニアム / チューバ / スーザフォン 取扱説明書 日本語 Alto (Tenor) Horn/Baritone/ Euphonium/Tuba/Sousaphone Owner’s Manual English Althorn/Bariton/ Euphonium/Tuba/Sousaphon Bedienungsanleitung Deutsch Alto/Baryton/ Euphonium/Tuba/Sousaphone Mode d’emploi Français Trompa alto/Barítono/ Eufonio/Tuba/Sousafón Manual de instrucciones Español Trompas Alto (Tenor)/Baritono/ Bombardino/Tuba/Sousafone Manual de instruções Português 中音号 / 次中音号 / 上低音号 / 大号 / 苏萨风号 使用手册 中文 Альтгорн/Баритон (Тенор)/ Эуфониум (баритон)/Туба/Сузафон Руководство пользователя Русский 알토 호른 / 바리톤 / 유포늄 / 튜바 / 수자폰 사 용설명서 한국어 このたびは、ヤマハ管楽器をお買い上げいただき、まことにありがとうございます。 楽器を正しく組み立て性能をフルに発揮させるため、また永く良い状態で楽器を お使いいただくために、この取扱説明書をよくお読みください。 P. 3 You are now the owner of a high quality musical instrument. Thank you for choosing Yamaha. For instructions on the proper assembly of the instrument, and how to keep the instrument in optimum condition for as long as possible, we urge you to read this Owner’s Manual thoroughly. P.19 Sie sind nun der stolze Besitzer eines hochwertigen Musikinstruments. Vielen Dank, dass Sie sich für ein Instrument der Marke Yamaha entschiedenen haben. Um mit den Handgriffen zum Zusammensetzen und Zerlegen des Instruments vertraut zu werden und dieses über Jahre hinweg in optimalem Zustand halten zu können, raten wir Ihnen, diese Anleitung aufmerksam durchzulesen. P.35 Vous êtes dès à présent le propriétaire d’un instrument de musique de haute qualité. Nous vous remercions d’avoir choisi Yamaha. En ce qui concerne les instructions relatives à un assem- blage adéquat de l’instrument et sur la façon de garder l’instrument dans des conditions optimales aussi longtemps que possible, nous vous conseillons vivement de lire entièrement le présent Mode d’emploi. -

Development of a Rotary Valve Small Four-Stroke Engine
Development of a Rotary Valve Small Four-Stroke Engine ETA Engineering Wolf Burger Fritz Winter ABSTRACT An experimental small four-stroke engine for the application in hand held equipment was developed. The engine provides all position operations, light weight design and low cost production. The developed technology includes the following items: • Rotary valve system, which has the features as low noise, high revolution limits and low operation power losses • 360° all position operation by adopting a new 64% mixture lubrication system Compared to a two stroke engine almost the same size and weight is achieved. In addition emissions are drastically improved and fuel consumption is reduced. INTRODUCTION 70% Emission regulation for small hand held equipment forced the industry to develop “clean” Figure 1: Comparison with conventional engines. A numerous volume of small four stroke four-stroke engine engines is now launched for production in brushcutter applications. Still there is a need for an engine, which fits in the requirement of chainsaws and powercutters. The new BASIC DESIGN AND SPECIFICATIONS ROTAVALVE system was developed to beat the two stroke engine in this application. Compared To realize the most suitable structure for hand with standard four-stroke engines there is a held application the basic design includes the reduction in the height to 64% and of the length following items: to 70%. Figure 1 shows the comparison of a 3 3 • Uniblock cylinder with NIKASIL coating 31cm production engine to the 34cm • Cylinder design for die casting production ROTAVALVE prototype. • Mixture lubrication system, similar to a two- stroke engine • Resin gearing of the rotary valve to reduce the noise • Integrated driveshaft of the rotary valve system for optimised package • Port layout to reduce noise 29.07.2002 Table 1 shows the basic engine specification conventional two-strokes.