Growth and Characterisation of Indium Nitride
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
![Crystal Structure of Hexabarium Mononitride Pentaindide,(Ba6n)[In5]](https://docslib.b-cdn.net/cover/8477/crystal-structure-of-hexabarium-mononitride-pentaindide-ba6n-in5-638477.webp)
Crystal Structure of Hexabarium Mononitride Pentaindide,(Ba6n)[In5]
Z. Kristallogr. NCS 219 (2004) 349-350 349 © by Oldenbourg Wissenschaftsverlag, München Crystal structure of hexabarium mononitride pentaindide, (Ba6N)[In5] A. Schlechte, Yu. Prots and R. Niewa* Max-Planck-Institut für Chemische Physik fester Stoffe, Nöthnitzer Str. 40, 01187 Dresden, Germany Received October 1, 2004, accepted and available on-line November 12, 2004; CSD no. 409805 Discussion Indium, when combined with alkaline-earth elements forms a va- riety of ternary nitrides. The compounds known so far may be de- scribed as built from indium clusters and octahedra of alkaline- earth cations surrounding nitride ions. In the latter cationic sub- structure the polyhedra might be isolated, vertex-, and/or edge- sharing. The variety of In arrangements extends from isolated In species in (Ca7N4)Ini.o4 [1], isolated tetrahedral units in (AI9N7)[ID4]2 (A = Ca, Sr, Ba) [2,3], trigonal bipyramidal [Ins] clusters next to [Ins] ions of more complicated geometry in (Ba38Ni8)[In5]2[In8] [4], and infinite chains in (A4N)[In2] (A = Ca, Sr) [5] and (Ca2N)In [6]. None of these metallic compounds follows Zintl-like counting. The new compound (Ba6N)[Ins] is an isotype of (¿6N)[Ga5] (A = Sr, Ba) [7]. The crystal structure of (Ba6N)tIns] is characterized as rocksalt type motif of N-centred octahedra (BaiN) and trigonal bi- pyramidal clusters [Ins]. The trigonal bipyramidal units [Ins] might be described as [Ins]7- ions, quite the same according to Zintl-type electronic counting and using the Wade-rules for closo-cluster. The isotypes (AeN)[Gas] were previously de- scribed by the formula (A2+)6(N3-)[Ga5]7~ • 2e_ based on elec- tronic structure calculations. -

Structural and Electronic Properties of Indium Rich Nitride Nanostructures
francesco ivaldi STRUCTURALANDELECTRONICPROPERTIESOF INDIUMRICHNITRIDENANOSTRUCTURES STRUCTURALANDELECTRONICPROPERTIESOFINDIUM RICHNITRIDENANOSTRUCTURES francesco ivaldi Institute of Physics Polish Academy of Science Laboratory of X-Ray and electron microscopy research Group of electron microscopy Promotor: Prof. nzw. dr hab. Piotr Dłuzewski˙ Warsaw, September 2015 Francesco Ivaldi: Structural and electronic properties of indium rich ni- tride nanostructures, III-V heterostructures investigated by TEM and connected methods, c September 2015 ABSTRACT New materials such as III-N ternary alloys are object of increasing interest in the field of micro- and nanotechnology due to their rel- evant optical and electronical properties. Those alloys are especially appealing to be used to form quantum nanostructures for various de- vice applications such as laser emitting diodes, high electron mobility transistors and solar cells. This thesis investigates the properties of InGaN and AlInN alloys with high indium content (> 25 %). TEM and STEM combined with EELS and EDX investigations have been used to correlate the struc- tural changes with the local electronic and optical properties of In- GaN quantum wells and InN quantum dots as a consequence of ther- mal processes. Annealing of InGaN quantum wells and capping of both InN quan- tum dots and quantum wells under different conditions have been investigated. Image processing techniques such as geometric phase analysis of HR-TEM images were used to reveal significant fluctua- tions in the indium distribution on a nanometric scale inside the wells. The growth parameters leading to improved photoemission proper- ties have been determined. MBE and MOCVD grown samples have been used to analyze the influence of the temperature of the quantum barrier growth on the structural and electronic properties of the samples. -

Indium Nitride Growth by Metal-Organic Vapor Phase Epitaxy
INDIUM NITRIDE GROWTH BY METAL-ORGANIC VAPOR PHASE EPITAXY By TAEWOONG KIM A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY UNIVERSITY OF FLORIDA 2006 Copyright 2006 by Taewoong Kim ACKNOWLEDGMENTS The author wishes first to thank his advisor, Dr. Timothy J. Anderson, for providing five years of valuable advice and guidance. Dr. Anderson always encouraged the author to approach his research from the highest scientific level. He is deeply thankful to his co-advisor, Dr. Olga Kryliouk, for her valuable guidance, sincere advice, and consistent support for the past five years. Secondly, the author wishes to thank the remaining committee members of Dr. Steve Pearton and Dr. Fan Ren for their advice and guidance The author is grateful to Scott Gapinski, the staff at Microfabritech, and Eric Lambers, the staff at the Major Analytical Instrumentation Center, especially for Auger characterization. Acknowledgement needs to be given to Sangwon Kang who worked with the author for the past year and provided valuable assistance. Thanks go to Youngsun Won for his useful discussion of quantum calculation and SEM characterization, and to Dr. Jianyun Shen for her assistance about how to use the ThermoCalc. The author wishes to thank Hyunjong Park for useful discussion and Youngseok Kim for his kindness and friendship. Most importantly, the author is grateful to Moonhee Choi, his beloved wife, for her endless support, trust, love, sacrifice and encouragement. Without her help, he would have not finished the Ph.D. course. iii The author is grateful to his mother, father, mother-in-law, father-in-law, sisters, and brother for providing love, support and guidance throughout his life. -

Nonaqueous Syntheses of Metal Oxide and Metal Nitride Nanoparticles
Max-Planck Institut für Kolloid and Grenzflächenforschung Nonaqueous Syntheses of Metal Oxide and Metal Nitride Nanoparticles Dissertation zur Erlangung des akademischen Grades “doctor rerum naturalium” (Dr. rer. nat.) in der Wissenschaftsdisziplin “Kolloidchemie” eingereicht an der Mathematisch-Naturwissenschaftlichen Fakultät Universität Potsdam von Jelena Buha Potsdam, im Januar 2008 Dieses Werk ist unter einem Creative Commons Lizenzvertrag lizenziert: Namensnennung - Keine kommerzielle Nutzung - Weitergabe unter gleichen Bedingungen 2.0 Deutschland Um die Lizenz anzusehen, gehen Sie bitte zu: http://creativecommons.org/licenses/by-nc-sa/2.0/de/ Elektronisch veröffentlicht auf dem Publikationsserver der Universität Potsdam: http://opus.kobv.de/ubp/volltexte/2008/1836/ urn:nbn:de:kobv:517-opus-18368 [http://nbn-resolving.de/urn:nbn:de:kobv:517-opus-18368] С’ вером у Богa Abstract Nanostructured materials are materials consisting of nanoparticulate building blocks on the scale of nanometers (i.e. 10-9 m). Composition, crystallinity and morphology can enhance or even induce new properties of the materials, which are desirable for todays and future technological applications. In this work, we have shown new strategies to synthesise metal oxide and metal nitride nanomaterials. The first part of the work deals with the study of nonaqueous synthesis of metal oxide nanoparticles. We succeeded in the synthesis of In2O3 nanopartcles where we could clearly influence the morphology by varying the type of the precursors and the solvents; of ZnO mesocrystals by using acetonitrile as a solvent; of transition metal oxides (Nb2O5, Ta2O5 and HfO2) that are particularly hard to obtain on the nanoscale and other technologically important materials. Solvothermal synthesis however is not restricted to formation of oxide materials only. -

Supporting Information Synthesis and Morphology Evolution of Indium Nitride
Electronic Supplementary Material (ESI) for CrystEngComm. This journal is © The Royal Society of Chemistry 2019 Supporting Information Synthesis and morphology evolution of Indium nitride (InN) nanotubes and nanobelts by chemical vapor deposition Wenqing Song, Jiawei Si, Shaoteng Wu, Zelin Hu, Lingyun Long, Tao Li, Xiang Gao, Lei Zhang, Wenhui Zhu, Liancheng Wang* State Key Laboratory of High Performance Complex Manufacturing, College of Mechanical and Electrical Engineering, Central South University, Changsha Hunan, 410083, China Corresponding author: Liancheng Wang: [email protected]. Contents Fig.S1, SEM images were taken from the edge of samples, Fig.S2, Cross section diagram of synthetic samples in the tube furnace Fig.S3 the growth process changes from a kinetically limited process to diffusion control mode Fig.S4 the diffusion capacity of InN molecules on the InN jagged strip Fig.S5 the diffusion rate increased with morphology variation at different temperature Fig.S6 the product of InN narrow triangular sheets grown at 710℃ and heated them to 720 and 735℃ Fig.S7 a EDS spectrum of InN nanostructure, Fig.S7 b catalyst particles or metal droplets on the top of InN NWs, Fig.S7 c fusion of nanowire to leaf membrane from surface diffusion, Fig.S7 d angle formation of two or more jagged strips connect each other In Fig.S1, SEM images are taken from the center of samples, the morphology of samples is the same for samples at the edge or center. The difference lies in the density and the length of samples. The density and the length of some InN nanostructures samples in the edge are lower and longer. -

Getting Ready for Indium Gallium Arsenide High-Mobility Channels
88 Conference report: VLSI Symposium Getting ready for indium gallium arsenide high-mobility channels Mike Cooke reports on the VLSI Symposium, highlighting the development of compound semiconductor channels in field-effect transistors on silicon for CMOS. esearchers across the world are readying the layer overgrowth or aspect-ratio trapping (ART) — are implementation of indium gallium arsenide free in the vertical direction, and thickness and surface R(InGaAs) and other III-V compound semicon- smoothness are determined post-growth by lithography ductors as high-mobility channel materials in field- or chemical mechanical polishing (CMP). The CELO effect transistors (FETs) on silicon (Si) for mainstream process filters out defects by the abrupt change in complementary metal-oxide-semiconductor (CMOS) growth direction from vertical to lateral, as constrained electronics applications. The latest Symposia on VLSI by the cavity. The researchers believe their technique Technology and Circuits in Kyoto, Japan in June featured avoids the main problems of alternative methods of a number of presentations from leading companies and integrating InGaAs into CMOS in terms of limited wafer university research groups directed towards this end. size, high cost, roughness, or background doping. In addition, Intel is proposing gallium nitride (GaN) The cap of the cavity was removed to access the for mobile applications such as voltage regulators or InGaAs for device fabrication. Also the InGaAs material radio-frequency power amplifiers, which require low was removed from the seed region to electrically power consumption and low-voltage operation. Away isolate the resulting devices from the underlying from III-V semiconductors, much interest has been silicon substrate. -

LED) Materials and Challenges- a Brief Review
6 IV April 2018 http://doi.org/10.22214/ijraset.2018.4723 International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887 Volume 6 Issue IV, April 2018- Available at www.ijraset.com Different Types of in Light Emitting Diodes (LED) Materials and Challenges- A Brief Review BY Susan John1 1Dept Of Physics S. F. S College Nagpur 06, Maharashtra State. India I. INTRODUCTION LEDs are semiconductor devices, which produce light when current flows through them. It is a two-lead semiconductor light source. It is a p–n junction diode that emits light when activated. When a suitable current is applied electrons are able to recombine with electron holes within the device, releasing energy in the form of photons. This effect is called electroluminescence, and the color of the light is determined by the energy band gap of the semiconductor. LEDs are typically very small. In order to improve the efficiency many researches in LEDs and its phosphor has been taking place. However still many technical challenges such as conversion losses, color control, current efficiency droop, color shift, system reliability as well as in light distribution, dimming, thermal management and driver power supply performances etc need to be met in order to achieve low cost and high efficiency. [1] Keywords: Glare, blue hazard and semiconductor. I. DIFFERENT TYPES OF LEDS MATERIALS USED: A. Gallium Arsenide (GaAs) emits infra-red light B. Gallium Arsenide Phosphide (GaAsP) emits red to infra-red, orange light C. Gallium Phosphide (GaP) emits red, yellow and green light D. -
Gallium Arsenide
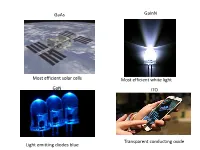
GaAs GaInN Most efficient solar cells Most efficient white light GaN ITO Transparent conducting oxide Light emitting diodes blue 1907 The first light emitting diode (LED) made of SiC Gallium nitride (GaN) Aluminium gallium arsenide (AlGaAs) Henry Joseph Round Silicon carbide Gallium phosphide Indium gallium nitride etc To the Editors of Electrical World: SIRS: – During an investigation of the unsymmetrical passage of current through a contact of carborundum and other substances a curious phenomenon was noted. On applying a potential of 10 volts between two points on a crystal of carborundum, the crystal gave out a yellowish light. Only one or two specimens could be found which gave a bright glow on such a low voltage, but with 110 volts a large number could be found to glow. In some crystals only edges gave the light and others gave instead of a yellow light green, orange or blue. In all cases tested the glow appears to come from the negative pole, a bright blue-green spark appearing at the positive pole. In a single crystal, if contact is made near the center with the negative pole, and the positive pole is put in contact at any other place, only one section of the crystal will glow and that same section wherever the positive pole is placed. There seems to be some connection between the above effect and the e.m.f. produced by a junction of carborundum and another conductor when heated by a direct or alternating current; but the connection may be only secondary as an obvious explanation of the e.m.f. -
A Computational Study on Indium Nitride ALD Precursors and Surface Chemical Mechanisms
Linköping University | Department of Physics, Chemistry and Biology Master thesis, 60 hp | Chemistry Spring term 2018 | LITH-IFM-A-EX--18/3437--SE A computational study on indium nitride ALD precursors and surface chemical mechanisms Karl Rönnby Examiner, Lars Ojamäe Supervisor, Henrik Pedersen Avdelning, institution Datum Division, Department Date Department of Physics, Chemistry and Biology 2018-01-22 Linköping University Språk Rapporttyp ISBN Language Report category ISRN: Svenska/Swedish Licentiatavhandling Engelska/English Examensarbete LITH-IFM-A-EX--18/3437--SE Annat/Other: C-uppsats D-uppsats Serietitel och serienummer: ISSN Övrig rapport Title of series, numbering: ________________ ________________ URL för elektronisk version: http://urn.kb.se/resolve?urn=urn:nbn:se:liu:diva- 144426 Titel Title A computational study on indium nitride ALD precursors and surface chemical mechanisms Författare Author Karl Rönnby Sammanfattning Abstract Indium nitride has many applications as a semiconductor. High quality films of indium nitride can be grown using Chemical Vapour Deposition (CVD) and Atomic Layer Deposition (ALD), but the availability of precursors and knowledge of the underlaying chemical reactions is limited. In this study the gas phase decomposition of a new indium precursor, N,N-dimethyl- N',N''-diisopropylguanidinate, has been investigated by quantum chemical methods for use in both CVD and ALD of indium nitride. The computations showed significant decomposition at around 250°C, 3 mbar indicating that the precursor is unstable at ALD conditions. A computational study of the surface chemical mechanism of the adsorption of trimethylindium and ammonia on indium nitride was also performed as a method development for other precursor surface mechanism studies. -

Growth of Catalyst-Free Hexagonal Pyramid-Like Inn Nanocolumns on Nitrided Si(111) Substrates Via Radio-Frequency Metal–Organic Molecular Beam Epitaxy
crystals Article Growth of Catalyst-Free Hexagonal Pyramid-Like InN Nanocolumns on Nitrided Si(111) Substrates via Radio-Frequency Metal–Organic Molecular Beam Epitaxy Wei-Chun Chen 1,* , Tung-Yuan Yu 2, Fang-I Lai 3, Hung-Pin Chen 1, Yu-Wei Lin 1 and Shou-Yi Kuo 4,5,* 1 Taiwan Instrument Research Institute, National Applied Research Laboratories, 20. R&D Rd. VI, Hsinchu Science Park, Hsinchu 30076, Taiwan; [email protected] (H.-P.C.); [email protected] (Y.-W.L.) 2 Taiwan Semiconductor Research Institute, National Applied Research Laboratories, 26, Prosperity Road I, Hsinchu Science Park, Hsinchu 30078, Taiwan; [email protected] 3 Electrical Engineering Program C, Yuan-Ze University, 135 Yuan-Tung Road, Chung-Li 32003, Taiwan; fi[email protected] 4 Department of Electronic Engineering, Chang Gung University, 259 Wen-Hwa 1st Road, Kwei-Shan, Taoyuan 33302, Taiwan 5 Department of Urology, Chang Gung Memorial Hospital, Linkou, No.5, Fuxing Street, Kwei-Shan, Taoyuan 333, Taiwan * Correspondence: [email protected] (W.-C.C.); [email protected] (S.-Y.K.); Tel.: +886-3577-9911 (ext. 646) (W.-C.C.); +886-3211-8800 (ext. 3351) (S.-Y.K.) Received: 1 May 2019; Accepted: 3 June 2019; Published: 5 June 2019 Abstract: Hexagonal pyramid-like InN nanocolumns were grown on Si(111) substrates via radio-frequency (RF) metal–organic molecular beam epitaxy (MOMBE) together with a substrate nitridation process. The metal–organic precursor served as a group-III source for the growth of InN nanocolumns. The nitridation of Si(111) under flowing N2 RF plasma and the MOMBE growth of InN nanocolumns on the nitrided Si(111) substrates were investigated along with the effects of growth temperature on the structural, optical, and chemical properties of the InN nanocolumns. -

List of Semiconductor Materials - Wikipedia, the Free Encyclopedia Page 1 of 4
List of semiconductor materials - Wikipedia, the free encyclopedia Page 1 of 4 List of semiconductor materials From Wikipedia, the free encyclopedia Semiconductor materials are insulators at absolute zero temperature that conduct electricity in a limited way at room temperature. The defining property of a semiconductor material is that it can be doped with impurities that alter its electronic properties in a controllable way. Because of their application in devices like transistors (and therefore computers) and lasers, the search for new semiconductor materials and the improvement of existing materials is an important field of study in materials science. The most commonly used semiconductor materials are crystalline inorganic solids. These materials can be classified according to the periodic table groups from which their constituent atoms come. Semiconductor materials are differing by their properties. Compound semiconductors have advantages and disadvantages in comparison with silicon. For example gallium arsenide has six times higher electron mobility than silicon, which allows faster operation; wider band gap, which allows operation of power devices at higher temperatures, and gives lower thermal noise to low power devices at room temperature; its direct band gap gives it more favorable optoelectronic properties than the indirect band gap of silicon; it can be alloyed to ternary and quaternary compositions, with adjustable band gap width, allowing light emission at chosen wavelengths, and allowing e.g. matching to wavelengths with lowest losses in optical fibers. GaAs can be also grown in a semiinsulating form, which is suitable as a lattice-matching insulating substrate for GaAs devices. Conversely, silicon is robust, cheap, and easy to process, while GaAs is brittle, expensive, and insulation layers can not be created by just growing an oxide layer; GaAs is therefore used only where silicon is not sufficient.[1] Some materials can be prepared with tunable properties, e.g. -
Indium Nitride - Wikipedia, the Free Encyclopedia Page 1
Indium nitride - Wikipedia, the free encyclopedia Page 1 Indium nitride From Wikipedia, the free encyclopedia (Redirected from InN) Indium nitride (InN) is a small bandgap semiconductor material which has potential application in Indium nitride solar cells and high speed electronics.[2] The bandgap of InN has now been established as ~0.7 eV depending on temperature [3] (the obsolete value is 1.97 eV). The effective electron mass has been recently determined by high magnetic field [4][5] measurements , m*=0.055 m0. Alloyed with GaN, the ternary system InGaN has a direct bandgap span from the infrared (0.69 eV) to the ultraviolet (3.4 eV). Currently there is research into developing solar cells using the nitride based semiconductors. Using the alloy indium gallium nitride (InGaN), an optical match to the solar spectrum is obtained. The Other names bandgap of InN allows a wavelengths as long as 1900 nm to be utilized. However, there are many difficulties to be overcome if such solar cells are to become a commercial reality. p-type doping of Indium(III) nitride InN and indium-rich InGaN is one of the biggest challenges. Heteroepitaxial growth of InN with other nitrides (GaN, AlN) has proved to be difficult. Identifiers CAS number 25617-98-5 Thin polycrystalline films of indium nitride can be highly conductive and even superconductive at PubChem 117560 helium temperatures. The superconducting transition temperature Tc depends on the film structure ChemSpider 105058 and is below 4 K.[6][7] The superconductivity persists under high magnetic field (few teslas) that Jmol-3D images Image 1 (http:// differs from superconductivity in In metal which is quenched by fields of only 0.03 tesla.