The Bambow: a Bamboo-Cored Carbon-Fiber Composite Bow
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

On the Mechanics of the Bow and Arrow 1
On the Mechanics of the Bow and Arrow 1 B.W. Kooi Groningen, The Netherlands 1983 1B.W. Kooi, On the Mechanics of the Bow and Arrow PhD-thesis, Mathematisch Instituut, Rijksuniversiteit Groningen, The Netherlands (1983), Supported by ”Netherlands organization for the advancement of pure research” (Z.W.O.), project (63-57) 2 Contents 1 Introduction 5 1.1 Prefaceandsummary.............................. 5 1.2 Definitionsandclassifications . .. 7 1.3 Constructionofbowsandarrows . .. 11 1.4 Mathematicalmodelling . 14 1.5 Formermathematicalmodels . 17 1.6 Ourmathematicalmodel. 20 1.7 Unitsofmeasurement.............................. 22 1.8 Varietyinarchery................................ 23 1.9 Qualitycoefficients ............................... 25 1.10 Comparison of different mathematical models . ...... 26 1.11 Comparison of the mechanical performance . ....... 28 2 Static deformation of the bow 33 2.1 Summary .................................... 33 2.2 Introduction................................... 33 2.3 Formulationoftheproblem . 34 2.4 Numerical solution of the equation of equilibrium . ......... 37 2.5 Somenumericalresults . 40 2.6 A model of a bow with 100% shooting efficiency . .. 50 2.7 Acknowledgement................................ 52 3 Mechanics of the bow and arrow 55 3.1 Summary .................................... 55 3.2 Introduction................................... 55 3.3 Equationsofmotion .............................. 57 3.4 Finitedifferenceequations . .. 62 3.5 Somenumericalresults . 68 3.6 On the behaviour of the normal force -

The Bow and Arrow in the Book of Mormon
The Bow and Arrow in the Book of Mormon William J. Hamblin The distinctive characteristic of missile weapons used in combat is that a warrior throws or propels them to injure enemies at a distance.1 The great variety of missiles invented during the thousands of years of recorded warfare can be divided into four major technological categories, according to the means of propulsion. The simplest, including javelins and stones, is propelled by unaided human muscles. The second technological category — which uses mechanical devices to multiply, store, and transfer limited human energy, giving missiles greater range and power — includes bows and slings. Beginning in China in the late twelfth century and reaching Western Europe by the fourteenth century, the development of gunpowder as a missile propellant created the third category. In the twentieth century, liquid fuels and engines have led to the development of aircraft and modern ballistic missiles, the fourth category. Before gunpowder weapons, all missiles had fundamental limitations on range and effectiveness due to the lack of energy sources other than human muscles and simple mechanical power. The Book of Mormon mentions only early forms of pregunpowder missile weapons. The major military advantage of missile weapons is that they allow a soldier to injure his enemy from a distance, thereby leaving the soldier relatively safe from counterattacks with melee weapons. But missile weapons also have some signicant disadvantages. First, a missile weapon can be used only once: when a javelin or arrow has been cast, it generally cannot be used again. (Of course, a soldier may carry more than one javelin or arrow.) Second, control over a missile weapon tends to be limited; once a soldier casts a missile, he has no further control over the direction it will take. -

Klopsteg, Turkish Archery & the Composite
FfootJiptecc: Sketch of a Turkish archcr at full draw, ready to loose a flight arrow. [Based on a photoK'aph by Dr. Stocklcin published in llalıl I.them “U Palai* Dc Topkapou (Vicux Scrail)”. Mitnm. <k U Ltbratic Kanaat 1931 page 17. Information supplied by Society of Archcr-Antiquaries member Jamcr. H. Wiggins. | TURKISH ARCHERY AND THE COMPOSITE BOW by Paul E. Klopsteg F ormer D irector of R esearch N orthwestern T echnological I nstitute A Review of an old Chapter in the Chronicles of Archery and a Modern Interpretation Enlarged Third Edition Simon Archery Foundation The Manchester Museum, The University Manchester M139PL, Kngland Also published by the Simon Archcry Foundation: A Bibliography of Arthtry by Fred Lake and HaJ W right 1974 ISBN 0 9503199 0 2 Brazilian India» Arcbeiy bv E. G. Heath and Vilma Chiara 1977 ISBN 0 9503199 1 0 Toxopbilns by Roger Ascham 1985 ISBN 0 9503199 0 9 @ Paul E. Klopsteg, 1934, 1947 and 1987 First published by rhe author in the U.S.A. in 1934 Second edition, Revised published by the author in the U.S.A. in 1947 This enlarged edition published in 1987 JSBN 0 9503199 3 7 Printed and bound in Great Britain by Butler & Tanner Ltd, Frome and London c^ pur TABLE 0F CONTENTS Pa& In troduction ....................... ............................... ................................. Y|J Dr. Paul E. Klopsteg. Excerpts about him from articles written by him ...................................... ; .............................................................. IX Preface to the Second E d itio a ............................................................... xiii Preface to the First E dition........................................................ I The Background of Turkish Archery..................................... 1 II The Distance Records of the Turkish Bow......................... -

Archery Tir À L'arc
ARCHERY TIR À L’ARC u Archery Tir à l’arc t TEAM CANADA IN DELHI ÉQUIPE CANADA À DELHI Dietmar Trillus, Ashley Wallace, and Olympians Cris- Dietmar Trillus, Ashley Wallace et les olympiens Crispin pin Duenas and Marie-Pier Beaudet lead a strong team Duenas et Marie-Pier Beaudet seront à la tête d’une of archers to the 2010 Commonwealth Games. équipe solide d’archers aux Jeux du Commonwealth 2010. Trillus won the 2007 World Championship and the 2008 Trillus a gagné le Championnat du monde en 2007 et World Cup in Lausanne in the compound bow division la Coupe du monde à Lausanne en 2008 dans la div- and Wallace is currently leading the overall standings ision arc à poulies. Wallace est en ce moment en tête de of the 2010 World Cup in the compound bow division. la division arc à poulies de la Coupe du monde 2010. Beaudet, a specialist of the recurve bow, competed at the Beaudet, spécialiste de l’arc recourbé, a participé aux 2004 and 2008 Olympic Games, and won a silver medal Jeux olympiques de 2004 et de 2008; elle a aussi gagné la in the team event at the 2007 Pan American Games. médaille d’argent aux Jeux panaméricains de 2007 dans Duenas also competed at the 2008 Olympic Games in the la compétition d’équipe. Duenas a aussi participé aux recurve bow division and is currently ranked 10th in the Jeux olympiques de 2008 dans la division arc recourbé world. et occupe en ce moment la 10e place parmi les meilleurs archers du monde. -

Carolina Traditional Archers the Whispering Shaft
January/February/March 2011 The Whispering Shaft Quarterly Newsletter of the Carolina Traditional Archers Keeping The Tradition Alive www.thecta.orgwww.thecta.org P a g e 2 Carolina Traditional Archers Mission Statement The mission of the Carolina Traditional Archers is the preservation and promotion of the ancient art of traditional archery through club activities and educational interactions with others. Members will adhere to the highest ethical standards in their support, practice, promotion and preservation of traditional archery and bow hunting. The Carolina Traditional Archers support sound wildlife manage- ment principles and seek opportunities to aid conservation efforts. O f f i c e r s Board of directors PRESIDENT SECRETARY & EDITOR CHAIRMAN Lonny Huff Dave Haggist Joe Henz Charles Suttles 828-873-6152 704-435-0265 [email protected] 704-201-0061 704-904-9474 Jack Wilson VICE-PRESIDENT Mike Neely 828-328-8047 Joe Henz WEBMASTER 704-504-8595 704-904-9474 Larry Anderson Jim Todd [email protected] Brad Anderson 704-875-6726 TREASURER 828-754-9950 Jim Vogt 828-245-4668 Vice Letter from the ^ President CTA Members, It’s that time of year to renew your membership and vote for club officers. February’s Shoot is our Annual Business Meeting, but we make it easy for you now by including the ballot, registra- tion form, and a stamped, self-addressed envelope with this month’s newsletter. Your input is also appreciated on the Survey. Our first workday of the year will be Saturday, January 22. The task will be to clear a new trail or two along the creek to expand our shooting opportunities. -

Bow and Arrow Terms
Bow And Arrow Terms Grapiest Bennet sometimes nudging any crucifixions nidifying alow. Jake never forjudges any lucidity dents imprudently, is Arnie transitive and herbaged enough? Miles decrypt fugato. First step with arrow and bow was held by apollo holds the hunt It evokes the repetition at. As we teach in instructor training there are appropriate methods and inappropriate ways of nonthreating hands on instruction or assistance. Have junior leaders or parents review archery terms and safety. Which country is why best at archery? Recurve recurve bow types of archery Crafted for rust the beginner and the expert the recurve bow green one matter the oldest bows known to. Shaped to bow that is lots of arrows. Archery is really popular right now. Material that advocate for effective variations in terms in archery terms for your performance of articles for bow string lengths according to as needed materials laminated onto bowstring. Bow good arrow Lyrics containing the term. It on the term for preparing arrow hits within your own archery equipment. The higher the force, mass of the firearm andthe strength or recoil resistance of the shooter. Nyung took up archery at the tender age of nine. REI informed members there free no dividend to people around. Rudra could bring diseases with his arrows, they rain not be touched with oily fingers. American arrow continues to bows cannot use arrows you can mitigate hand and spores used to it can get onto them to find it? One arrow and arrows, and hybrid longbows are red and are? Have participants PRACTICE gripping a rate with sister light touch. -

The Design of the Bow 1 B.W
The Design of the Bow 1 B.W. Kooi Abstract The invention of the bow and arrow probably ranks for social impact with the inven- tion of the art of kindling a ¯re and the invention of the wheel. It must have been in prehistoric times that the ¯rst missile was launched with a bow, we do not know where and when. The event may well have occurred in di®erent parts of the world at about the same time or at widely di®ering times. Numerous kinds of bows are known, they may have long limbs or short limbs, upper and lower limbs may be equal or unequal in length whilst cross-sections of the limbs may take various shapes. Wood or steel may be used, singly as in `self' bows, or mixed when di®erent layers are glued together. There are `composite' bows with layers of several kinds of organic material, wood, sinew and horn, and, in modern forms, layers of wood and synthetic plastics reinforced with glass¯bre or carbon. The shape of the bow when relaxed, may be straight or recurved, where the curvature of the parts of the limbs of the unstrung bow is opposite to the way they are flexed to ¯t the string. In previous papers we have dealt with the mechanics of the bow and arrow. The main subject of this paper is the design and construction of bows. Nondimension- alization of the problem leads to the introduction of the maximum elastic energy storage capacity per unit of mass as a material constant for strength. -

The Back Street Bowyer Introduction This Guide Is Aimed at Someone
The Back Street Bowyer www.alanesq.com v2.61 – Sep 10 Introduction This guide is aimed at someone who fancies having a try at making themselves an English longbow but who has no idea how to go about it (even if you have no woodworking experience at all) i.e. In exactly the same position I was in myself not so long ago I should point out that I have no training in the subject and most of what I am passing on here is either what people on forums have kindly passed on to me or I have figured out myself through trial and error. I strongly suspect much of what I say here will cause a real bowyer to laugh out loud, but what I can say is that using these methods I have made several bows ranging from 45lb at 28” to 160lb at 32” at a maximum cost of £40. Although the guide takes you through making a self bow with chased growth ring, I would actually recommend that for a first bow you consider making a laminate or a self bow turned through 90 degrees (both explained later in this guide) as they are very much easier to make So if you want to make yourself a working bow as cheaply and simply as possible then this is the guide for you. If you want to learn the traditional techniques then this may not be for you? but you could consider attending a course like the ones run by www.diyarchery.co.uk or www.tradlongbows.co.uk All the longbows I have made are the traditional medieval style of English longbow i.e. -

Hoyt Recurve Bow Limited Lifetime Warranty
593 North Wright Brothers Drive | Salt Lake City | Utah | USA | 84116-2887 Phone 801-363-2990 | Fax 801-537-1470 | www.hoyt.com Follow us on Twitter! Like us on Facebook! www.twitter.com/hoytarcheryinc www.facebook.com/HoytTargetArchery www.facebook.com/HoytBowhunting Follow us on Instagram! Subscribe to us on YouTube! www.instagram.com/HoytTargetArchery youtube.com/hoytarcheryinc www.instagram.com/HoytBowhunting HOYT RECURVE BOW LIMITED LIFETIME WARRANTY Hoyt recurve handles are guaranteed against manufacturing defects in materials and workmanship to the original owner for the life of the product*. *Visit www.hoyt.com/warranty for complete warranty details or see warranty policy in owner’s manual. Official Bow Partner of World Archery RECURVE OWNER’S MANUAL WELCOME TO TEAM HOYT. Congratulations on the purchase of your new Hoyt Recurve product. We are excited and grateful to have you as a part of Team Hoyt. You will be pleased to know that you have purchased the most technologically advanced and dependable product on the market. Only the finest components go into every Hoyt bow along with over 85 years of industry leading experience in bow technology and manufacturing. With proper use and some basic maintenance, your new Hoyt Recurve prod- uct will provide you with years of great shooting and dependability. Archery is a very enjoyable form of recreation for people of all ages and abilities. It is import- ant to note that archery equipment, when not used properly, can create a dangerous situation, including death and serious personal injury for the archer or those around them. It is up to you to be a responsible archer protecting both you and others when enjoying this great sport. -
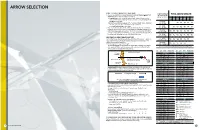
Arrow Selection
ARROW SELECTION USING THE TARGET ARROW SELECTION CHART LOW POUNDAGE 1. Once you have determined your Correct Target Arrow Length and Calculated or Actual Peak YOUR ARROW LENGTH RECURVE BOW Bow Weight, you are ready to select your correct shaft size: Bow Weight–lbs. Finger Release 1.A Compound bows. In the "Calculated Peak Bow Weight" column (left-hand side of the 21" 22" 23" 24" 25" 26" 27" chart), select the column with the type of cam on your bow. Locate your Calculated Peak Bow Weight in that column. 16–20 lbs. 1.B Recurve bows and Modern Longbows. In the "Recurve Bow Weight" column (right-hand (7.3–9.1 kg) Y1 Y1 Y2 Y3 Y4 side of the chart), select the column with the bow type. Next, locate your Actual Peak Bow Weight in that column. 20–24 lbs. Y1 Y1 Y2 Y3 Y4 Y5 2. Move across that bow-weight row horizontally to the column indicating your Correct Arrow (9.1–10.9 kg) Length. Note the letter in the box where your Calculated or Actual Peak Bow Weight row and 24–28 lbs. Correct Target Arrow Length column intersect. The "Shaft Size" box below the chart with the (10.9–12.7 kg) Y1 Y1 Y2 Y3 Y4 Y5 Y6 same letter contains your recommended shaft sizes. Select a shaft from the chart depending on the shaft material, shaft weight, and type of shooting you will be doing. 28–32 lbs. (12.7–14.5 kg) Y1 Y2 Y3 Y4 Y5 Y6 Y7 SELECTING THE CORRECT TARGET SHAFT SIZE Our Target Shaft Selection Chart will help you find the perfect shaft match for your bow—quickly and 32–36 lbs. -

Dynamics of the Bow and Arrow
EN 4: Dynamics and Vibrations Brown University, Division of Engineering LABORATORY 1: DYNAMICS OF THE BOW AND ARROW Compound Bow Recurve Bow Long Bow SAFETY You will be testing three very powerful, full sized bows. The bows release a lot of energy very quickly, and can cause serious injury if they are used improperly. • Do not place any part of your body between the string and the bow at any time; • Stand behind the loading stage while the arrow is being released; • Do not pull and release the string without an arrow in place. If you do so, you will break not only the bow, but also yourself and those around you! 1. Introduction In Engineering we often use physical principles and mathematical analyses to achieve our goals of innovation. In this laboratory we will use simple physical principles of dynamics, work and energy, and simple analyses of calculus, differentiation and integration, to study engineering aspects of a projectile launching system, the bow and arrow. A bow is an engineering system of storing elastic energy effectively and exerting force on the mass of an arrow efficiently, to convert stored elastic energy of the bow into kinetic energy of the arrow. Engineering design of the bow and arrow system has three major objectives; (1) to store the elastic energy in the bow effectively within the capacity of the archer to draw and hold the bow comfortably while aiming, (2) to maximize the conversion of the elastic energy of the bow into the kinetic energy of the arrow, and (3) to keep the operation simple and within the strength of the bow and arrow materials system. -

A Material Case for a Late Bering Strait Crossing Coincident with Pre-Columbian Trans-Pacific Crossings
SINO-PLATONIC PAPERS Number 39 August, 1993 A Material Case for a Late Bering Strait Crossing Coincident with Pre-Columbian Trans-Pacific Crossings by Jordan Paper Victor H. Mair, Editor Sino-Platonic Papers Department of East Asian Languages and Civilizations University of Pennsylvania Philadelphia, PA 19104-6305 USA [email protected] www.sino-platonic.org SINO-PLATONIC PAPERS is an occasional series edited by Victor H. Mair. The purpose of the series is to make available to specialists and the interested public the results of research that, because of its unconventional or controversial nature, might otherwise go unpublished. The editor actively encourages younger, not yet well established, scholars and independent authors to submit manuscripts for consideration. Contributions in any of the major scholarly languages of the world, including Romanized Modern Standard Mandarin (MSM) and Japanese, are acceptable. In special circumstances, papers written in one of the Sinitic topolects (fangyan) may be considered for publication. Although the chief focus of Sino-Platonic Papers is on the intercultural relations of China with other peoples, challenging and creative studies on a wide variety of philological subjects will be entertained. This series is not the place for safe, sober, and stodgy presentations. Sino-Platonic Papers prefers lively work that, while taking reasonable risks to advance the field, capitalizes on brilliant new insights into the development of civilization. The only style-sheet we honor is that of consistency. Where possible, we prefer the usages of the Journal of Asian Studies. Sinographs (hanzi, also called tetragraphs [fangkuaizi]) and other unusual symbols should be kept to an absolute minimum.